一种加热均匀的玻璃钢化炉的制作方法
[0001]
本发明涉及钢化玻璃加工设备技术领域,具体涉及一种加热均匀的玻璃钢化炉。
背景技术:
[0002]
钢化玻璃是将普通退火玻璃先切割成要求尺寸,然后加热到接近软化点的700度左右,再进行快速均匀的冷却而得到的具有高安全性、高强度和热稳定性的强化玻璃。目前,在钢化玻璃加工中,对玻璃原料的加热是通过玻璃钢化炉进行。现有的玻璃钢化炉,是通过耐高温输送带将玻璃原料送入钢化炉的炉体内,炉体内由电加热丝加热形成接近700多度的炉内温度对耐高温输送带上的玻璃原料进行加热软化。然而,由于玻璃原料在加热过程中,上表面是正对电加热丝,下表面是紧贴耐温高输送带,因此玻璃原料是从上到下逐渐加热,加热过程缓慢,消耗能源大,而且容易造成玻璃原料较热不够均匀,影响玻璃钢化质量。
技术实现要素:
[0003]
本发明的目的是提出一种加热均匀的玻璃钢化炉,可以有效提高玻璃原料加热均匀性,缩短加热时长,降低加热能耗,提高玻璃钢化质量。
[0004]
根据本发明提供的加热均匀的玻璃钢化炉,包括炉体和输送带,所述输送带穿过所述炉体的前后两侧,关键在于所述输送带包括前段的间隙输送辊组和后段的输送带辊组,所述间隙输送辊组的下方设有前段电加热丝,所述输送带辊组的上方设有后段电加热丝。
[0005]
进一步的,所述间隙输送辊组的驱动和所述输送带辊组的驱动分开设置。这样可以根据玻璃原料种类或数量调整间隙输送辊组的速率,调节预加热时长,提高玻璃钢化质量。
[0006]
进一步的,所述间隙输送辊组的辊面为防滑辊面,所述输送带辊组的输送带为耐高温输送带。
[0007]
本发明与现有玻璃钢化炉相比,具有以下优点:1、通过在炉体内设置前端的间隙输送辊组和前端电加热丝对玻璃原料底面进行预加热,可以提高玻璃原料加热的均匀性,缩短加热时间,降低加热能耗,提高玻璃钢化质量;2、将前段预加热区域的间隙输送辊组和后段加热区域的输送带分开调速,可以灵活调整预热时间,适应不同尺寸和种类玻璃原料的加热调整。
附图说明
[0008]
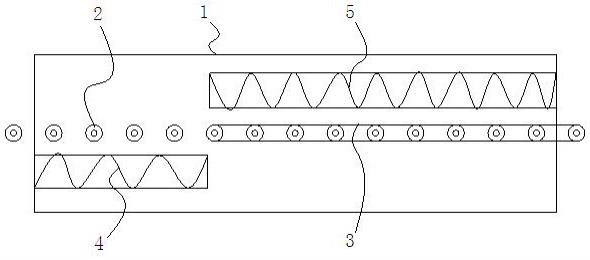
图1为本发明的结构示意图。
[0009]
其中图示:1、炉体;2、间隙输送辊组;3、输送带辊组;4、前段电加热丝;5、后段电加热丝。
具体实施方式
[0010]
下面对照附图,通过对实施实例的描述,对本发明的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明。
[0011]
如图1,本发明的加热均匀的玻璃钢化炉,包括炉体1和输送带,输送带穿过炉体1的前后两侧,输送带包括前段的间隙输送辊组2和后段的输送带辊组3,间隙输送辊组2的下方设有前段电加热丝4,输送带辊组3的上方设有后段电加热丝5。
[0012]
作为优选的实施方式,间隙输送辊组2的驱动和输送带辊组3的驱动分开设置。这样可以根据玻璃原料种类或数量调整间隙输送辊组2的速率,调节预加热时长,提高玻璃钢化质量。其中,间隙输送辊组2和输送带辊组3的相关驱动和安装结构均为常规的现有设备,其原理不再赘述。
[0013]
优选的,间隙输送辊组2的辊面为防滑辊面,输送带辊组3的输送带为耐高温输送带。
[0014]
使用本发明后,可以对玻璃原料底面进行预加热,可以提高玻璃原料加热的均匀性,缩短加热时间,降低加热能耗,提高玻璃钢化质量;并且可以在一次开炉钢化工期内对多种类型和尺寸大小的玻璃原料进行钢化加工,而不需要根据不同类型或尺寸大小的玻璃原料安排不同的开炉工期,可以提高生产效率,减少钢化炉从冷却加热到钢化高温的次数,降低能耗和生产加工成本。
[0015]
上面结合附图对本发明进行了示例性描述,显然本发明具体设计并不受上述方式的限制,只要采用了本发明的构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1