玻璃加工设备的制作方法
[0001]
本实用新型涉及加工设备领域,尤其涉及一种玻璃加工设备。
背景技术:
[0002]
氢氟酸蚀刻技术在业界已使用多年,一般应用于玻璃薄化蚀刻、玻璃基板二次强化蚀刻、半导体微影成像蚀刻与艺术玻璃局部蚀刻的制程等。近年来对触控面板与屏幕的需求增加,其中以蚀刻技术制成的防眩玻璃具有更多优点,逐渐取代传统的喷涂式防眩玻璃。
[0003]
目前玻璃蚀刻技术多为浸泡式蚀刻机台。是将玻璃垂直泡入蚀刻液体中,让玻璃表面产生微结构。惟目前浸泡式蚀刻设备仍有多种问题如下:
[0004]
1.液面下的流场较弱,且方向性难以控制。
[0005]
2.玻璃边缘加工不均匀,且容易产生流痕。
[0006]
3.蚀刻液体要求量大,且不易调整配方。
[0007]
4.可制作的玻璃厚度受限,无法制作较薄的玻璃。
[0008]
而上述问题导致玻璃蚀刻技术难以制造较薄且质量较佳的蚀刻玻璃。因此如何解决上述问题,提高玻璃蚀刻技术的制造质量,便是本领域具通常知识者值得去思量的。
技术实现要素:
[0009]
本实用新型提供一种玻璃加工设备与方法,以水平放置方式加工玻璃,可加工厚度较薄的玻璃,并且表面加工质量更佳。
[0010]
本实用新型提供一种玻璃加工设备,包括一前处理区、一雾化处理区、一后处理区、多个扇形喷嘴及一输送通道。雾化处理区包括一瀑布式喷嘴。扇形喷嘴分别设置于该前处理区与该后处理区。输送通道,是水平设置,依序穿过该前处理区、该雾化处理区与该后处理区。
[0011]
上述之玻璃加工设备,其中,还包括多个清洗区,分别设置于该前处理区之后、该雾化处理区之后与该后处理区之后。
[0012]
上述之玻璃加工设备,其中,该扇形喷嘴还设置于该清洗区中。
附图说明
[0013]
图1a与图1b所绘示为本实用新型之玻璃加工的方法。
[0014]
图2a所绘示为第一实施例之玻璃加工设备。
[0015]
图2b所绘示为第二实施例之玻璃加工设备。
[0016]
图2c所绘示为第三实施例之玻璃加工设备。
[0017]
图3所绘示为设备整合示意图。
[0018]
附图标记说明:
[0019]
s10~s51:流程图步骤10:玻璃
[0020]
100、200、300:玻璃加工设备
[0021]
110:贴膜装置
[0022]
120、210:输送通道
[0023]
202、204、206:清洗区
[0024]
201:前处理区
[0025]
203:雾化处理区
[0026]
205:后处理区
[0027]
220:扇形喷嘴
[0028]
230:瀑布式喷嘴
[0029]
301:进出料区
[0030]
302~305:液槽
[0031]
312~315:药液
[0032]
320:输送轨道
[0033]
330:天车
[0034]
340:治具
具体实施方式
[0035]
本实用新型提供一种玻璃加工的方法与设备,以水平式蚀刻来加工玻璃表面,使其表面形成微结构。水平式蚀刻可提供质量更高的表面加工效果,并且可用来加工更薄的玻璃。
[0036]
请先参阅图1a与图1b,图1a与图1b所绘示为本实用新型之玻璃加工的方法。首先,提供一玻璃(步骤s10)。接下来,清洗玻璃(步骤s11),洗去玻璃上的污物、附着物、灰尘或其他杂质,避免在加工中影响玻璃的表面。清洗完成后,降低玻璃的厚度(步骤s12),在此步骤中是将玻璃的厚度调整为最终产品所需求的厚度。在某些实施例中,若在步骤s10中所提供的玻璃原始厚度便符合最终产品所需求的厚度,则不须再进行降低厚度的步骤s12。在较佳实施例中,是将玻璃进入蚀刻液体来降低玻璃的厚度,将玻璃厚度降低至0.5毫米以下。
[0037]
之后,再一次清洗玻璃(步骤s13)。由于降低玻璃厚度是采用蚀刻方式,因此需要洗去玻璃表面上残留的蚀刻液体或玻璃碎屑,确保后续不影响玻璃表面加工。
[0038]
接下来,在玻璃的非加工面上贴上一保护膜(步骤s14),保护膜可保护玻璃的非加工面不受后续处理的影响。在本实施例中,玻璃加工的方法是作为制造防眩玻璃的方法,是在玻璃的其中一面形成微结构,因此需要保护另一面。
[0039]
在另一实施例中,若玻璃的厚度仅需调整其中一面,则可先在玻璃的非加工面上贴上保护膜,再进行降低厚度的处理。即先保护玻璃的非加工面,再进行蚀刻降低玻璃厚度,藉此降低玻璃加工面的厚度。也就是说,非加工面上贴上一保护膜(步骤s14)与降低玻璃的厚度(步骤s12)可顺序可以调换,以弹性的调整玻璃的厚度。
[0040]
步骤s10至步骤s14为玻璃加工的前置处理,包括清洗、降低厚度与设置保护膜,将玻璃调整为所需要的厚度,并保护非加工面,以利后续形成微结构的加工程序顺利进行。
[0041]
前置处理完成之后,接着对玻璃喷洒一前处理药剂(步骤s20)。在本实施例中,前处理药剂是一种活化剂,活化剂可活化玻璃表面的氧化层,让玻璃更加充分的反应后续施
加的蚀刻液体或药剂之效果。接着,清洗玻璃(步骤s21),洗去玻璃上残留的前处理药剂。
[0042]
前处理完成后,对玻璃浇淋一雾化药剂(步骤s30)。其中,雾化药剂是以瀑布的形式形成一液墙来浇淋玻璃。在本实施例中,雾化药剂是一种氟酸液体,可透过侵蚀的方式在玻璃表面上形成多个微结构,这些微结构则对玻璃表面产生了雾化效果。接着,清洗玻璃(步骤s31),洗去玻璃上残留的雾化药剂。
[0043]
完成雾化后,接着对玻璃喷洒一后处理药剂(步骤s40)。在本实施例中,后处理药剂是一种除晶剂。玻璃在经过雾化剂处理后,表面形成微结构,但微结构间会残留硅晶沙,因此透过喷洒除晶剂来去除这些硅晶沙。后处理药剂喷洒完成后,清洗玻璃(步骤s41),洗去玻璃上残留的后处理药剂。至此完成玻璃加工的主要程序,在玻璃上形成主要的微结构。此外,在本实施例中,步骤s20至步骤s40均是水平放置接受液体喷洒或浇淋。
[0044]
接下来,将玻璃浸入一蚀刻液体中(步骤s50)。在本实施例中,步骤s50所使用的蚀刻液体是一种光化剂。光化剂可进一步修饰玻璃上的微结构,使玻璃达到防眩的功能。之后,清洗玻璃(步骤s51),洗去玻璃上残留的蚀刻液体。然后移除保护层,即完成玻璃的加工,即可进行后续的检验、包装与出货等程序。
[0045]
本实用新型所述之玻璃加工方法如上。以下说明对应玻璃加工方法所使用的玻璃加工设备。请参阅图2a,图2a所绘示为第一实施例之玻璃加工设备。玻璃加工设备300是一种浸泡式玻璃加工设备,可应用于玻璃厚度调整、清洗与光化,即步骤s11至步骤s13与步骤s50、51所使用的设备。玻璃加工设备300包括一进出料区301、多个液槽302~305、一输送轨道320、一天车330与一治具340。其中,天车330设置于输送轨道320上,并且天车330可在输送轨道320上移动,而治具340设置于天车330上,并且天车330可上下移动治具340。治具340则适于承载多个玻璃10。进出料区301是乘载与卸除玻璃10的区域。多个液槽302~305则分别装载有不同的药液312~315。在本实施例中药液312、313为清洁药剂,药液314、315则为蚀刻液体。
[0046]
玻璃加工设备300透过垂直与水平移动玻璃10,让玻璃10分别进入液槽302~305,完成清洁与蚀刻程序。在本实施例中,是依序让玻璃10进入液槽302(清洁药剂)、液槽303(清洁药剂)、液槽304(蚀刻药剂)、液槽305(蚀刻药剂)、液槽304(蚀刻药剂)、液槽303(清洁药剂)与液槽302(清洁药剂)。对应液槽302~305内的药液312~315,即完成清洁-蚀刻-清洁的步骤。其中,可替换302~305内的药液312~315,让玻璃加工设备300应用于调整玻璃厚度(步骤s11至步骤s13)或光化(步骤s50、51)。
[0047]
请参阅图2b,图2b所绘示为第二实施例之玻璃加工设备。此实施例的玻璃加工设备100是一种玻璃贴膜设备,可应用于前述步骤s14,为玻璃10贴上保护膜。玻璃加工设备100包括一贴膜装置110与一输送信道120。贴膜装置110设置于输送信道120下方,且输送通道120例如为输送带,并适于输送玻璃10。而当玻璃10经由输送信道120经过贴膜装置110上方时,贴膜装置110便会为玻璃10贴上保护膜。因此,玻璃10是以非加工面朝下摆放,让贴膜装置110将保护膜贴附于非加工面。
[0048]
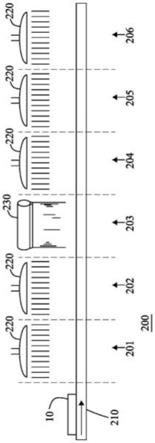
接着,请参阅图2c,图2c所绘示为第三实施例之玻璃加工设备。本实施例之玻璃加工设备200是一种水平玻璃加工设备。玻璃加工设备200包括一输送通道210、一前处理区201、多个清洗区202、204、206、一雾化处理区203、一后处理区205、多个散状喷嘴220与一瀑布式喷嘴230。其中,输送通道210例如是一种输送带,是依序通过前处理区201、清洗区202、
雾化处理区203、清洗区204、后处理区205与清洗区206,并且输送通道210适于运送玻璃10,让玻璃依序穿过前处理区201、清洗区202、雾化处理区203、清洗区204、后处理区205与清洗区206。其中,玻璃10是水平放置于输送通道210上,并且保持水平状态依序穿过前处理区201、清洗区202、雾化处理区203、清洗区204、后处理区205与清洗区206。
[0049]
扇状喷嘴220则是设置于前处理区201、清洗区202、清洗区204、后处理区205与清洗区206。扇状喷嘴220则根据设置的位置不同所喷洒的药液也有所不同。例如位于的清洗区202、204与206的扇状喷嘴220适于喷洒清洁液体,设置于前处理区201的扇状喷嘴220适于喷洒前处理药剂,设置于后处理区205的扇状喷嘴220适于喷洒后处理药剂等。
[0050]
而瀑布式喷嘴230则设置于雾化处理区203,瀑布式喷嘴230适于喷洒雾化药剂。在本实施例中,瀑布式喷嘴230具有特殊的喷嘴设计,使雾化药剂喷出时会形成瀑布般的液墙,藉此浇淋通过雾化处理区203的玻璃10。
[0051]
请参阅图3,图3所绘示为设备整合示意图。上述图2a至图2c实施例中的玻璃加工设备100、200与300,可依据加工流程单独运作或是整合运作。在图3的实施例中,便是对应本实用新型之玻璃加工的方法(步骤s10~s51)整合玻璃加工设备100、200与300。设置玻璃加工设备300做为调整厚度的工作站,设置玻璃加工设备100作为贴膜的工作站,设置玻璃加工设备200做为雾化的工作站,设置玻璃加工设备300作为光化的工作。并以玻璃运送的装置(如输送带或机械手臂)整合玻璃加工设备100、200与300,使其成为可一次执行本实用新型之玻璃加工的方法(步骤s10~s51)的生产设备。
[0052]
本实用新型的玻璃加工设备与方法,以水平方式加工玻璃,可对厚度范围更大的玻璃进行加工,例如厚度0.5厘米以下的玻璃。并且设置特殊的瀑布式喷嘴,以浇淋药剂的方式对玻璃加工,使其表面加工更加均匀,提高玻璃的加工的整体良率。透过本实用新型的玻璃加工设备与方法,并使用适当的药业与参数,可有效地将玻璃加工良率提高至80%以上,并且光泽度的制程能力指标(cpk)可达到1.67以上。
[0053]
本实用新型以实施例说明如上,然其并非用以限定本实用新型所主张之专利权利范围。其专利保护范围当视后附之申请专利范围及其等同领域而定。凡本领域具有通常知识者,在不脱离本专利精神或范围内,所作之更动或润饰,均属于本实用新型所揭示精神下所完成之等效改变或设计,且应包含在下述之申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1