一种带同步双正吹气玻璃制瓶机的制作方法
1.本实用新型涉及玻璃制瓶的技术领域,尤其涉及一种带同步双正吹气玻璃制瓶机。
背景技术:
2.在玻璃制瓶行业中,玻璃制瓶是一种将熔化后的玻璃料成型为各种玻璃瓶罐(例如玻璃酒瓶、玻璃香水瓶、玻璃扎啤壶、玻璃罐等) 的设备。
3.现有行列机包括主机架部分、初成型模部分、液压翻转机构、气动钳瓶部分。初成型模部分的框架通过小底板与机架底盘相连;液压翻转机构安装于初成型模部分框架孔内;气动钳瓶安装于初成型模部分框架侧面。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在现有行列机包括主机架部分、初成型模部分、液压翻转机构、气动钳瓶部分。初成型模部分的框架通过小底板与机架底盘相连;液压翻转机构安装于初成型模部分框架孔内;气动钳瓶安装于初成型模部分框架侧面的缺点,而提出的一种带同步双正吹气玻璃制瓶机。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.设计一种带同步双正吹气玻璃制瓶机,包括主机架,主机架底端固定有底座,所述主机架底端的一端设置有伺服转盘机构,伺服转盘机构的顶部设置有成型侧上转盘机构,成型侧上转盘机构的顶部设置有同步双正吹气机构,所述同步双正吹气机构顶端的中部设有油气滑环组件,所述主机架顶端的一端设置有伺服钳瓶机构,所述主机架底端底座顶端的另一端设有初型侧箱体组件。
7.优选的,所述主机架包括机架底盘,所述机架底盘顶部一端的一侧固定有龙门架,所述机架底盘顶部一端的另一侧设有小横梁。
8.优选的,所述初型侧箱体组件包括框架,所述框架的底端设置有小底板,所述小底板一侧的一端设置有初模开关机构,所述小底板的底部与主机架的机架底盘固定,所述框架的顶部固定有初模夹具机构、漏斗机构、扑气机构和伺服翻转机构,所述框架内开有框架压吹孔,所述框架压吹孔内固定有快换压吹机构,所述框架的侧面固定有电器阀箱。
9.优选的,所述伺服转盘机构包括伺服支架,所述伺服支架的底部与主机架的机架底盘顶端的一端固定连接,所述伺服支架的顶部设置有回转支撑,所述回转支撑包括内圈和外圈,所述回转支撑的内圈与伺服支架固定连接,所述回转支撑外圈的顶部固定有下转盘,所述伺服支架顶端的一侧设置有转盘伺服电机,所述转盘伺服电机的一端设置有转盘减速机,所述转盘伺服电机与转盘减速机固定连接,所述转盘减速机的输出端旋转连接有驱动齿轮,所述驱动齿轮的一端与回转支撑啮合连接,所述转盘伺服电机通过转盘减速机能够带动驱动齿轮驱动回转支撑间歇旋转分度旋转。
10.优选的,所述成型侧上转盘机构包括上转盘,所述上转盘的底部与伺服转盘机构
的下转盘固定连接,所述上转盘与下转盘之间设置有用于精确定位的定位轴,所述下转盘上设置二套开关气缸组件,所述每套开关气缸组件均包括位于下转盘相应螺纹孔内的铰链座、开关气缸和轴座,所述轴座的顶端固定有花键轴套,所述铰链座顶端的一端固定有铰链,所述开关气缸一端的顶端设有第二连杆,所述铰链一侧的底端设有气缸连杆,所述铰链的一端连接有第二连杆,所述铰链的底端连接有第一连杆,所述第一连杆一侧的顶端设有销轴,所述花键轴套内连接有花键轴,所述花键轴的端部固定有左右摇臂,所述上转盘的顶部设置有两套垂直冷却机构,所述垂直冷却机构的顶端设有两套度成机冷却风嘴,所述度成机冷却风嘴一端的底端设有成模支架,所述成模支架的顶端设有单滴成模抱钳,所述成模支架顶端的一端设有长销轴,所述长销轴的顶端设有小连杆,所述小连杆的一端设有左右摇臂。
11.优选的,所述上转盘的顶部设置有套同步双正吹气机构所述两套同步双正吹气机构安装在成模支架顶端的中部,所述同步双正吹气机构包括正吹气头所述正吹气头的一侧安装有正吹气臂,所述正吹气臂的一端螺栓固定连接有活塞杆,所述活塞杆的底端装有滚轮,所述滚轮的一端连接有凸轮,所述活塞杆中部的一侧设有导向夹头,所述导向夹头的一端固定连接有导向杆,所述导向杆的底端固定连接有气缸盖。
12.优选的,所述伺服钳瓶机构包括底座,所述底座的底部与主机架的机架底盘固定,所述底座的顶部设置有升降螺杆,所述升降螺杆底端的外侧设有升降螺母,所述升降螺母的底端固定连接有底座,所述升降螺杆的外侧设有升降轴,所述升降轴一端的顶端设有单滴钳瓶夹具,所述升降轴的顶端设有钳瓶伺服电机,所述钳瓶伺服电机底端的一侧设有钳瓶减速机,所述钳瓶减速机的一端设有钳瓶支架所述钳瓶支架底端的一侧设有伞齿轮组件。
13.优选的,所述油气滑环组件包括油气滑环,所述油气滑环的底端设有油气滑环连接座,所述油气滑环的顶部设置有固定电磁阀气管,所述固定电磁阀气管的底部设置有固定支架,所述固定支架的一端与主机架的小横梁固定连接。
14.本实用新型提出的一种带同步双正吹气玻璃制瓶机,有益效果在于:
15.(1)本实用新型一种带同步双正吹气玻璃制瓶机工作时,二旋转的成模均配相互独立的正吹气机构随之旋转并正吹气,可根据成工艺需求,柔性调节所需正吹气时间及大小。此技术在以往回转式制瓶机上是难以实现的。采用同步双正吹气后,提高玻璃制瓶圆柱度,提升机速及生产效率。
16.(2)本实用新型一种带同步双正吹气玻璃制瓶机工作时,冷却风通过主机架的框架或底盘进入初型侧箱体组件对初模进行冷却,同时冷却风通过底盘进入伺服支架、回转支撑、下转盘、上转盘进入360 度成模冷风嘴对成模进行冷却。新增的360度成模冷风嘴机构能够针对不同玻璃成型工艺对成模进行充分快速冷却,适用范围比较广泛。
17.(3)本实用新型的成型侧上转盘机构采用两成模机构(两套单滴成模抱钳组件)来对应一套初模,进而使得安装空间紧凑,成型时间短,生产效率高。
18.(4)本实用新型的油气滑环组件包括油气滑环,油气滑环通过连接板固定于成型侧上转盘顶部。油气滑环外部的安装方式给维护带来了便捷。
19.(6)初型侧箱体组件采用电器阀箱和伺服翻转机构,电器阀箱和伺服翻转机构会提高气动控制精度和翻转精度。
20.(7)本实用新型的伺服转盘机构的转盘伺服电机通过转盘减速机能够带动驱动齿轮驱动回转支撑间歇旋转分度的结构,进而能够带来在360度能精确实现四工位分度。
附图说明
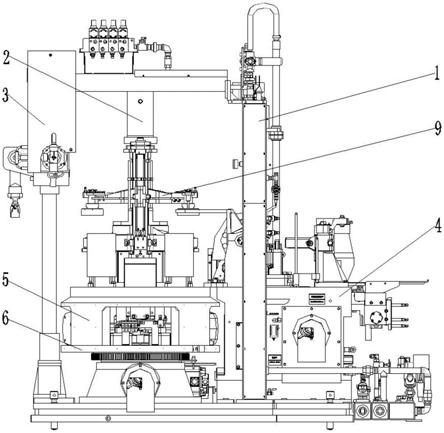
21.图1为本实用新型实施例中一种带同步双正吹气玻璃制瓶机第二视角的结构示意图;
22.图2为本实用新型实施例中一种带同步双正吹气玻璃制瓶机第一视角的结构示意图;
23.图3为本实用新型实施例中一种带同步双正吹气玻璃制瓶机第三视角的结构示意图;
24.图4为本实用新型实施例中主机架的结构示意图;
25.图5为本实用新型实施例中初型侧箱体组件的主视图;
26.图6为本实用新型实施例中初型侧箱体组件的俯视图;
27.图7为本实用新型实施例中伺服转盘机构的主视图;
28.图8为本实用新型实施例中伺服转盘机构的俯视图;
29.图9为本实用新型实施例中成型侧上转盘机构的主视图;
30.图10为本实用新型实施例中成型侧上转盘机构的开关气缸组件的主视图;
31.图11为本实用新型实施例中成型侧上转盘机构的平面图;
32.图12为图11中aa方向的剖视图;
33.图13为本实用新型实施例中同步双正吹气平面图;
34.图14为本实用新型实施例中伺服钳瓶机构第一视角的结构示意图;
35.图15为本实用新型实施例中伺服钳瓶构第二视角的结构示意图;
36.图16为本实用新型实施例中油气滑环组件的结构示意图。
37.图中:1、主机架;1b、龙门架;1a、机架底盘;1c、小横梁;2、油气滑环组件;3、伺服钳瓶机构;3a、固定支架;3b、固定电磁阀气管;3c、油气滑环;3d、油气滑环连接座;4、初型侧箱体组件;5、成型侧上转盘机构;5a、单滴钳瓶夹具;5b、升降轴;5c、升降螺杆;5d、升降螺母;5e、底座;5f、钳瓶伺服电机;5g、钳瓶减速机;5h、钳瓶支架;5i、伞齿轮组件;6、伺服转盘机构;6a、伺服翻转机构;6b、初模夹具机构;6c、快换压吹机构;6d、初模开关机构;6f、框架;6g、小底板;6h、漏斗机构;6i、电器阀箱;6j、扑气机构;7a、成模抱钳;7b、垂直冷却机构;7c、上转盘;7d、定位轴;7e、第一连杆;7f、销轴;7g、开关气缸;7h、气缸连杆;7i、花键轴套;7j、轴座;7k、铰链;7l、铰链座;7m、左右摇臂;7n、成模支架;7o、花键轴;7p、小连杆;7q、长销轴;7r、钳轴保护支架;7s、360度成机冷却风嘴;7t、第二连杆;8a、下转盘;8b、回转支撑;8c、伺服支架;8d、转盘伺服电机;8e、驱动齿轮;8f、转盘减速机;9、同步双正吹气机构;9a、滚轮;9b、凸轮;9c、气缸盖;9d、导向夹头;9e、正吹气臂;9f、活塞杆;9g、正吹气头。
具体实施方式
38.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
39.参照图1
‑
16,一种带同步双正吹气玻璃制瓶机,包括主机架1,主机架1底端固定有底座,主机架1底端的一端设置有伺服转盘机构 6,伺服转盘机构6的顶部设置有成型侧上转盘机构5,成型侧上转盘机构5的顶部设置有同步双正吹气机构9,同步双正吹气机构9顶端的中部设有油气滑环组件2,主机架1顶端的一端设置有伺服钳瓶机构3,主机架1底端底座顶端的另一端设有初型侧箱体组件4,起到了便于对不同玻璃成型工艺对初模成型后的雏形进行快速充分的正吹气,达到玻璃瓶成型效果好,生产效率高,此制瓶机采用一初模两成模工艺方式,适用范围广泛,不仅整机安装维修便捷,设备故障率低,而且成型时间短,生产效率高。
40.其中,主机架1包括机架底盘1a,机架底盘1a顶部一端的一侧固定有龙门架1b,机架底盘1a顶部一端的另一侧设有小横梁1c,初型侧箱体组件4包括框架6f,框架6f的底端设置有小底板6g,小底板6g一侧的一端设置有初模开关机构6d,小底板6g的底部与主机架1的机架底盘1a固定,框架6f的顶部固定有初模夹具机构6b、漏斗机构6h、扑气机构6j和伺服翻转机构6a,框架6f内开有框架压吹孔,框架压吹孔内固定有快换压吹机构6c,框架6f的侧面固定有电器阀箱6i,起到了便于对不同玻璃成型工艺对初模成型后的雏形进行快速充分的正吹气。
41.其中,伺服转盘机构6包括伺服支架8c,伺服支架8c的底部与主机架1的机架底盘1a顶端的一端固定连接,伺服支架8c的顶部设置有回转支撑8b,回转支撑8b包括内圈和外圈,回转支撑8b的内圈与伺服支架8c固定连接,回转支撑8b外圈的顶部固定有下转盘8a,伺服支架8c顶端的一侧设置有转盘伺服电机8d,转盘伺服电机8d 的一端设置有转盘减速机8f,转盘伺服电机8d与转盘减速机8f固定连接,转盘减速机8f的输出端旋转连接有驱动齿轮8e,驱动齿轮8e 的一端与回转支撑8b啮合连接,转盘伺服电机8d通过转盘减速机8f 能够带动驱动齿轮8e驱动回转支撑8b间歇旋转分度旋转,起到了进而能够带来在360度能精确实现四工位分度。
42.其中,成型侧上转盘机构5包括上转盘7c,上转盘7c的底部与伺服转盘机构6的下转盘8a固定连接,上转盘7c与下转盘8a之间设置有用于精确定位的定位轴7d,下转盘8a上设置二套开关气缸组件,每套开关气缸组件均包括位于下转盘8a相应螺纹孔内的铰链座 7l、开关气缸7g和轴座7j,轴座7j的顶端固定有花键轴套7i,铰链座7l顶端的一端固定有铰链7k,开关气缸7g一端的顶端设有第二连杆7t,铰链7k一侧的底端设有气缸连杆7h,铰链7k的一端连接有第二连杆7t,铰链7k的底端连接有第一连杆7e,第一连杆7e一侧的顶端设有销轴7f,花键轴套7i内连接有花键轴7o,花键轴7o的端部固定有左右摇臂7m,上转盘7c的顶部设置有两套垂直冷却机构7b,垂直冷却机构7b的顶端设有两套360度成机冷却风嘴7s,360度成机冷却风嘴7s一端的底端设有成模支架7n,成模支架7n的顶端设有单滴成模抱钳7a,成模支架7n顶端的一端设有长销轴7q,长销轴7q 的顶端设有小连杆7p,小连杆7p的一端设有左右摇臂7m,起到了便于旋转工作有利于提高工作的效率,便于对生产好的模型进行冷却。
43.其中,上转盘7c的顶部设置有2套同步双正吹气机构9两套同步双正吹气机构安装在成模支架7n顶端的中部,同步双正吹气机构 9包括正吹气头9g正吹气头9g的一侧安装有正吹气臂9e,正吹气臂 9e的一端螺栓固定连接有活塞杆9f,活塞杆9f的底端装有滚轮9a,滚轮9a的一端连接有凸轮9b,活塞杆9f中部的一侧设有导向夹头 9d,导向夹头9d的一端固
定连接有导向杆9h,导向杆9h的底端固定连接有气缸盖9c,起到了便于对玻璃材质进行快速吹塑成型,便于对瓶口进行夹箍。
44.其中,伺服钳瓶机构3包括底座5e,底座5e的底部与主机架1 的机架底盘1a固定,底座5e的顶部设置有升降螺杆5c,升降螺杆5c 底端的外侧设有升降螺母5d,升降螺母5d的底端固定连接有底座5e,升降螺杆5c的外侧设有升降轴5b,升降轴5b一端的顶端设有单滴钳瓶夹具5a,升降轴5b的顶端设有钳瓶伺服电机5f,钳瓶伺服电机 5f底端的一侧设有钳瓶减速机5g,钳瓶减速机5g的一端设有钳瓶支架5h钳瓶支架5h底端的一侧设有伞齿轮组件5i,起到了进而使得安装空间紧凑,成型时间短,生产效率高。
45.油气滑环组件2包括油气滑环3c,油气滑环3c的底端设有油气滑环连接座3d,油气滑环3c的顶部设置有固定电磁阀气管3b,固定电磁阀气管3b的底部设置有固定支架3a,固定支架3a的一端与主机架1的小横梁1c固定连接,起到了便于提高生产效率,便于对油气滑环外部进行安装便于维护带来了便捷
46.工作原理:使用时,在冷机开机时,机器有一段预热时间,待模具等温度到适合温度后,即可正式生产,玻璃料经供料机料碗流出后,被剪刀剪成料滴供应机器,料滴靠重力落入接料槽,经直料槽、转向槽,垂直落下,料滴从转向槽下口落下,料滴经漏斗进入初型模内,料滴在初型模中经吹制或压制被制成初形瓶,初形瓶经口钳翻转被送入成型模中,在成型模中初形瓶被吹制成成形瓶,成形瓶随转盘旋转至钳取工位,开模后被钳瓶爪钳出放到停止板上,并由冷却风冷却定形,成形瓶再被拨瓶爪拨到运动着的输送带上,被送往退火炉。以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1