多孔陶瓷以及多孔介质燃烧器的制作方法
1.本技术涉及陶瓷技术领域,具体而言,涉及一种多孔陶瓷以及多孔介质燃烧器。
背景技术:
2.多孔陶瓷一般是以刚玉砂、碳化硅、堇青石等陶瓷颗粒为主料、经过成型和高温烧结工艺制备的一种具有孔隙的一种陶瓷材料,其具有耐高温,抗酸碱和有机介质腐蚀的性能。多孔陶瓷的孔隙一般通过发泡工艺、成孔剂工艺或挤出成型形成,得到的多孔陶瓷一般是直通型孔或者是闭孔结构,应用于多孔介质燃烧器时,闭孔结构不利于气体流通,直通型孔不利于空气和燃气混合均匀。
技术实现要素:
3.本技术实施例在于提供一种多孔陶瓷以及多孔介质燃烧器,多孔陶瓷的孔与孔的连通性较好,有利于气体流通,且交错连通的孔洞有利于不同的气体混合均匀,能够提高多孔介质燃烧器的燃烧效率。
4.本技术实施例是这样实现的:
5.第一方面,本技术实施例提供一种多孔陶瓷,多孔陶瓷具有多层孔结构,相邻两层孔结构的孔洞交错连通。
6.在上述技术方案中,多孔陶瓷相邻两层孔结构的孔洞交错连通,孔与孔的连通性较好,有利于气体流通,气体经过交错连通的孔洞时扰动性好,有利于不同的气体混合均匀。
7.在一种可能的实施方案中,每层孔结构的一个孔洞与相邻一层的孔结构的两个孔洞均连通。
8.在上述技术方案中,经过每层孔结构的一个孔洞的气流均能够流向相邻一层的孔结构的两个孔洞中,气流扰动性较好。
9.在一种可能的实施方案中,多层孔结构沿预设方向孔洞尺寸依次增大,预设方向为多层孔结构的层排布方向。
10.在上述技术方案中,气体经过几层小尺寸孔洞时,气体扰动的次数更多,有利于不同的气体混合更加均匀,多层孔结构沿预设方向孔洞尺寸依次增大,混合均匀的气体经过较大尺寸的孔洞时能够较快通过,不仅有利于不同的气体混合均匀,而且能够提高气体流通速率。
11.在一种可能的实施方案中,多孔陶瓷呈块状或套筒状。
12.在上述技术方案中,呈块状或套筒状的能够适用于不同的实用场景。
13.在一种可能的实施方案中,多孔陶瓷的表面平面度为0.05~0.1mm。
14.在一种可能的实施方案中,多孔陶瓷的孔洞尺寸≥0.5mm。
15.在上述技术方案中,多孔陶瓷的孔洞尺寸较大,流动阻力较小,气体更加容易通过孔洞。
16.在一种可能的实施方案中,多孔陶瓷的孔隙率≥80%。
17.在上述技术方案中,多孔陶瓷的孔隙率较高,气体的流通量大。
18.第二方面,本技术实施例提供一种多孔介质燃烧器,多孔介质燃烧器中的燃烧室内具有第一方面实施例的多孔陶瓷。
19.在上述技术方案中,多孔陶瓷的孔与孔的连通性较好,有利于气体流通,且交错连通的孔洞有利于不同的气体混合均匀,能够提高多孔介质燃烧器的燃烧效率。
附图说明
20.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
21.图1为本技术实施例的一种多孔陶瓷的图片;
22.图2为本技术实施例的一种多孔陶瓷的截面结构示意图;
23.图3为本技术实施例的另一种多孔陶瓷的截面结构示意图;
24.图4为本技术实施例的又一种多孔陶瓷的截面结构示意图;
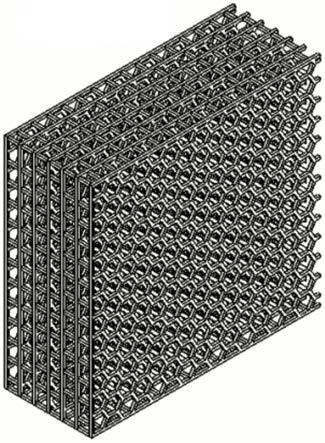
25.图5为本技术实施例的一种骨架材料模型第一视角下的示意图;
26.图6为图5的骨架材料模型另一视角下的示意图;
27.图7为本技术实施例的另一种骨架材料模型的示意图;
28.图8为本技术实施例的另一种多孔陶瓷的图片。
29.图标:10
‑
多孔陶瓷;11
‑
孔洞。
具体实施方式
30.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。
31.因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
32.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
33.需要说明的是,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
34.本技术实施例提供一种多孔陶瓷10,请参照图1,图1示出了一种多孔陶瓷的10的照片,多孔陶瓷10具有多层孔结构,相邻两层孔结构的孔洞11交错连通。
35.多孔陶瓷10的相邻两层孔结构的孔洞11交错连通,孔与孔的连通性较好,有利于气体流通,气体经过交错连通的孔洞11时扰动性好,有利于不同的气体混合均匀。
36.在一种可能的实施方案中,每层孔结构的一个孔洞11与相邻一层的孔结构的两个孔洞11均连通(参照图2和图3)。
37.经过每层孔结构的一个孔洞11的气流均能够流向相邻一层的孔结构的两个孔洞11中,气流扰动性较好。
38.在其他实施方式中,还可以设置成第一层孔结构的三个孔洞与第二层的孔结构的一个孔洞连接,第二层的两个孔洞与第三层的同一个孔洞连接(参照图4)。或者是,第一层孔结构的一个孔洞与第二层的孔结构的三个孔洞连接,第二层的三个孔洞与第三层的同一个孔洞连接。
39.示例性地,多层孔结构沿预设方向孔洞11尺寸依次增大,预设方向为多层孔结构的层排布方向(参照图3)。
40.气体经过几层小尺寸孔洞11时,气体扰动的次数更多,有利于不同的气体混合更加均匀,多层孔结构沿预设方向孔洞11尺寸依次增大,混合均匀的气体经过较大尺寸的孔洞11时能够较快通过,不仅有利于不同的气体混合均匀,而且能够提高气体流通速率。
41.在一种可能的实施方案中,本技术实施例的多孔陶瓷10的制备方法包括以下步骤:
42.(1)采用三维设计软件设计骨架材料模型(参照图5
‑
图7),骨架材料模型具有多层孔,相邻两层孔的孔洞交错连通;将设计好的骨架材料模型图纸转换成stl或usp格式文件等3d打印机可识别的文件格式输入到3d打印机内。其中,三维设计软件可选地为pro/e、3d max或solidworks。
43.(2)采用树脂为原料利用3d打印机打印出树脂骨架,将树脂骨架在瓷料浆料中反复浸渍与干燥固化得到陶瓷前驱体。浸渍时瓷料浆料裹附在树脂骨架的骨架表面,同时可采用离心和吹扫等方式将浸渍后的树脂骨架的孔洞中的多余浆料去掉。
44.(3)在惰性气体的保护下,将陶瓷前驱体在600~900℃温度下热解脱脂5~10小时,热解脱脂的过程中树脂骨架分解得到陶瓷坯体。可选地,热解脱脂后可进行磨抛。
45.(4)将陶瓷坯体在真空环境下、1900~2300℃的温度保温1~2小时烧结成型得到多孔陶瓷。可选地,陶瓷坯体经磨抛后,烧结得到的多孔陶瓷的表面平面度为0.05~0.1mm。
46.上述方法中,采用3d打印的方式打印出树脂骨架,3d打印技术能够一层一层地打印,从而能够打印出复杂的结构,即能够打印出相邻两层孔洞的孔交错连通的树脂骨架。树脂骨架浸渍陶瓷浆料干燥固化后,经热解脱脂后得到陶瓷坯体,陶瓷坯体烧结成型得到本技术实施例的多孔陶瓷,多孔陶瓷保留了树脂骨架的孔洞,因而根据需要设计出树脂骨架的模型,则能够制得对应结构的多孔陶瓷10。
47.示例性地,多孔陶瓷10呈块状或套筒状(参照图8),能够适用于不同的实用场景。多孔陶瓷10的形状可选地为圆形和多边形,多边形例如为矩形、六边形等。
48.可选地,多孔陶瓷10的孔洞11尺寸≥0.5mm。多孔陶瓷10的孔洞11尺寸较大,流动阻力较小,气体更加容易通过孔洞。
49.可选地,多孔陶瓷10的孔隙率≥80%。多孔陶瓷10的孔隙率较高,气体的流通量大。
50.本实施例还提供一种多孔介质燃烧器(图中未示出),多孔介质燃烧器中的燃烧室内具有本实施例的多孔陶瓷10。
51.由于多孔陶瓷10的孔与孔的连通性较好,有利于气体流通,且交错连通的孔洞11有利于不同的气体混合均匀,因而能够提高多孔介质燃烧器的燃烧效率。
52.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1