立方晶氮化硼烧结体的制作方法
1.本公开涉及立方晶氮化硼烧结体。本技术主张基于作为在2019年7月18日申请的日本专利申请的日本特愿2019-133028号的优先权。该日本专利申请所记载的全部记载内容通过参照而援引在本说明书中。
背景技术:
2.作为用于切削工具等的高硬度材料,存在立方晶氮化硼烧结体(以下,也称为“cbn烧结体”)。cbn烧结体通常由立方晶氮化硼颗粒(以下,也称为“cbn颗粒”)和结合相构成,存在其特性根据cbn颗粒的含有比例、结合相的组成而不同的倾向。
3.因此,在切削加工领域中,根据被切削材料的材质、所要求的加工精度等,可区分使用适用于切削工具的cbn烧结体的种类。
4.例如,在日本特开2017-030082号公报(专利文献1)中,作为能够用于高硬度钢的断续切削加工的cbn烧结体,公开了包含立方晶氮化硼颗粒和作为结合相的tic相的立方晶氮化硼烧结体。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2017-030082号公报
技术实现要素:
8.本公开的立方晶氮化硼烧结体是具备20体积%以上且80体积%以下的立方晶氮化硼颗粒和20体积%以上且80体积%以下的结合相的立方晶氮化硼烧结体,其中,
9.所述结合相包含第一结合材料颗粒和第二结合材料颗粒,
10.所述第一结合材料颗粒以及所述第二结合材料颗粒分别包含由钛、第一金属元素、以及氮和碳中的一者或两者构成的一种化合物,所述第一金属元素为选自由锆、铪、元素周期表的第五族元素、第六族元素以及铝组成的群组中的至少一种,
11.在所述第一结合材料颗粒中,所述第一金属元素的原子数相对于所述钛的原子数以及所述第一金属元素的原子数的合计的比率为0.01%以上且小于10%,
12.在所述第二结合材料颗粒中,所述第一金属元素的原子数相对于所述钛的原子数以及所述第一金属元素的原子数的合计的比率为10%以上且80%以下,
13.所述第二结合材料颗粒的平均粒径为0.2μm以上且1μm以下。
附图说明
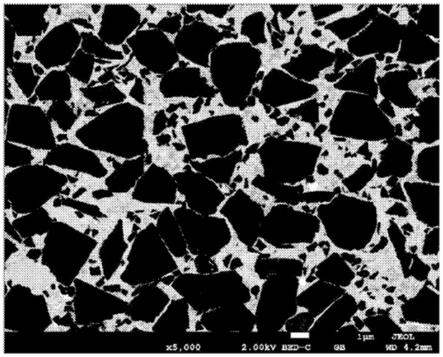
14.图1是表示通过sem对本公开的cbn烧结体进行观察而得到的反射电子图像的一个例子的图像。
15.图2是将图1的反射电子图像读入到图像处理软件后的图像。
16.图3中的上方的图像为反射电子图像,下方的图像为由该反射电子图像得到的浓
度截面图表。
17.图4是用于对黑色区域以及结合相的规定方法进行说明的图。
18.图5是用于对黑色区域与结合相的边界进行说明的图。
19.图6是对图1的反射电子图像进行二值化处理后的图像。
20.图7是将通过tem-edx对本公开的cbn烧结体进行观察而得到的元素映射图像读入到图像处理软件后的图像。
21.图8是由图7的图像得到的浓度截面图表。
22.图9是对图7的图像进行二值化处理后的图像。
23.图10是本公开的立方晶氮化硼烧结体的x射线光谱的一个例子。
具体实施方式
24.[本公开所要解决的问题]
[0025]
在汽车的齿轮、轴、轴承部件中,使用了具有较高的强度以及韧性的淬火钢。近年来,对于这些部件,要求能够耐受更高转矩的机械特性。为了提高淬火钢的机械特性,例如开发了在淬火钢基体中分散有硬质颗粒的高强度淬火钢。
[0026]
高强度淬火钢具有非常高的硬度,因此利用工具的加工非常困难。尤其是在高效率加工的情况下,要求不易产生由缺损引起的工具寿命的降低的工具。
[0027]
本公开的目的在于提供一种立方晶氮化硼烧结体,在将该立方晶氮化硼烧结体用作工具的材料的情况下,尤其是即使在高强度淬火钢的高效率加工中,也能够实现工具的长寿命化。
[0028]
[本公开的效果]
[0029]
本公开的立方晶氮化硼烧结体在用作工具的材料的情况下,尤其是即使在高强度淬火钢的高效率加工中,也能够实现工具的长寿命化。
[0030]
[本公开的实施方式的说明]
[0031]
首先,列举本公开的实施方式进行说明。
[0032]
(1)本公开的立方晶氮化硼烧结体是具备20体积%以上且80体积%以下的立方晶氮化硼颗粒和20体积%以上且80体积%以下的结合相的立方晶氮化硼烧结体,其中,
[0033]
所述结合相包含第一结合材料颗粒和第二结合材料颗粒,
[0034]
所述第一结合材料颗粒以及所述第二结合材料颗粒分别包含由钛、第一金属元素、以及氮和碳中的一者或两者构成的一种化合物,所述第一金属元素为选自由锆、铪、元素周期表的第五族元素、第六族元素以及铝组成的群组中的至少一种,
[0035]
在所述第一结合材料颗粒中,所述第一金属元素的原子数相对于所述钛的原子数以及所述第一金属元素的原子数的合计的比率为0.01%以上且小于10%,
[0036]
在所述第二结合材料颗粒中,所述第一金属元素的原子数相对于所述钛的原子数以及所述第一金属元素的原子数的合计的比率为10%以上且80%以下,
[0037]
所述第二结合材料颗粒的平均粒径为0.2μm以上且1μm以下。
[0038]
本公开的立方晶氮化硼烧结体在用作工具的材料的情况下,尤其是即使在高强度淬火钢的高效率加工中,也能够实现工具的长寿命化。
[0039]
(2)所述第二结合材料颗粒的平均粒径优选为0.25μm以上且0.7μm以下。由此,本
公开的立方晶氮化硼烧结体能够维持优异的韧性以及导热率。
[0040]
(3)所述第一结合材料颗粒的质量相对于所述第一结合材料颗粒以及所述第二结合材料颗粒的合计质量的比率优选为10%以上且95%以下。由此,在立方晶氮化硼烧结体中,耐缺损性和耐磨损性均衡地提高。
[0041]
(4)所述第一结合材料颗粒的质量相对于所述第一结合材料颗粒以及所述第二结合材料颗粒的合计质量的比率优选为50%以上且80%以下。由此,在立方晶氮化硼烧结体中,耐缺损性和耐磨损性进一步均衡地提高。
[0042]
(5)所述第一金属元素优选由选自由锆、铪、铌、钽、钼以及钨组成的群组中的至少一种金属元素组成。由此,在立方晶氮化硼烧结体中,耐缺损性和耐磨损性均衡地提高。
[0043]
(6)所述第一金属元素优选由锆以及铌中的一者或两者组成。由此,在立方晶氮化硼烧结体中,耐缺损性和耐磨损性进一步均衡地提高。
[0044]
(7)所述立方晶氮化硼颗粒的含有率优选为35体积%以上且75体积%以下。由此,在立方晶氮化硼烧结体中,耐缺损性和耐磨损性均衡地提高。
[0045]
[本公开的实施方式的详细内容]
[0046]
以下,参照附图对本公开的立方晶氮化硼烧结体的具体例进行说明。在本公开的附图中,相同的附图标记表示相同部分或相当部分。另外,长度、宽度、厚度、深度等的尺寸关系可以为了附图的明确化和简化而进行适当变更,未必表示实际的尺寸关系。
[0047]
在本说明书中,“a~b”这样的形式的表述是指范围的上限下限(即a以上且b以下),在a中没有单位的记载、仅在b中记载有单位的情况下,a的单位与b的单位相同。
[0048]
在本说明书中,在以化学式表示化合物等的情况下,在不特别限定原子比时,包含以往公知的所有原子比,未必仅限定于化学计量范围内的原子比。例如在记载为“tinbcn”的情况下,构成tinbcn的原子数之比包括以往公知的所有原子比。这对于“tinbcn”以外的化合物的记载也是同样的。
[0049]
[第一实施方式:立方晶氮化硼烧结体]
[0050]
本公开的立方晶氮化硼烧结体是具备20体积%以上且80体积%以下的立方晶氮化硼颗粒和20体积%以上且80体积%以下的结合相的立方晶氮化硼烧结体,其中,结合相包含第一结合材料颗粒和第二结合材料颗粒,第一结合材料颗粒以及所述第二结合材料颗粒分别包含由钛、第一金属元素、以及氮和碳中的一者或两者构成的一种化合物,所述第一金属元素为选自由锆、铪、元素周期表的第五族元素、第六族元素以及铝组成的群组中的至少一种,在第一结合材料颗粒中,第一金属元素的原子数相对于钛的原子数以及第一金属元素的原子数的合计的比率为0.01%以上且小于10%,在第二结合材料颗粒中,第一金属元素的原子数相对于钛的原子数以及第一金属元素的原子数的合计的比率为10%以上且80%以下,第二结合材料颗粒的平均粒径为0.2μm以上且1μm以下。
[0051]
本公开的立方晶氮化硼烧结体在用作工具的材料的情况下,尤其是即使在高强度淬火钢的高效率加工中,也能够实现工具的长寿命化。其理由尚不明确,但推测如下述(i)~(iv)。
[0052]
(i)本公开的立方晶氮化硼烧结体包含20体积%以上且80体积%以下的具有优异的强度以及韧性的立方晶氮化硼颗粒。因此,cbn烧结体也能够具有优异的强度以及韧性。因而,使用了该立方晶氮化硼烧结体的工具即使在高强度淬火钢的高效率加工中也能够具
有较长的工具寿命。
[0053]
(ii)在本公开的立方晶氮化硼烧结体中,结合相中所含的第一结合材料颗粒以及第二结合材料颗粒分别包含由钛、第一金属元素、以及氮和碳中的一者或两者构成的一种化合物(以下,也称为“结合相化合物”),所述第一金属元素为选自由锆、铪、元素周期表的第五族元素、第六族元素以及铝组成的群组中的至少一种。该结合相化合物是在以往的结合相中使用的tin、tic、ticn中固溶有原子半径与钛(ti)不同的第一金属元素而成的。因此,在该结合相化合物中大量地导入有晶格缺陷(位错、堆垛层错)。
[0054]
据推测,若在结合相化合物中存在晶格缺陷,则在工具的使用时产生的龟裂进展的能量被晶格缺陷的原子的不匹配部分吸收,因此龟裂的传播受到抑制。因而,使用了该立方晶氮化硼烧结体的工具即使在高强度淬火钢的高效率加工中也能够具有较长的工具寿命。
[0055]
(iii)在本公开的立方晶氮化硼烧结体中,在结合相中所含的第一结合材料颗粒和第二结合材料颗粒中,第一金属元素的原子数相对于钛的原子数以及第一金属元素的原子数的合计的比率不同。因此,第一结合材料颗粒与第二结合材料颗粒的晶格常数不同。据认为,在结合相中,若晶格常数不同的第一结合材料颗粒与第二结合材料颗粒接触,则不仅在结合材料颗粒内会使晶格缺陷增加,而且在第一结合材料颗粒与第二结合材料颗粒接触的界面附近也会使晶格缺陷增加。
[0056]
在本公开的立方晶氮化硼烧结体中,由于结合相具有晶格缺陷,因此在结合相中龟裂的传播受到抑制,使耐缺损性提高。因此,使用了该立方晶氮化硼烧结体的工具即使在高强度淬火钢的高效率加工中也能够具有较长的工具寿命。
[0057]
(iv)在以往的立方晶氮化硼烧结体中,为了确保高强度,将结合材料颗粒的粒径微细化至0.1μm左右。但是,若使结合材料颗粒微细化,则结合相的强度提高,但存在韧性以及导热率降低的倾向。
[0058]
在本公开的立方晶氮化硼烧结体中,结合相中所含的第二结合材料颗粒的平均粒径为0.2μm以上且1μm以下。第二结合材料颗粒具有非常高的强度,因此即使使平均粒径比以往大,也能够确保高强度。进一步地,若第二结合材料颗粒的粒径较大,则结合相的韧性以及导热率也会提高。因此,使用了该立方晶氮化硼烧结体的工具即使在高强度淬火钢的高效率加工中也显示出优异的耐缺损性,能够具有较长的工具寿命。
[0059]
《组成》
[0060]
本公开的立方晶氮化硼烧结体具备20体积%以上且80体积%以下的立方晶氮化硼颗粒和20体积%以上且80体积%以下的结合相。该cbn烧结体可以由cbn颗粒和结合相构成。另外,cbn烧结体可以包含由原材料、制造条件等引起的不可避免的杂质。cbn烧结体中的cbn颗粒的含有比例优选为35体积%以上且75体积%以下,更优选为45体积%以上且74.5体积%以下。cbn烧结体中的结合相的含有比例优选为25体积%以上且65体积%以下,更优选为25.5体积%以上且55体积%以下。在本公开的立方晶氮化硼烧结体中,cbn颗粒的含有比例、结合相的含有比例以及不可避免的杂质的含有比例的合计为100体积%。
[0061]
在本公开的立方晶氮化硼烧结体中,cbn颗粒的含有比例以及结合相的含有比例的合计的下限可以设为95体积%以上、96体积%以上、97体积%以上、98体积%以上、99体积%以上。在本公开的立方晶氮化硼烧结体中,cbn颗粒的含有比例以及结合相的含有比例
的合计的上限可以设为100体积%以下、小于100体积%。在本公开的立方晶氮化硼烧结体中,cbn颗粒的含有比例以及结合相的含有比例的合计可以设为95体积%以上且100体积%以下、96体积%以上且100体积%以下、97体积%以上且100体积%以下、98体积%以上且100体积%以下、99体积%以上且100体积%以下、95体积%以上且小于100体积%、96体积%以上且小于100体积%、97体积%以上且小于100体积%、98体积%以上且小于100体积%、99体积%以上且小于100体积%。
[0062]
cbn烧结体中的cbn颗粒的含有比例(体积%)以及结合相的含有比例(体积%)可以通过使用扫描电子显微镜(sem)(日本电子公司制造的“jsm-7800f”(商标))附带的能量色散型x射线分析装置(edx)“octane elect(
オクタンエレクト
)eds系统”(商标)),对cbn烧结体实施组织观察、元素分析等来进行确认。
[0063]
具体而言,可以如下求出cbn颗粒的含有比例(体积%)。首先,对cbn烧结体的任意位置进行切割,制备包含cbn烧结体的截面的试样。在截面的制作中,可以使用聚焦离子束装置、截面抛光装置等。接着,通过sem以5000倍对上述截面进行观察,得到反射电子图像。在反射电子图像中,cbn颗粒看起来较黑(暗视野),存在结合相的区域为灰色或白色(明视野)。
[0064]
接着,使用图像分析软件(例如,三谷商事(株)的“winroof”)对上述反射电子图像进行二值化处理。根据二值化处理后的图像计算出源自暗视野的像素(源自cbn颗粒的像素)在测定视野的面积中所占的面积比率。通过将计算出的面积比率视为体积%,能够求出cbn颗粒的含有比例(体积%)。
[0065]
根据二值化处理后的图像,计算出源自明视野的像素(源自结合相的像素)在测定视野的面积中所占的面积比率,由此能够求出结合相的含有比例(体积%)。
[0066]
使用图1~图6对二值化处理的具体方法进行说明。
[0067]
图1是通过sem对cbn烧结体进行观察而得到的反射电子图像的一个例子。将该反射电子图像读入图像处理软件。读入的图像如图2所示。如图2所示,在读入的图像中画出任意的线q1。
[0068]
沿着线q1进行浓度截面图的测量,读取出gray值。制作以线q1为x坐标、以gray值为y坐标的图表(以下,也称为“浓度截面图表”)。在图3示出了cbn烧结体的反射电子图像和该反射电子图像的浓度截面图表(上方的图像为反射电子图像,下方的图表为浓度截面图表)。在图3中,反射电子图像的宽度与浓度截面图表的x坐标的宽度(23.27μm)一致。因而,从反射电子图像中的线q1的左侧端部起到线q1上的特定位置为止的距离由浓度截面图表的x坐标的值进行表示。
[0069]
在图3的反射电子图像中,任意选择出三个部位的存在cbn颗粒的看起来较黑的区域。看起来较黑的区域例如是在图4的反射电子图像中由附图标记c的椭圆示出的部分。
[0070]
从浓度截面图表中读取出该三个部位的看起来较黑的区域各自的gray值。该三个部位的看起来较黑的区域各自的gray值为在图4的浓度截面图表中由附图标记c的椭圆包围的部分的gray值的平均值。计算出该三个部位的各自的gray值的平均值。将该平均值设为cbn的gray值(以下,也称为g
cbn
)。
[0071]
在图3的反射电子图像中,任意选择出三个部位的以灰色表示的存在结合相的区域。结合相例如是在图4的反射电子图像中由附图标记d的椭圆示出的部分。
[0072]
从浓度截面图表中读取出该三个部位的结合相各自的gray值。该三个部位的结合相各自的gray值为在图4的浓度截面图表中由附图标记d的椭圆包围的三个部位的各部分的gray值的平均值。计算出该三个部位的各自的gray值的平均值。将该平均值设为结合相的gray值(以下也称为g
binder
)。
[0073]
将由(g
cbn
+g
binder
)/2表示的gray值规定为cbn颗粒(看起来较黑的区域)与结合相的界面的gray值。例如,在图4的浓度截面图表中,cbn颗粒(看起来较黑的区域)的gray值g
cbn
由线g
cbn
表示,结合相的gray值g
binder
由线g
binder
表示,由(g
cbn
+g
binder
)/2表示的gray值由线g1表示。
[0074]
如上所述,通过对cbn颗粒(看起来较黑的区域)和结合相进行规定,能够在浓度截面图表中读取出cbn颗粒(看起来较黑的区域)与结合相的界面处的x坐标以及y坐标的值。界面可以任意地进行规定。例如,在图5的上部的反射电子图像中,作为包含界面的部分的一个例子,可列举由附图标记e的椭圆包围的部分。在图5的反射电子图像中,cbn颗粒(看起来较黑的区域)与结合相的界面例如为以附图标记e的椭圆示出的部分。在图5的下部的浓度截面图表中,相当于上述附图标记e的椭圆的cbn颗粒(看起来较黑的区域)与结合相的界面为箭头e所示的部分。该箭头e的前端表示gray值的浓度截面图表与表示gray值(g
cbn
+g
binder
)/2的线g1的交点的位置。该箭头e的前端的x坐标以及箭头e的前端的y坐标的值相当于cbn颗粒(看起来较黑的区域)与结合相的界面处的x坐标以及y坐标的值。
[0075]
将cbn颗粒(看起来较黑的区域)与结合相的界面处的x坐标以及y坐标的值作为阈值进行二值化处理。二值化处理后的图像如图6所示。在图6中,由虚线包围的区域是进行了二值化处理的区域。需要说明的是,二值化处理后的图像除了明视野和暗视野以外,还可以包含与二值化处理前的图像中为白色的区域对应的白色区域(比明视野更白的部位)。
[0076]
计算出图6中的源自暗视野的像素(源自cbn颗粒的像素)在测定视野的面积中所占的面积比率。通过将计算出的面积比率视为体积%,能够求出cbn颗粒的含有比例(体积%)。
[0077]
通过计算出图6中的源自明视野的像素(源自结合相的像素)在测定视野的面积中所占的面积比率,能够求出结合相的含有比例(体积%)。
[0078]
《cbn颗粒》
[0079]
cbn颗粒的硬度、强度、韧性较高,发挥作为cbn烧结体中的骨架的作用。cbn颗粒的中值粒径d
50
(以下,称为“平均粒径”)没有特别限定,例如可以设为0.1~10.0μm。通常,存在在d
50
较小的情况下cbn烧结体的硬度变高的倾向,且存在在粒径的偏差较小的情况下cbn烧结体的性质变得均质的倾向。cbn颗粒的d
50
例如优选为0.5~4.0μm。
[0080]
cbn颗粒的d
50
按照如下方式求出。首先,依据上述cbn颗粒的含有比例的求出方法,制作包含cbn烧结体的截面的试样,得到反射电子图像。接着,使用图像分析软件(三谷商事(株)的“winroof(ver.7.4.5)”)计算出反射电子图像中的各暗视野(相当于cbn)的当量圆直径。优选通过观察五个视野以上而计算出100个以上的cbn颗粒的当量圆直径。
[0081]
接着,将各当量圆直径从最小值到最大值按升序排列而求出累积分布。在累积分布中累积面积为50%的粒径为d
50
。需要说明的是,当量圆直径是指具有与所测量的cbn颗粒的面积相同的面积的圆的直径。
[0082]
《结合相》
[0083]
结合相起到能够在工业水平的压力温度下对作为难烧结性材料的cbn颗粒进行烧结的作用。另外,由于与铁的反应性比cbn低,因此在高硬度淬火钢的切削中,附加抑制化学磨损以及热磨损的作用。另外,在cbn烧结体含有结合相时,高硬度淬火钢的高效率加工中的耐磨损性提高。
[0084]
在本公开的cbn烧结体中,结合相包含第一结合材料颗粒和第二结合材料颗粒。第一结合材料颗粒以及第二结合材料颗粒分别包含由钛、第一金属元素、以及氮和碳中的一者或两者构成的一种化合物,该第一金属元素为选自由锆、铪、元素周期表的第五族元素、第六族元素以及铝组成的群组中的至少一种,在第一结合材料颗粒中,该第一金属元素的原子数相对于该钛的原子数以及该第一金属元素的原子数的合计的比率为0.01%以上且小于10%,在该第二结合材料颗粒中,该第一金属元素的原子数相对于该钛的原子数以及该第一金属元素的原子数的合计的比率为10%以上且80%以下。在第一结合材料颗粒和第二结合材料颗粒中,第一金属元素的原子数相对于钛的原子数以及第一金属元素的原子数的合计的比率不同。
[0085]
在此,元素周期表的第五族元素例如包含钒(v)、铌(nb)以及钽(ta)。第六族元素例如包含铬(cr)、钼(mo)以及钨(w)。
[0086]
第一金属元素优选由选自由锆、铪、铌、钽、钼以及钨组成的群组中的至少一种金属元素组成。
[0087]
作为包含钛、第一金属元素以及氮的化合物(氮化物),例如可以列举为氮化钛锆(tizrn)、氮化钛铪(tihfn)、氮化钛钒(tivn)、氮化钛铌(tinbn)、氮化钛钽(titan)、氮化钛铬(ticrn)、氮化钛钼(timon)、氮化钛钨(tiwn)、氮化钛铝(tialn、ti2aln、ti3aln)等。
[0088]
作为包含钛、第一金属元素以及碳的化合物(碳化物),例如可以列举为碳化钛锆(tizrc)、碳化钛铪(tihfc)、碳化钛钒(tivc)、碳化钛铌(tinbc)、碳化钛钽(titac)、碳化钛铬(ticrc)、碳化钛钼(timoc)、碳化钛钨(tiwc)、碳化钛铝(tialc、ti2alc、ti3alc)等。
[0089]
作为包含钛、第一金属元素、碳以及氮的化合物(碳氮化物),例如可以列举为碳氮化钛锆(tizrcn)、碳氮化钛铪(tihfcn)、碳氮化钛钒(tivcn)、碳氮化钛铌(tinbcn)、碳氮化钛钽(titacn)、碳氮化钛铬(ticrcn)、碳氮化钛钼(timocn)、碳氮化钛钨(tiwcn)、碳氮化钛铝(tialcn、ti2alcn、ti3alcn)等。
[0090]
第一结合材料颗粒以及第二结合材料颗粒各自可以仅由结合相化合物构成。另外,第一结合材料颗粒以及第二结合材料颗粒各自除了结合相化合物以外,还可以含有其他成分。作为构成其他成分的元素,例如可以列举为镍(ni)、铁(fe)、锰(mn)、铼(re)。
[0091]
结合相可以包含源自上述化合物的固溶体。在此,源自上述化合物的固溶体是指两种以上的这些化合物溶入彼此的晶体结构内的状态,是指侵入型固溶体、置换型固溶体。
[0092]
结合相可以仅由第一结合材料颗粒以及第二结合材料颗粒构成。另外,结合相除了第一结合材料颗粒以及第二结合材料颗粒以外,还可以包含其他成分。作为构成其他成分的元素,例如可以列举为镍(ni)、铁(fe)、锰(mn)、铼(re)。
[0093]
cbn烧结体中所含的结合相的整体组成可以通过将使用了扫描电子显微镜(sem)(日本电子公司制造的“jsm-7800f”(商标))附带的能量色散型x射线分析装置(edx)“octane elect(
オクタンエレクト
)eds系统”(商标))的组织观察、元素分析等和基于xrd(x射线衍射测定)(装置:rigaku公司制造的“miniflex600”(商标))的晶体结构分析等组合来
进行确认。
[0094]
在第一结合材料颗粒中,第一金属元素的原子数相对于钛的原子数以及第一金属元素的原子数的合计的比率为0.01%以上且小于10%。若第一金属元素的原子数的比率为0.01%以上且小于10%,则第一结合材料颗粒与第二结合材料颗粒的晶格常数的差异变大。在该情况下,若第一结合材料颗粒与第二结合材料颗粒接触,则在第一结合材料颗粒与第二结合材料颗粒接触的界面附近进一步导入晶格缺陷,使得立方晶氮化硼烧结体的耐缺损性显著提高。进一步地,若第一金属元素的原子数的比率小于10%,则第一结合材料颗粒的耐磨损性提高,因此在立方晶氮化硼烧结体中,耐缺损性与耐磨损性均衡地提高。
[0095]
在第一结合材料颗粒中,第一金属元素的原子数相对于钛的原子数以及第一金属元素的原子数的合计的比率优选为0.02%以上且5%以下,进一步优选为0.05%以上且3%以下。
[0096]
在第二结合材料颗粒中,第一金属元素的原子数相对于钛的原子数以及第一金属元素的原子数的合计的比率为10%以上且80%以下。若第二金属元素的原子数的比率为10%以上,则第二结合材料颗粒中的晶格缺陷增加,在结合相中龟裂的传播受到抑制,使得立方晶氮化硼烧结体的耐缺损性显著提高。若第二金属元素的原子数的比率为80%以下,则第二结合材料颗粒能够具有优异的强度,使得立方晶氮化硼烧结体的强度提高。
[0097]
在第二结合材料颗粒中,第一金属元素的原子数相对于钛的原子数以及第一金属元素的原子数的合计的比率优选为11.5%以上且60%以下,进一步优选为13%以上且50%以下。
[0098]
关于第一结合材料颗粒及第二结合材料颗粒各自的组成、以及第一结合材料颗粒及第二结合材料颗粒各自中的第一金属元素的原子数相对于钛的原子数以及第一金属元素的原子数的合计的比率(以下也称为“第一金属元素的比率”)的测定方法的步骤,在下述(1-1)~(1-5)中进行说明。
[0099]
(1-1)从cbn烧结体中采集样品,使用氩离子切片机(jeol公司制造),将样品薄片化为30~100nm的厚度来制作切片。通过透射型电子显微镜(jeol公司制造的“jem-f200”(商品名),以下也称为“tem”)以5万倍对该切片进行观察,得到第一图像。在第一图像中,cbn颗粒被观察为黑色,结合相以及颗粒间的界面被观察为白色或灰色。
[0100]
(1-2)在第一图像中,以使cbn颗粒(黑色)以外的区域成为视野的中心的方式进行定位,将观察倍率变更为10万倍来进行观察,由此得到第二图像。
[0101]
(1-3)接着,对第二图像实施基于edx的元素映射分析,对钛、第一金属元素、碳以及氮的分布进行分析。
[0102]
(1-4)在第一金属元素的元素映射图像中,确定第一金属元素的信号最强的点(分析范围:约2nm)和最低的点(分析范围:约2nm),并且确认到在该区域不存在15原子%以上的硼。在存在15原子%以上的硼的情况下,不将该区域视为第一结合材料颗粒以及第二结合材料颗粒。在此,第一金属的信号最强的点存在于第二结合材料颗粒内,第一金属的信号最低的点存在于第一结合材料颗粒内。在各个点上,进行钛、第一金属元素、碳以及氮的定量分析。
[0103]
(1-5)根据上述(1-4)的结果,确定第一金属的信号最强的点的组成。该组成相当于第二结合材料颗粒的组成。另外,计算出第一金属的信号最强的点处的第一金属元素的
原子数相对于钛的原子数以及第一金属元素的原子数的合计的比率(第一金属元素的比率)。在十个视野以上计算出该比率。该十个视野以上的该比率的平均值相当于第二结合材料颗粒中的第一金属元素的比率。
[0104]
(1-6)根据上述(1-4)的结果,确定第一金属的信号最低的点的组成。该组成相当于第一结合材料颗粒的组成。另外,计算出第一金属的信号最低的点处的第一金属元素的原子数相对于钛的原子数以及第一金属元素的原子数的合计的比率(第一金属元素的比率)。在十个视野以上计算出该比率。该十个视野以上的该比率的平均值相当于第一结合材料颗粒中的第一金属元素的比率。
[0105]
需要说明的是,可以通过以下的方法来确认第一金属的信号最强的点和第一金属的信号最低的点分别存在于不同的晶粒内这一情况。首先,对于与上述(1-1)中得到的第一图像相同的视野,使用高角散射环状暗视野扫描透射型电子显微镜,得到haadf-stem图像。进一步地,对于与上述(1-1)中得到的第一图像相同的视野,使用明视野扫描透射型电子显微镜,得到bf-stem图像。
[0106]
基于第一图像、haadf-stem图像以及bf-stem图像来确定晶粒。通过下述的方法来确定晶粒的晶界。首先,得到以在上述得到的第一金属元素(m)的映射图像中不显示m含量(原子%)/(ti含量(原子%)+m含量(原子%))小于10%的区域的方式设定的图像。在该图像中,参照上述(1-3)中得到的元素映射,将未观察到硼的第一金属元素(m)的映射区域定义为晶粒,并将该第一金属元素(m)的映射区域的边界确定为晶界。
[0107]
在本公开的立方晶氮化硼烧结体中,第二结合材料颗粒的平均粒径为0.2μm以上且1μm以下。由此,第二结合材料颗粒能够维持优异的韧性以及导热率。第二结合材料颗粒的平均粒径优选为0.25μm以上且0.7μm以下,更优选为0.3μm以上且0.6μm以下。
[0108]
在本说明书中,第二结合材料颗粒的平均粒径是指任意地选择的十个以上的第二结合材料颗粒的晶粒的当量圆直径的平均值。
[0109]
需要说明的是,确认到在申请人进行测定的范围内、且在同一试样中进行测定的范围内,即使变更立方晶氮化硼烧结体中的测定视野的选择部位并进行多次计算,测定结果也几乎没有偏差,即使任意地设定测定视野也不会随意变化。
[0110]
关于第二结合材料颗粒的各晶粒的当量圆直径的测定方法,在下述(2-1)~(2-2)中进行说明。
[0111]
(2-1)从cbn烧结体中采集样品,使用氩离子切片机(jeol公司制造),将样品薄片化为30~100nm的厚度来制作切片。通过透射型电子显微镜(以下,也称为“tem”)(jeol公司制造的“jem-2100f/cs”(商品名))以2万倍对该切片进行观察,得到第三图像。在第三图像中,cbn颗粒被观察为黑色,结合相以及颗粒间的界面被观察为白色或灰色。观察视野的大小为3.5μm
×
3.5μm,该观察视野中的cbn颗粒(黑色)的面积比例为30%以下。
[0112]
(2-2)接着,使用图像分析软件(三谷商事(株)的“winroof”)对第三图像进行二值化处理。根据二值化处理后的图像,使用图像分析软件计算出各晶粒的当量圆直径。此时,当量圆直径小于20nm的晶粒作为测定上的噪声而排除。
[0113]
使用图7~图9对二值化处理的具体方法进行说明。
[0114]
图7是将通过tem-edx对cbn烧结体进行观察而得到的元素映射图像读入到图像处理软件后的图像。如图7所示,在读入的图像中,画出任意的线q2。
[0115]
沿着线q2进行浓度截面图的测量,读取出gray值。制作将线q2作为x坐标、将gray值作为y坐标的图表(以下,也称为“浓度截面图表”)。在图8中示出图7的图像的浓度截面图表。
[0116]
首先,在图7的元素映射图像中,对存在第一金属元素m的区域进行10点以上的元素分析,导出ti、m、c、n的原子%,以ti的量+m的量成为100%的方式进行换算,将m的值为10原子%以上的值的平均值设为α。其为第二结合材料颗粒的m的平均值。进一步地,将m的值小于10原子%的值的平均值设为β。该值为第一结合颗粒的m的平均值。将α与β的中间的值设为γ。即,γ=(α+β)/2。在图8中,将gray值的最大值h乘以γ/α而得到的值以上规定为第二结合材料颗粒,将其边界的x坐标以及y坐标作为阈值进行二值化处理。二值化后的图像为图9,该图9示出了第二结合材料颗粒。
[0117]
计算出图9中的各明视野(源自第二结合材料颗粒)的当量圆直径。计算出的值相当于第二结合材料颗粒的晶粒的当量圆直径。
[0118]
在本公开的立方晶氮化硼烧结体中,第一结合材料颗粒的质量相对于第一结合材料颗粒以及第二结合材料颗粒的合计质量的比率优选为10%以上且95%以下。由此,晶格常数不同的晶粒相邻,由此晶界变得不匹配,由于晶格缺陷、应力的效果而使强度提高,使耐缺损性提高。第一结合材料颗粒相对于第一结合材料颗粒和第二结合材料颗粒的质量的合计的比率更优选为30%以上且90%以下,进一步优选为50%以上且80%以下。
[0119]
第一结合材料颗粒的质量相对于第一结合材料颗粒和第二结合材料颗粒的合计质量的比率可以通过x射线衍射法进行测定。关于具体的测定方法,在下述(3-1)~(3-3)中进行说明。
[0120]
(3-1)通过平面研磨机对立方晶氮化硼烧结体进行加工后,通过镜面研磨装置进行镜面加工,将该镜面加工面作为观察面。
[0121]
(3-2)使用x射线衍射装置(rigaku公司制造的“miniflex600”(商品名))得到立方晶氮化硼烧结体的切断面的x射线衍射光谱。此时的x射线衍射装置的条件如下所述。
[0122]
特性x射线:cu-kα(波长为)
[0123]
管电压:40kv
[0124]
管电流:15ma
[0125]
滤光器:多层镜
[0126]
光学系统:集中法
[0127]
x射线衍射法:θ-2θ法
[0128]
扫描速度:2θ=4
°
/min
[0129]
测定范围∶10~100
°
[0130]
(3-3)在所得到的x射线衍射光谱中,对下述的峰强度a、峰强度b进行测定。
[0131]
峰强度a:在通过分析软件(rigaku公司制造的“pdxl2”(商品名))对所得到的x射线衍射光谱数据进行读取时,自动地计算出背景,在第一结合材料颗粒的(220)面的峰信息的高度的项目中显示减去背景后的值。该值为峰强度a。
[0132]
峰强度b:在通过分析软件pdxl2对所得到的x射线衍射光谱数据进行读取时,自动地计算出背景,在第二结合材料颗粒的(220)面的峰信息的高度的项目中显示减去背景后的值。该值为峰强度b。
[0133]
第一结合材料颗粒的质量相对于第一结合材料颗粒以及第二结合材料颗粒的合计质量的比率通过计算出峰强度a/(峰强度a+峰强度b)的值而得到。
[0134]
在图10中示出上述(3-2)中得到的x射线衍射光谱的一个例子。如图10所示,有时第一结合材料颗粒的峰(s1)以及第二结合材料颗粒的峰(s2)的一部分重叠,并在一个峰(s)的高角度侧或低角度侧观察到肩部。在该情况下,使分析软件(rigaku公司制造的“pdxl2”(商品名))识别为两个峰而进行分析。在分析软件没有自动识别两个峰的情况下,将一个峰的低角度侧或高角度侧(在图10中为低角度侧)的肩部视为第二结合材料颗粒的峰,通过峰追加功能来追加峰,并进行拟合。
[0135]
第一结合材料颗粒以及第二结合材料颗粒具有相同程度的电子权重,因此能够将上述x射线峰强度比视为立方晶氮化硼烧结体中的质量比。
[0136]
[第二实施方式:立方晶氮化硼烧结体的制造方法]
[0137]
对本公开的cbn烧结体的制造方法进行说明。本公开的cbn烧结体的制造方法可以具备:准备立方晶氮化硼粉末(以下,也称为“cbn粉末”)、第一结合材料粉末和第二结合材料粉末的工序(以下,也称为“准备工序”);将所述cbn粉末和所述结合材料粉末混合而制备混合粉末的工序(以下,也称为“制备工序”);以及对混合粉末进行烧结而得到立方晶氮化硼烧结体的工序(以下,也称为“烧结工序”)。以下,对各工序进行详细叙述。
[0138]
《准备工序》
[0139]
首先,准备cbn粉末以及结合材料粉末。cbn粉末是指cbn烧结体中所含的cbn颗粒的原料粉末。cbn粉末没有特别限定,可以使用公知的cbn粉末。结合材料粉末是指cbn烧结体中所含的结合相的原料粉末。
[0140]
本公开的cbn烧结体的结合相中所含的化合物通过在tic
x
ny(x≥0、y≥0、x+y>0)中固溶有原子半径与钛(ti)不同的第一金属元素而成,具有tim2c
x
ny(x≥0、y≥0、x+y>0,m2表示1以上的第一金属元素,m2的原子数相对于ti的原子数与m2的原子数的合计的比率为10%以上且80%以下)的组成。以下,将具有该tim2c
x
ny的组成的结合材料称为主结合材料。
[0141]
在以往的一般的方法中难以使原子半径不同的金属元素固溶于钛中。本发明的发明人进行了深入研究的结果是,发现通过在1800℃以上的高温下对主结合材料的原料进行热处理(以下,也称为“高温热处理”),能够制作在钛中固溶有原子半径不同的金属元素的主结合材料粉末。进一步地,发现通过对主结合材料中所含的元素粉末进行粉末热等离子体处理,也能够制作在钛中固溶有原子半径不同的金属元素的主结合材料粉末。以下对高温热处理以及粉末热等离子体处理的详细内容进行说明。
[0142]
(使用高温热处理的方法)
[0143]
对使用高温热处理来制作主结合材料粉末的方法的一个例子进行说明。
[0144]
将选自由tio2粉末、锆、铪、元素周期表的第五族元素、第六族元素以及铝组成的群组中的至少一种元素的氧化物粉末以及碳(c)粉末混合而得到主结合材料用混合粉末。
[0145]
作为第一金属元素的氧化物粉末,例如可以列举为氧化锆(zro2)、氧化铪(hfo2)、氧化钒(v2o5)、氧化铌(nb2o5)、氧化钽(ta2o5)、氧化铬(cr2o3)、氧化钼(moo3)、氧化钨(wo3)。
[0146]
作为tio2粉末、第一金属元素的氧化物粉末和碳粉末的混合比例,以原子%基准计,优选以钛∶第一金属元素∶碳=0.9~0.2∶0.1~0.8∶0.1~0.9的方式进行配合。
[0147]
将所得到的主结合材料用混合粉末在氮气气氛下、1800℃~2200℃下热处理60分钟。由此,合成具有tim2c
x
ny组成的单相化合物。通过湿式粉碎法将该单相化合物粉碎至所期望的粒径,能够得到具有tim2c
x
ny的组成的主结合材料粉末。
[0148]
(使用粉末热等离子体处理的方法)
[0149]
对使用粉末热等离子体处理来制作主结合材料粉末的方法的一个例子进行说明。
[0150]
将钛(ti)粉末、m(第一金属元素)粉末以及碳(c)粉末混合而得到结合材料用混合粉末。作为钛(ti)粉末、m(第一金属元素)粉末和碳(c)粉末的混合比例,以重量比计,可以设为钛(ti)粉末∶m(第一金属元素)粉末∶碳(c)粉末=20~80∶10~80∶1~20。
[0151]
通过热粉末等离子体装置(jeol制造,tp-40020nps)对所得到的结合材料用混合粉末进行处理。例如,在热粉末等离子体装置的腔室内设置主结合材料用混合粉末,在输出为6kw的条件下以30l/分钟的流量导入n2气体来进行处理。由此,能够得到具有tim2c
x
ny的组成的主结合材料粉末。
[0152]
为了对cbn粉末和上述主结合材料粉末进行烧结,优选使用ti2aln和/或ti2alc作为副结合材料。通过使用副结合材料,促进cbn颗粒与主结合材料的结合。进一步地,通过将主结合材料粉末和副结合材料粉末混合并进行烧结,由主结合材料粉末中所含的第一金属元素(m2)的一部分和副结合材料粉末生成具有tim1c
x
ny(x≥0、y≥0、x+y>0,m1表示与上述m2相同的第一金属元素,m1的原子数相对于ti的原子数以及m1的原子数的合计的比率为0.01%以上且小于10%)的组成的化合物。具有该tim1c
x
ny的组成的化合物在cbn烧结体中构成第一结合材料颗粒。
[0153]
以下,对制作ti2alc粉末作为副结合材料粉末的方法的一个例子进行说明。将钛(ti)粉末、铝(al)粉末和tic粉末以按重量比计为钛(ti)粉末∶铝(al)粉末∶tic粉末=37∶22∶41的比例混合而得到副结合材料用混合粉末。
[0154]
将所得到的副结合材料用混合粉末在氩气气氛下、1500℃下热处理60分钟。由此,合成具有ti2alc的组成的单相化合物。通过湿式粉碎法将该单相化合物粉碎至所期望的粒径,能够得到具有ti2alc的组成的副结合材料粉末。
[0155]
《制备工序》
[0156]
本工序是将cbn粉末与结合材料粉末混合而制备混合粉末的工序。在此,结合材料粉末可以包含主结合材料粉末和副结合材料粉末。
[0157]
对cbn粉末与结合材料粉末的混合比例进行调整,以使得混合粉末中的cbn粉末的比例为20体积%以上且80体积%以下,并且结合材料粉末的比例为20体积%以上且80体积%以下。在使用主结合材料粉末和副结合材料粉末作为结合材料粉末的情况下,主结合材料粉末和副结合材料粉末的混合比例按如下方式进行计算并配合:假定副结合材料在烧结后分解为tim1c
x
ny和al,以重量比计,tim1c
x
ny∶tim2c
x
ny=10~95∶90~5。
[0158]
需要说明的是,混合粉末中的cbn粉末与结合材料粉末的混合比例、和对该混合粉末进行烧结而得到的cbn烧结体中的cbn颗粒与结合相的比例实质上相同。因而,通过对混合粉末中的cbn粉末与结合材料粉末的混合比例进行调节,能够将cbn烧结体中的cbn颗粒与结合相的比例设为所期望的范围。
[0159]
cbn粉末与结合材料粉末的混合方法没有特别限制,但从高效且均质地混合的观点出发,可以使用球磨机混合、珠磨机混合、行星式磨机混合以及喷射磨机混合等。各混合
方法可以是湿式的也可以是干式的。
[0160]
cbn粉末和结合材料粉末优选通过使用了乙醇、丙酮等作为溶剂的湿式球磨机混合来进行混合。另外,混合后通过自然干燥去除溶剂。之后,通过热处理,使吸附于表面的水分等杂质挥发而将表面清洁化。由此,制备混合粉末。
[0161]
《烧结工序》
[0162]
本工序是对混合粉末进行烧结而得到cbn烧结体的工序。在本工序中,将混合粉末暴露于高温高压条件下进行烧结,由此制造cbn烧结体。
[0163]
首先,为了去除混合粉末中的水分、杂质,在真空下进行高温(例如900℃以上)热处理(以下,也称为“脱气处理”)。将脱气处理后的混合粉末填充到超高压烧结用的胶囊中,在真空下将金属用于密封材料,进行真空密封。
[0164]
接着,使用超高温高压装置,对经真空密封的混合粉末进行烧结处理。烧结条件例如优选为5.5~8gpa以及1200℃以上且低于1800℃、5~60分钟。尤其是从成本与烧结性能的平衡的观点出发,优选为6~7gpa以及1400~1600℃、10~30分钟。由此,制造cbn烧结体。
[0165]
[第三实施方式:工具]
[0166]
本公开的立方晶氮化硼烧结体可以用作工具的材料。工具可以包含上述cbn烧结体作为基材。另外,工具可以在作为基材的cbn烧结体的表面具有覆膜。
[0167]
工具的形状以及用途没有特别限制。例如可以列举为钻头、立铣刀、钻头用刀尖更换型切削刀片、立铣刀用刀尖更换型切削刀片、铣削加工用刀尖更换型切削刀片、车削加工用刀尖更换型切削刀片、金工锯、齿轮切削工具、铰刀、丝锥、曲轴的销铣削加工用刀片等。
[0168]
另外,本实施方式所涉及的工具不仅限于工具整体由cbn烧结体构成的工具,也包含仅工具的一部分(尤其是刀尖部位(切削刃部)等)由cbn烧结体构成的工具。例如,仅由超硬合金等构成的基体(支承体)的刀尖部位由cbn烧结体构成的工具也包含在本实施方式所涉及的工具中。在该情况下,在文字上,将该刀尖部位视为工具。换言之,即使在cbn烧结体仅占据工具的一部分的情况下,也将cbn烧结体称为工具。
[0169]
根据本实施方式所涉及的工具,由于包含上述cbn烧结体,因此能够实现长寿命化。
[0170]
实施例
[0171]
通过实施例对本实施方式更具体地进行说明。但是,本实施方式并不限定于这些实施例。
[0172]
《试样1》
[0173]
(准备工序)
[0174]
准备cbn粉末(平均粒径:3μm)、主结合材料粉末(tinbcn粉末)和副结合材料粉末(ti2alc粉末)。准备市售的cbn粉末。
[0175]
主结合材料粉末(tinbcn粉末)通过使用高温热处理的方法来制作。具体而言,将tio2粉末、nb2o5粉末和碳(c)粉末以按重量比计为57.19∶16.79∶26.02的比例混合,得到主结合材料用混合粉末。将该主结合材料用混合粉末在氮气气氛下、2250℃下热处理60分钟,合成tinbcn组成的单相化合物。
[0176]
使用珠磨机(ashizawa finetech公司制造的“labostar mini”(商品名))对该单相化合物进行粉碎。具体而言,在乙醇溶剂中投入该单相化合物以及zro2珠粒,制作浆料浓
度为20%的浆料。将该浆料投入到珠磨机中,进行1.5小时的粉碎,得到平均粒径为0.5μm的tinbcn粉末。
[0177]
将该tinbcn粉末(主结合材料粉末)与ti2alc粉末(副结合材料粉末)混合而准备结合材料粉末。对tinbcn粉末(主结合材料粉末)与ti2alc粉末(副结合材料粉末)的混合比例进行调节,以使得烧结体中的第一结合材料颗粒与第二结合材料颗粒的比例以重量基准计为70∶30。
[0178]
(制备工序)
[0179]
将cbn粉末和结合材料粉末以按体积比计为cbn粉末∶结合材料粉末=67∶33的比例混合,通过球磨机均匀地混合而得到混合粉末。
[0180]
(烧结工序)
[0181]
将所得到的混合粉末以与wc-6%co的超硬合金制成的圆盘接触的状态填充到ta制成的容器中进行真空密封,使用带式超高压高温发生装置,在6.5gpa、1500℃下烧结15分钟。由此,制作cbn烧结体。
[0182]
《试样2》
[0183]
在准备工序中,粉碎至tinbcn粉末(主结合材料粉末)的平均粒径为0.23μm(粉碎时间为2.2小时),除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0184]
《试样3》
[0185]
在准备工序中,粉碎至tinbcn粉末(主结合材料粉末)的平均粒径为0.1μm(粉碎时间为3.0小时),除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0186]
《试样4》
[0187]
在准备工序中,将tio2粉末、nb2o5粉末和碳(c)粉末以按重量比计为70.49∶2.39∶27.12的比例混合,除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0188]
《试样5~试样9》
[0189]
在准备工序中,对tinbcn粉末(主结合材料粉末)与ti2alc粉末(副结合材料粉末)的混合比例进行调节,以使得烧结体中的第一结合材料颗粒与第二结合材料颗粒的比例以重量基准计为试样5为51∶49、试样6为92∶8、试样7为25∶75、试样8为96∶4、试样9为5∶95,除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0190]
《试样10》
[0191]
使用tizrcn粉末代替tinbcn粉末作为主结合材料粉末,除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0192]
通过以下的方法来制作tizrcn粉末。将tio2粉末、zro2粉末和碳(c)粉末以按重量比计为58.35∶15.88∶25.77的比例混合,得到结合材料用混合粉末。将该结合材料用混合粉末在氮气气氛下、2250℃下热处理60分钟,合成tizrcn组成的单相化合物。
[0193]
使用珠磨机(ashizawa finetech公司制造的“labostar mini”(商品名))对该单相化合物进行粉碎。具体而言,在乙醇溶剂中投入该单相化合物以及zro2珠粒,制作浆料浓度为20%的浆料。将该浆料投入到珠磨机中,进行1.5小时的粉碎,得到平均粒径为0.5μm的tizrcn粉末。
[0194]
《试样11》
[0195]
使用timocn粉末代替tinbcn粉末作为主结合材料粉末,除此以外,通过与试样1相
同的制法来制作cbn烧结体。
[0196]
通过以下的方法制作timocn粉末。将tio2粉末、moo3粉末和碳(c)粉末以按重量比计为55.99∶17.80∶26.21的比例混合,得到结合材料用混合粉末。将该结合材料用混合粉末在氮气气氛下、2250℃下热处理60分钟,合成timocn组成的单相化合物。
[0197]
使用珠磨机(ashizawa finetech公司制造的“labostar mini”(商品名))对该单相化合物进行粉碎。具体而言,在乙醇溶剂中投入该单相化合物以及zro2珠粒,制作浆料浓度为20%的浆料。将该浆料投入到珠磨机中,进行1.5小时的粉碎,得到平均粒径为0.5μm的timocn粉末。
[0198]
《试样12》
[0199]
使用tihfcn粉末代替tinbcn粉末作为主结合材料粉末,除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0200]
通过以下的方法制作tihfcn粉末。将tio2粉末、hfo2粉末和碳(c)粉末以按重量比计为52.45∶24.38∶23.17的比例混合,得到结合材料用混合粉末。将该结合材料用混合粉末在氮气气氛下、2250℃下热处理60分钟,合成tihfcn组成的单相化合物。
[0201]
使用珠磨机(ashizawa finetech公司制造的“labostar mini”(商品名))对该单相化合物进行粉碎。具体而言,在乙醇溶剂中投入该单相化合物以及zro2珠粒,制作浆料浓度为20%的浆料。将该浆料投入到珠磨机中,进行1.5小时的粉碎,得到平均粒径为0.5μm的tihfcn粉末。
[0202]
《试样13》
[0203]
使用titacn粉末代替tinbcn粉末作为主结合材料粉末,除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0204]
通过以下的方法制作titacn粉末。将tio2粉末、ta2o5粉末和碳(c)粉末以按重量比计为51.47∶25.11∶23.42的比例混合,得到结合材料用混合粉末。将该结合材料用混合粉末在氮气气氛下、2250℃下热处理60分钟,合成titacn组成的单相化合物。
[0205]
使用珠磨机(ashizawa finetech公司制造的“labostar mini”(商品名))对该单相化合物进行粉碎。具体而言,在乙醇溶剂中投入该单相化合物以及zro2珠粒,制作浆料浓度为20%的浆料。将该浆料投入到珠磨机中,进行1.5小时的粉碎,得到平均粒径为0.5μm的titacn粉末。
[0206]
《试样14》
[0207]
使用tiwcn粉末代替tinbcn粉末作为主结合材料粉末,除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0208]
通过以下的方法制作tiwcn粉末。将tio2粉末、wo3粉末和碳(c)粉末以按重量比计为51.53∶26.39∶22.08的比例混合,得到结合材料用混合粉末。将该结合材料用混合粉末在氮气气氛下、2250℃下热处理60分钟,合成tiwcn组成的单相化合物。
[0209]
使用珠磨机(ashizawa finetech公司制造的“labostar mini”(商品名))对该单相化合物进行粉碎。具体而言,在乙醇溶剂中投入该单相化合物以及zro2珠粒,制作浆料浓度为20%的浆料。将该浆料投入到珠磨机中,进行1.5小时的粉碎,得到平均粒径为0.5μm的tiwcn粉末。
[0210]
《试样15》
[0211]
使用ticrcn粉末代替tinbcn粉末作为主结合材料粉末,除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0212]
通过以下的方法制作ticrcn粉末。将tio2粉末、cr2o3粉末和碳(c)粉末以按重量比计为62.64∶10.52∶26.84的比例混合,得到结合材料用混合粉末。将该结合材料用混合粉末在氮气气氛下、2250℃下热处理60分钟,合成ticrcn组成的单相化合物。
[0213]
使用珠磨机(ashizawa finetech公司制造的“labostar mini”(商品名))对该单相化合物进行粉碎。具体而言,在乙醇溶剂中投入该单相化合物以及zro2珠粒,制作浆料浓度为20%的浆料。将该浆料投入到珠磨机中,进行1.5小时的粉碎,得到平均粒径为0.5μm的ticrcn粉末。
[0214]
《试样16》
[0215]
使用tivcn粉末代替tinbcn粉末作为主结合材料粉末,除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0216]
通过以下的方法制作tivcn粉末。将tio2粉末、v2o5粉末和碳(c)粉末以按重量比计为60.39∶12.13∶27.48的比例混合,得到结合材料用混合粉末。将该结合材料用混合粉末在氮气气氛下、2250℃下热处理60分钟,合成tivcn组成的单相化合物。
[0217]
使用珠磨机(ashizawa finetech公司制造的“labostar mini”(商品名))对该单相化合物进行粉碎。具体而言,在乙醇溶剂中投入该单相化合物以及zro2珠粒,制作浆料浓度为20%的浆料。将该浆料投入到珠磨机中,进行1.5小时的粉碎,得到平均粒径为0.5μm的tivcn粉末。
[0218]
《试样17~试样22》
[0219]
在调整工序中,将cbn粉末与结合材料粉末的混合比例设为,以体积比计,试样17为74∶26,试样18为40∶60,试样19为78∶22,试样20为22∶78,试样21为85∶15,试样22为15∶85,除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0220]
《试样23》
[0221]
(准备工序)
[0222]
准备cbn粉末(平均粒径:3μm)、主结合材料粉末和副结合材料粉末。主结合材料粉末通过使用高温热处理的方法来制作。具体而言,将tio2粉末、cr2o3粉末和碳(c)粉末以按重量比计为62.64∶10.52∶26.84的比例混合,得到结合材料用混合粉末。将该结合材料用混合粉末在氮气气氛下、2250℃下热处理60分钟,合成ticrcn组成的单相化合物。
[0223]
使用珠磨机(ashizawa finetech公司制造的“labostar mini”(商品名))对该单相化合物进行粉碎。具体而言,在乙醇溶剂中投入该单相化合物以及zro2珠粒,制作浆料浓度为20%的浆料。将该浆料投入到珠磨机中,进行2小时的粉碎,得到平均粒径为0.25μm的ticrcn粉末。
[0224]
将该ticrcn粉末(主结合材料粉末)与ti2alc粉末(副结合材料粉末)混合而准备结合材料粉末。对ticrcn粉末(主结合材料粉末)与ti2alc粉末(副结合材料粉末)的混合比例进行调节,以使得烧结体中的第一结合材料颗粒与第二结合材料颗粒的比例以重量基准计为96∶4。
[0225]
(制备工序)
[0226]
将cbn粉末和结合材料粉末以按体积比计为cbn粉末∶结合材料粉末=78∶22的比
例混合,通过球磨机均匀地混合而得到混合粉末。
[0227]
(烧结工序)
[0228]
将所得到的混合粉末以与wc-6%co的超硬合金制成的圆盘接触的状态填充到ta制成的容器中进行真空密封,使用带式超高压高温发生装置,在6.5gpa、1500℃下烧结15分钟。由此,制作cbn烧结体。
[0229]
《试样24》
[0230]
在准备工序中,粉碎至ticrcn粉末(主结合材料粉末)的平均粒径为0.5μm(粉碎时间为1.5小时),除此以外,通过与试样23相同的制法来制作cbn烧结体。
[0231]
《试样25、试样26》
[0232]
在准备工序中,对ticrcn粉末(主结合材料粉末)与ti2alc粉末(副结合材料粉末)的混合比例进行调节,以使得烧结体中的第一结合材料颗粒与第二结合材料颗粒的比例以重量基准计为试样25为92∶8、试样26为70∶30,除此以外,通过与试样23相同的制法来制作cbn烧结体。
[0233]
《试样27》
[0234]
使用tihfcn粉末代替ticrcn粉末作为主结合材料粉末,除此以外,通过与试样26相同的制法来制作cbn烧结体。通过与试样12相同的方法来制作tihfcn粉末。
[0235]
《试样28》
[0236]
(准备工序)
[0237]
准备cbn粉末(平均粒径:3μm)、主结合材料粉末和副结合材料粉末。主结合材料粉末通过使用高温热处理的方法来制作。具体而言,将tio2粉末、nb2o5粉末和碳(c)粉末以按重量比计为57.19∶16.79∶26.02的比例混合,得到主结合材料用混合粉末。将该主结合材料用混合粉末在氮气气氛下、2250℃下热处理60分钟,合成tinbcn组成的单相化合物。
[0238]
使用珠磨机(ashizawa finetech公司制造的“labostar mini”(商品名))对该单相化合物进行粉碎。具体而言,在乙醇溶剂中投入该单相化合物以及zro2珠粒,制作浆料浓度为20%的浆料。将该浆料投入到珠磨机中,进行2.5小时的粉碎,得到平均粒径为0.2μm的tinbcn粉末。
[0239]
将tinbcn粉末(主结合材料粉末)和al粉末(minalco公司制造的“minalco 900f”(商品名))混合而准备结合材料粉末。需要说明的是,对tinbcn粉末(主结合材料粉末)与al粉末的混合比例进行调整,以使得结合材料粉末中的铝(al)的比例为5重量%。
[0240]
(制备工序)
[0241]
将cbn粉末和结合材料粉末以按体积比计为cbn粉末∶结合材料粉末=67∶33的比例混合,通过球磨机均匀地混合而得到混合粉末。
[0242]
(烧结工序)
[0243]
将所得到的混合粉末以与wc-6%co的超硬合金制成的圆盘接触的状态填充到ta制成的容器中进行真空密封,使用带式超高压高温发生装置,在6.5gpa、1500℃下烧结15分钟。由此,制作cbn烧结体。
[0244]
《试样29》
[0245]
将烧结温度设为1300度,除此以外,使用与试样1相同的制法以及结合材料来制作cbn烧结体。
[0246]
《试样30》
[0247]
将烧结温度设为1800度,除此以外,使用与试样1相同的制法以及结合材料来制作cbn烧结体。
[0248]
《试样31》
[0249]
在准备工序中,将tio2粉末、nb2o5粉末和碳(c)粉末以按重量比计为62.10∶11.48∶26.42的比例混合,除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0250]
《试样32》
[0251]
在准备工序中,将tio2粉末、nb2o5粉末和碳(c)粉末以按重量比计为10.17∶67.68∶22.15的比例混合,除此以外,通过与试样1相同的制法来制作cbn烧结体。
[0252]
《试样33》
[0253]
粉碎至tinbcn粉末(主结合材料粉末)的平均粒径为1.0μm(粉碎时间为1小时),除此以外,通过与试样1相同的制法、组成来制作cbn烧结体。
[0254]
《试样34》
[0255]
粉碎至tinbcn粉末(主结合材料粉末)的平均粒径为2.0μm(粉碎时间为0.5小时),除此以外,通过与试样1相同的制法、组成来制作cbn烧结体。
[0256]
《试样35》
[0257]
粉碎至tinbcn粉末(主结合材料粉末)的平均粒径为0.8μm(粉碎时间为1.2小时),除此以外,通过与试样1相同的制法、组成来制作cbn烧结体。
[0258]
《试样36》
[0259]
使用tialcn粉末(主结合材料粉末)代替tinbcn粉末作为主结合材料粉末,除此以外,通过与试样1相同的制法、组成来制作cbn烧结体。
[0260]
通过以下的方法制作tialcn粉末。将tio2粉末、al2o3粉末和碳(c)粉末以按重量比计为64.89∶7.31∶27.80混合,得到结合材料用混合粉末。将该结合材料用混合粉末在氮气气氛下、2250℃下热处理60分钟,合成tialcn组成的单相化合物。
[0261]
[评价]
[0262]
《cbn颗粒以及结合相的含有比例》
[0263]
对于试样1~试样36的cbn烧结体,使用扫描电子显微镜(sem)附带的能量色散型x射线分析装置(edx)对cbn颗粒以及结合相各自的含有比例(体积%)进行测定。具体的测定方法记载于第一实施方式,因此不重复其说明。将结果示于表1~表3的“立方晶氮化硼烧结体”的“cbn颗粒(体积%)”以及“结合相(体积%)”一栏。
[0264]
测定的结果是,确认到在全部的试样中,cbn烧结体中的cbn颗粒以及结合相各自的含有比例维持了cbn粉末以及结合相粉末的合计(体积%)(即,混合粉末)中的cbn粉末以及结合材料粉末各自的含有比例。
[0265]
《第一结合材料颗粒以及第二结合材料颗粒的组成、第一金属元素的比率》
[0266]
对于试样1~试样36的cbn烧结体,使用tem-edx对第一结合材料颗粒及第二结合材料颗粒的组成、以及第一结合材料颗粒及第二结合材料颗粒各自中的构成元素的含量(以原子数为基准)进行测定。具体的测定方法记载于第一实施方式,因此不重复其说明。
[0267]
测定的结果是,在各试样中,在第一结合材料颗粒以及第二结合材料颗粒中均确认到tib2、aln以及al2o3。将各试样中的第一结合材料颗粒以及第二结合材料颗粒的具体的
结合材料组成分别示于表1~表3的“第一结合材料颗粒”的“组成”一栏以及“第二结合材料颗粒”的“组成”一栏。
[0268]
进一步地,在第一结合材料颗粒以及第二结合材料颗粒中分别计算出相对于钛的原子数以及第一金属元素的原子数的合计的、钛的原子数的比率(以下,也称为“ti比率”)以及第一金属元素的原子数的比率(以下,也将第一结合材料颗粒中的第一金属元素的原子数的比率称为“m1比率”,将第二结合材料颗粒中的第一金属元素的原子数的比率称为“m2比率”)。将结果示于表1~表3的“第一结合材料颗粒”的“ti比率(%)”以及“m1比率(%)”一栏、“第二结合材料颗粒”的“ti比率(%)”以及“m2比率(%)”一栏。
[0269]
《第二结合材料颗粒的平均粒径》
[0270]
对于试样1~试样36的cbn烧结体,对第二结合材料颗粒的平均粒径进行测定。具体的测定方法记载于第一实施方式,因此不重复其说明。将结果示于表1~表3的“第二结合材料颗粒的平均粒径”一栏。
[0271]
《切削试验》
[0272]
制作在刀尖使用了试样1~试样36的cbn烧结体的切削工具(工具型号:dnga150412,刀尖处理s01225)。使用上述切削工具,在下述的切削条件下实施切削试验。
[0273]
切削速度:200m/min.
[0274]
进给速度:0.2mm/rev.
[0275]
切口:0.25mm
[0276]
冷却剂:dry
[0277]
切削方法:断续切削
[0278]
车床:lb400(okuma株式会社制造)
[0279]
被切削材料:淬火钢(scr415渗碳淬火钢、硬度为60hrc、外周部为v槽的断续切削)
[0280]
上述切削条件相当于高强度淬火钢的高效率加工。
[0281]
每隔0.1km的切削距离对刀尖进行观察,对刀尖的崩裂的大小进行测定。刀尖的崩裂的大小以切削前的刀尖棱线的位置为基准,被定义为主分力方向上的缺口的大小。对刀尖的崩裂的大小变为0.1mm以上的时间点下的切削距离进行测定。需要说明的是,切削距离越长,意味着切削工具的寿命越长。将结果示于表1~表3的“距离(km)”一栏。
[0282]
[0283]
[0284][0285]
《考察》
[0286]
试样1、试样2、试样5~试样20、试样23~试样27、试样29~试样35、试样36的cbn烧
结体相当于实施例。确认到这些试样的cbn在用作工具的材料的情况下,即使在高强度淬火钢的高效率加工中,也显示出优异的工具寿命。
[0287]
试样3的cbn烧结体的第二结合材料颗粒的平均粒径为0.1μm,相当于比较例。在将试样3的cbn烧结体用作工具的材料的情况下,工具寿命比上述实施例短。
[0288]
试样4的cbn烧结体的第二结合材料颗粒中的第一金属元素的原子数的比率为2%,相当于比较例。在将试样4的cbn烧结体用作工具的材料的情况下,工具寿命比上述实施例短。
[0289]
试样21的cbn烧结体的cbn颗粒的含有比例为85体积%,相当于比较例。在将试样21的cbn烧结体用作工具的材料的情况下,工具寿命比上述实施例短。
[0290]
试样22的cbn烧结体的cbn颗粒的含有比例为15体积%,相当于比较例。在将试样22的cbn烧结体用作工具的材料的情况下,工具寿命比上述实施例短。
[0291]
试样28的cbn烧结体不包含第一结合材料颗粒,相当于比较例。在将试样28的cbn烧结体用作工具的材料的情况下,工具寿命比上述实施例短。
[0292]
试样34的cbn烧结体的第二结合材料颗粒的平均粒径为2.0μm,相当于比较例。在将试样34的cbn烧结体用作工具的材料的情况下,工具寿命比上述实施例短。
[0293]
如以上那样对本公开的实施方式以及实施例进行了说明,但从最初起也预定将上述的各实施方式以及实施例的构成适当组合或进行各种变形。
[0294]
应当认为本次公开的实施方式以及实施例在所有方面都是示例,而不是限制性的。本发明的范围不是由上述的实施方式以及实施例表示,而是由权利要求书表示,意图包含与权利要求书等同的意思以及范围内的全部变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1