金属基复合材料及其制备方法和应用与流程
1.本发明涉及金属基复合材料技术领域,尤其涉及一种金属基复合材料及其制备方法和应用。
背景技术:
2.近年来,随着半导体设备的微型化,对于微电子集成器件的集成度要求也越来越高。在微电子集成器件的集成度较高的情况下,所流经的电流也随其逐渐增大,因而微电子集成器件在运行过程中所产生的热量也会迅速增加,各种设备的导热、散热功能的不足便逐渐暴露出来,从而导致大量的能源被浪费,设备使用率下降。
3.为解决上述问题,有些研究员们开发了由硅颗粒或碳化硅颗粒增强的铝基复合材料,该铝基复合材料具有优异的导热性能、较低的热膨胀系数和密度以及相对低廉的制造成本,使其成为制造制品的首选材料之一。
4.在上述铝基复合材料中,由于铝基体的热膨胀系数较高(23.0
×
10
‑6/℃),通常需要提高复合材料中碳化硅或硅的体积分数来显著降低复合材料的热膨胀系数。现有技术中,用于制造含有高体积分数碳化硅颗粒或硅颗粒增强的铝基复合材料的工艺通常包括以下两个步骤:(1)采用合适的有机高分子粘结剂将碳化硅颗粒或者硅颗粒模压或冷等静压成一定形状的坯体;(2)采用无压或者压力浸渗的方式将液态铝与由碳化硅或者硅颗粒构成的坯体进行复合,从而制成碳化硅或者硅增强的铝基复合材料。上述工艺虽然可以制出综合性能相对较好的碳化硅或硅增强的铝基复合材料,但由于坯体成型过程中采用了有机高分子作为粘结剂,其在高温下会发生分解并失效,坯体中碳化硅或者硅颗粒之间的粘结剂消失,进而导致坯体的强度显著下降,在与金属铝复合过程中,在压力或者液态铝流动的干扰作用下,坯体容易开裂,最终导致残品率相对较高。
技术实现要素:
5.鉴于上述问题,本发明的目的就是提供一种金属基复合材料及其制备方法和应用。
6.为实现上述目的,本发明提供如下技术方案:
7.第一个方面,本发明提供了一种金属基复合材料,所述金属基复合材料包括:
8.金属基体,所述金属基体在所述金属基复合材料中的体积分数为5
‑
50%;
9.增强相,所述增强相具有多孔结构,所述金属基体填充于所述增强相的孔隙中。
10.在本发明的一些实施方案中,所述金属基体为铝基体。
11.在本发明的一些实施方案中,所述增强相具有三维连通多孔结构。
12.在本发明的一些实施方案中,所述增强相包含陶瓷。
13.在本发明的一些实施方案中,所述陶瓷中包含氮化硅、碳化硅和硅。
14.在本发明的一些实施方案中,所述硅在所述陶瓷中的质量分数为5
‑
15%,所述氮化硅在所述陶瓷中的质量分数为60
‑
80%,余量为碳化硅和其它不可避免的杂质。
15.在本发明的一些实施方案中,所述增强相的开孔率为30
‑
40%。
16.在本发明的一些实施方案中,所述增强相中孔隙的孔径为1
‑
99μm。
17.第二个方面,本发明还提供了一种上述任一实施方案中所述的金属基复合材料的制备方法,所述制备方法包括如下步骤:在真空条件下,将液态的金属基体熔渗入增强相的孔隙中。
18.在本发明的一些实施方案中,真空度为200pa以下。
19.在本发明的一些实施方案中,所述熔渗的温度为660
‑
950℃,所述熔渗的压力为10
‑
20mpa。
20.在本发明的一些实施方案中,所述增强相包含陶瓷。
21.在本发明的一些实施方案中,所述陶瓷中包含氮化硅、碳化硅和硅。
22.在本发明的一些实施方案中,所述硅在所述陶瓷中的质量分数为5
‑
15%,所述氮化硅在所述陶瓷中的质量分数为60
‑
80%,余量为碳化硅。
23.在本发明的一些实施方案中,所述陶瓷的制造方法包括如下步骤:
24.1)将硅粉、酚醛树脂粉末、固化剂、烧结助剂和乙醇混合后,研磨得到混合浆料;
25.2)将所述混合浆料干燥后,经研磨得到混合粉末;
26.3)将所述混合粉末经热模压成型,得到陶瓷素坯;
27.4)将所述陶瓷素坯置于惰性氛围下进行碳化处理,得到碳化后的坯体;
28.5)将所述碳化后的坯体置于氮气氛围下进行氮化处理,得到所述陶瓷。
29.在本发明的一些实施方案中,所述酚醛树脂粉末与固化剂的添加量之和为所述硅粉和所述烧结助剂的添加量之和的5
‑
15%;
30.所述硅粉与所述乙醇的添加量之比为1:(1.5
‑
3);
31.所述烧结助剂的添加量为所述硅粉和所述烧结助剂的添加量之和的0
‑
5%。
32.在本发明的一些实施方案中,所述烧结助剂包含氧化铝和氧化钇,其中,所述氧化铝和氧化钇的质量比为1:(1.5
‑
2)。
33.在本发明的一些实施方案中,所述热模压的温度为135
‑
145℃,保压时间为8
‑
51min,压力为5
‑
10mpa。
34.在本发明的一些实施方案中,所述碳化处理的具体步骤如下:
35.1)在真空条件下,以1~5℃/min的速率升温至150℃;
36.2)以1~3℃/min的速率升温至300℃;
37.3)以1~2℃/min的速率升温至600~800℃;
38.4)600~800℃保温1~3h后,冷却至室温。
39.在本发明的一些实施方案中,所述氮化处理的具体步骤如下:
40.1)在真空条件下,以10
‑
20℃/min的速率升温至950
‑
1000℃;
41.2)通入氮气使压力升至0.1
‑
0.3mpa后,以0.5
‑
1℃/min的速率升温至1300
‑
1350℃;
42.3)以0.5
‑
0.75℃/min的速率升温至1450
‑
1500℃,且持续氮化2
‑
4h。
43.第三个方面,本发明还提供了一种制品,所述制品主要由上述任一实施方案中所述的金属基复合材料制成。
44.本发明提供的实施方案,至少具有如下有益效果:
45.1)本发明提供的金属基复合材料,将金属基体填充于增强相的孔隙中,并且金属基体在金属基复合材料中的体积分数控制在5
‑
50%范围内,使金属基复合材料具有较高的热导率和较高的抗弯曲性能,进而该金属基复合材料在制品具有较好的应用前景。
46.2)本发明提供的上述金属基复合材料的制备方法,该方法简单,投入设备要求低,成本低,容易实现批量生产。此外,该制备方法采用真空熔渗的方式将金属基体填充至增强相的孔隙内,可以提高产品的合格率。
47.3)本发明提供的制品,由于该制品由上述金属基复合材料制得,因此具有较高的热导率和较好的抗弯曲性能。
48.除了上面所描述的本发明解决的技术问题、构成技术方案的技术特征以及由这些技术方案的技术特征所带来的有益效果外,本发明提供的金属基复合材料及其制备方法和应用所能解决的其他技术问题、技术方案中包含的其他技术特征以及这些技术特征带来的有益效果,将在具体实施方式中作出进一步详细的说明。
附图说明
49.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
50.图1为本发明实施例1所制得的陶瓷素坯的热重
‑
差热分析(tg
‑
dta)曲线图;
51.图2为本发明实施例1所制得的si3n4‑
sic
‑
si陶瓷的微观断口形貌图;
52.图3为本发明实施例1所制得的si3n4‑
sic
‑
si陶瓷的孔径分布图;
53.图4为本发明实施例1所制得的si3n4‑
sic
‑
si陶瓷的xrd谱图;
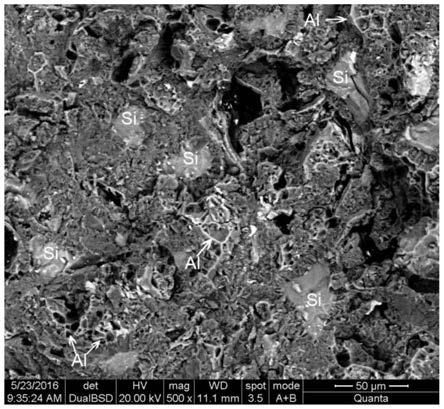
54.图5为本发明实施例1所制备的铝基复合材料的断口形貌图;
55.图6为本发明实施例2所制得的si3n4‑
sic
‑
si陶瓷的微观断口形貌图;
56.图7为本发明实施例2所制得的si3n4‑
sic
‑
si陶瓷的孔径分布图;
57.图8为本发明实施例2所制得的si3n4‑
sic
‑
si陶瓷的xrd谱图;
58.图9为本发明实施例2所制得的铝基复合材料的断口形貌图。
具体实施方式
59.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明的实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
60.此外,在本说明书的描述中,参考术语“一个实施方式”、“一些实施方式”、“示意性实施方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合实施方式或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施方式或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施方式或示例中以合适的方式结合。
61.本发明首先提供了一种金属基复合材料,金属基复合材料包括金属基体和具有多
孔结构的增强相,金属基体填充于增强相的孔隙内形成金属基复合材料,并且金属基体在金属基复合材料中的体积分数为5
‑
50%。
62.如上所述,本发明提供的金属基复合材料,将金属基体填充于增强相的孔隙中,并且金属基体在金属基复合材料中的体积分数控制在5
‑
50%范围内,使金属基复合材料具有较高的热导率和较高的抗弯曲性能,进而该金属基复合材料在制品具有较好的应用前景。
63.示例性的,金属基体在金属基复合材料中的体积分数可以但不局限于为为5.0%、5.1%、5.2%、5.3%、5.4%、5.5%、5.6%、5.7%、5.8%、5.9%、6.0%、6.1%、6.2%、6.3%、6.4%、6.6%、6.6%、6.7%、6.8%、6.9%、7.0%、7.1%、7.2%、7.3%、7.4%、7.7%、7.7%、7.7%、7.8%、7.9%、8.0%、8.1%、8.2%、8.3%、8.4%、8.8%、8.8%、8.8%、8.8%、8.9%、9.0%、9.1%、9.2%、9.3%、9.4%、9.5%、9.6%、9.7%、9.8%、9.9%、10.0%、10.1%、10.2%、10.3%、10.4%、10.5%、10.6%、10.7%、10.8%、10.9%、11.0%、11.1%、11.2%、11.3%、11.4%、11.5%、11.6%、11.7%、11.8%、11.9%、12.0%、12.1%、12.2%、12.3%、12.4%、12.5%、12.6%、12.7%、12.8%、12.9%、13.0%、13.1%、13.2%、13.3%、13.4%、13.5%、13.6%、13.7%、13.8%、13.9%、14.0%、14.1%、14.2%、14.3%、14.4%、14.5%、14.6%、14.7%、14.8%、14.9%、15%、15.1%、15.2%、15.3%、15.4%、15.5%、15.6%、15.7%、15.8%、15.9%、16.0%、16.1%、16.2%、16.3%、16.4%、16.5%、16.6%、16.7%、16.8%、16.9%、17.0%、17.1%、17.2%、17.3%、17.4%、17.5%、17.6%、17.7%、17.8%、17.9%、18.0%、18.1%、18.2%、18.3%、18.4%、18.5%、18.6%、18.7%、18.8%、18.9%、19.0%、19.1%、19.2%、19.3%、19.4%、19.5%、19.6%、19.7%、19.8%、19.9%、20%、20.1%、20.2%、20.3%、20.4%、20.5%、20.6%、20.7%、20.8%、20.9%、21%、21.1%、21.2%、21.3%、21.4%、21.5%、21.6%、21.7%、21.8%、21.9%、22%、22.1%、22.2%、22.3%、22.4%、22.5%、22.6%、22.7%、22.8%、22.9%、23%、23.1%、23.2%、23.3%、23.4%、23.5%、23.6%、23.7%、23.8%、23.9%、24%、24.1%、24.2%、24.3%、24.4%、24.5%、24.6%、24.7%、24.8%、24.9%、25%、25.1%、25.2%、25.3%、25.4%、25.5%、25.6%、25.7%、25.8%、25.9%、26%、26.1%、26.2%、26.3%、26.4%、26.5%、26.6%、26.7%、26.8%、26.9%、27%、27.1%、27.2%、27.3%、27.4%、27.5%、27.6%、27.7%、27.8%、27.9%、28%、28.1%、28.2%、28.3%、28.4%、28.5%、28.6%、28.7%、28.8%、28.9%、29%、29.1%、29.2%、29.3%、29.4%、29.5%、29.6%、29.7%、29.8%、29.9%、30%、30.1%、30.2%、30.3%、30.4%、30.5%、30.6%、30.7%、30.8%、30.9%、31%、31.1%、31.2%、31.3%、31.4%、31.5%、31.6%、31.7%、31.8%、31.9%、32%、32.1%、32.2%、32.3%、32.4%、32.5%、32.6%、32.7%、32.8%、32.9%、33%、33.1%、33.2%、33.3%、33.4%、33.5%、33.6%、33.7%、33.8%、33.9%、34%、34.1%、34.2%、34.3%、34.4%、34.5%、34.6%、34.7%、34.8%、34.9%、35%、35.1%、35.2%、35.3%、35.4%、35.5%、35.6%、35.7%、35.8%、35.9%、36%、36.1%、36.2%、36.3%、36.4%、36.5%、36.6%、36.7%、36.8%、36.9%、37%、37.1%、37.2%、37.3%、37.4%、37.5%、37.6%、37.7%、37.8%、37.9%、38%、38.1%、38.2%、38.3%、38.4%、38.5%、38.6%、38.7%、38.8%、38.9%、39%、39.1%、39.2%、39.3%、39.4%、39.5%、39.6%、39.7%、39.8%、39.9%、40%或40.1
‑
50%。
64.在本发明提供的实施方案中,金属基体可以是本领域技术人员所熟知的任何一种
金属基体,例如铝、铜、镍及其它们的合金等。
65.在本发明的一些实施方案中,金属基体可以选择铝基体,该铝基体经过熔融形成液态后,在真空条件下,经过熔渗进入增强相的孔隙内形成本发明的金属基复合材料。
66.为了能够使金属基体均匀且易于填充于增强相的孔隙内,在本发明的一些实施方案中,增强相具有三维连通多孔结构,即孔隙之间连通性好,从而使进入的液体金属基体能够在增强相的孔隙内流通,实现均匀填充。
67.金属基体一般会具有较高的热膨胀系数,为了降低其热膨胀系数,在本发明的一些实施方案中,增强相包含陶瓷,该陶瓷不仅具有较好的力学性能(例如弯曲强度),而且还能够降低金属基体的热膨胀系数,使金属基体填充于陶瓷孔隙内形成的金属基复合材料具有较高热导率和较好的抗弯曲性能。
68.在本发明的一些实施方案中,陶瓷中包含氮化硅(si3n4)、碳化硅(sic)和硅(si),si3n4、sic、si可以进一步提高陶瓷的力学性能,使金属基体在熔渗进入陶瓷孔隙的过程中,可以降低压力或液态金属基体流动对陶瓷的干扰作用,进而使其不易开裂,从而显著提高产品的合格率。其中,si能够有助于提高金属基体对含有上述成分的陶瓷的润湿性能,从而促进金属基体填充于陶瓷的孔隙中。而si3n4能够提高陶瓷的强度,进一步保证金属基体在熔渗进入陶瓷的孔隙过程中不会由于压力或金属基体流动的干扰而导致开裂等损害。
69.进一步的,si3n4、sic、si在陶瓷中的合理配置能够进一步提高金属基体的润湿性能和产品的合格率。如上所述,适量的si可以有助于提高金属基体对陶瓷的润湿性能,因此,在本发明的一些实施方案中,si在陶瓷中的质量分数为5
‑
15%。示例性的,si在陶瓷中的质量分数可以但不局限于为5.0%、5.1%、5.2%、5.3%、5.4%、5.5%、5.6%、5.7%、5.8%、5.9%、6.0%、6.1%、6.2%、6.3%、6.4%、6.6%、6.6%、6.7%、6.8%、6.9%、7.0%、7.1%、7.2%、7.3%、7.4%、7.7%、7.7%、7.7%、7.8%、7.9%、8.0%、8.1%、8.2%、8.3%、8.4%、8.8%、8.8%、8.8%、8.8%、8.9%、9.0%、9.1%、9.2%、9.3%、9.4%、9.5%、9.6%、9.7%、9.8%、9.9%、10.0%、10.1%、10.2%、10.3%、10.4%、10.5%、10.6%、10.7%、10.8%、10.9%、11.0%、11.1%、11.2%、11.3%、11.4%、11.5%、11.6%、11.7%、11.8%、11.9%、12.0%、12.1%、12.2%、12.3%、12.4%、12.5%、12.6%、12.7%、12.8%、12.9%、13.0%、13.1%、13.2%、13.3%、13.4%、13.5%、13.6%、13.7%、13.8%、13.9%、14.0%、14.1%、14.2%、14.3%、14.4%、14.5%、14.6%、14.7%、14.8%、14.9%、15%。
70.此外,适量的si3n4能够提高陶瓷的强度,保证金属基体在熔渗进入陶瓷的孔隙过程中不会由于压力或金属基体流动的干扰而导致开裂等损害。因此,si3n4在陶瓷中的质量分数为60
‑
80%。示例性的,si3n4在陶瓷中的质量分数可以但不局限于为60.0%、60.1%、60.2%、60.3%、60.4%、60.60%、60.6%、60.7%、60.8%、60.9%、61.0%、61.1%、61.2%、61.3%、61.4%、61.61%、61.61%、61.7%、61.8%、61.9%、62.0%、62.1%、62.2%、62.3%、62.4%、62.62%、62.62%、62.62%、62.8%、62.9%、8.0%、63.1%、63.2%、63.3%、63.4%、63.5%、63.6%、63.7%、63.8%、63.9%、64.0%、64.1%、64.2%、64.3%、64.4%、64.5%、64.6%、64.7%、64.8%、64.9%、65.0%、65.1%、65.2%、65.3%、65.4%、65.5%、65.6%、65.7%、65.8%、65.9%、66.0%、66.1%、66.2%、66.3%、66.4%、66.5%、66.6%、66.7%、66.8%、66.9%、67.0%、67.1%、67.2%、67.3%、67.4%、67.5%、
67.6%、67.7%、67.8%、67.9%、68.0%、68.1%、68.2%、68.3%、68.4%、68.5%、68.6%、68.7%、68.8%、68.9%、69.0%、69.1%、69.2%、69.3%、69.4%、69.5%、69.6%、69.7%、69.8%、69.9%、70.0%、70.1%、70.2%、70.3%、70.4%、70.5%、70.6%、70.7%、70.8%、70.9%、71.0%、71.1%、71.2%、71.3%、71.4%、71.5%、71.6%、71.7%、71.8%、71.9%、72.0%、72.1%、72.2%、72.3%、72.4%、72.5%、72.6%、72.7%、72.8%、72.9%、73.0%、73.1%、73.2%、73.3%、73.4%、73.5%、73.6%、73.7%、73.8%、73.9%、74.0%、74.1%、74.2%、74.3%、74.4%、74.5%、74.6%、74.7%、74.8%、74.9%、75.0%、75.1%、75.2%、75.3%、75.4%、75.5%、75.6%、75.7%、75.8%、75.9%、76.0%、76.1%、76.2%、76.3%、76.4%、76.5%、76.6%、76.7%、76.8%、76.9%、77.0%、77.1%、77.2%、77.3%、77.4%、77.5%、77.6%、77.7%、77.8%、77.9%、78.0%、78.1%、78.2%、78.3%、78.4%、78.5%、78.6%、78.7%、78.8%、78.9%、79.0%、79.1%、79.2%、79.3%、79.4%、79.5%、79.6%、79.7%、79.8%、79.9%、80%。
71.陶瓷中除了上述si和si3n4以外,余量为sic和其它不可避免的杂质。
72.在本发明提供的实施方案中,金属基体是填充于增强相的孔隙内,因而合适的开孔率有利于金属基体的填充。在本发明的一些实施方案中,增强相的开孔率为30
‑
40%。示例性的,增强相的开孔率可以但不局限于为30%、30.1%、30.2%、30.3%、30.4%、30.5%、30.6%、30.7%、30.8%、30.9%、31%、31.1%、31.2%、31.3%、31.4%、31.5%、31.6%、31.7%、31.8%、31.9%、32%、32.1%、32.2%、32.3%、32.4%、32.5%、32.6%、32.7%、32.8%、32.9%、33%、33.1%、33.2%、33.3%、33.4%、33.5%、33.6%、33.7%、33.8%、33.9%、34%、34.1%、34.2%、34.3%、34.4%、34.5%、34.6%、34.7%、34.8%、34.9%、35%、35.1%、35.2%、35.3%、35.4%、35.5%、35.6%、35.7%、35.8%、35.9%、36%、36.1%、36.2%、36.3%、36.4%、36.5%、36.6%、36.7%、36.8%、36.9%、37%、37.1%、37.2%、37.3%、37.4%、37.5%、37.6%、37.7%、37.8%、37.9%、38%、38.1%、38.2%、38.3%、38.4%、38.5%、38.6%、38.7%、38.8%、38.9%、39%、39.1%、39.2%、39.3%、39.4%、39.5%、39.6%、39.7%、39.8%、39.9%、40%。
73.此外,增强相中合适的孔隙尺寸也会有利于金属基体的填充。在本发明的一些实施方案中,增强相中孔隙的孔径为1
‑
99μm。示例性的,增强相中孔隙的孔径可以但不局限于为1μm、2μm、3μm、4μm、5μm、6μm、7μm、8μm、9μm、10μm、11μm、12μm、13μm、14μm、15μm、16μm、17μm、18μm、19μm、20μm、21μm、22μm、23μm、24μm、25μm、26μm、27μm、28μm、29μm、30μm、31μm、32μm、33μm、34μm、35μm、36μm、37μm、38μm、39μm、40μm、41μm、42μm43μm、44μm、45μm、46μm、47μm、48μm、49μm、50μm、51μm、52μm、53μm、54μm、55μm、56μm、57μm58μm、59μm、60μm、61μm、62μm、63μm、64μm、65μm、66μm、67μm、68μm、69μm、70μm、71μm、72μm、73μm、74μm、75μm、76μm、77μm、78μm、79μm、80μm、81μm、82μm、83μm、84μm、85μm、86μm、87μm、88μm、89μm、90μm、91μm、92μm、93μm、94μm、95μm、96μm、97μm、98μm、99μm。
74.本发明进一步的提供了一种上述任一实施方案中金属基复合材料的制备方法,该制备方法包括如下步骤:在真空条件下,将液态的金属基体熔渗入增强相的孔隙中。
75.为了能够更好的将液态金属基体熔渗进入增强相的孔隙内,在本发明的一些实施方案中,真空度为200pa以下,例如100pa、50pa、10pa等。
76.另外,在熔渗的过程中,其熔渗的温度为660
‑
950℃,熔渗的压力为10
‑
20mpa。
77.如前所述,增强相中包含陶瓷,该陶瓷中包含氮化硅、碳化硅和硅。其中,si3n4、sic、si在陶瓷中的合理配置能够进一步提高金属基体的润湿性能和产品的合格率。因此,si在上述陶瓷中的质量分数为5
‑
15%,si3n4在陶瓷中的质量分数为60
‑
80%,余量为碳化硅和其它不可避免的杂质。
78.在本发明的一些实施方案中,上述陶瓷的制造方法包括如下步骤:
79.1)将硅粉、酚醛树脂粉末、固化剂、烧结助剂和乙醇混合后,研磨得到混合浆料;
80.2)将上述混合浆料干燥后,经研磨得到混合粉末;
81.3)将上述混合粉末经热模压成型,得到陶瓷素坯;
82.4)将上述陶瓷素坯置于惰性氛围下进行碳化处理,得到碳化后的坯体;
83.5)将上述碳化后的坯体置于氮气氛围下进行氮化处理,得到含有si3n4、sic和si的陶瓷。
84.如上所述,在制造陶瓷素坯的过程中加入乙醇,不仅可以加速溶解酚醛树脂及固化剂以及提高粉末的混合效率,而且还会在硅粉表面形成一层酚醛涂层,该酚醛涂层可以起到造孔剂的作用,即酚醛涂层在陶瓷素坯的碳化过程中转化成孔洞,使硅颗粒之间彼此隔开,从而进一步有助于提高孔隙之间的连通性;除此之外,酚醛均匀涂覆在硅颗粒表面形成涂层后,会促使坯体中硅颗粒在热模压过程中重排的更加均匀,进而保证所制造的陶瓷内部孔径分布更加均匀,从而有利于提高复合材料到的性能。
85.在本发明的一些实施方案中,酚醛树脂粉末与固化剂的添加量之和为硅粉和烧结助剂的添加量之和的5
‑
15%,硅粉与乙醇的添加量之比为1:(1.5
‑
3),烧结助剂的添加量为硅粉和烧结助剂的添加量之和的0
‑
5%。
86.进一步的,上述硅粉的粒径可以选择200目,且纯度不小于99.9%。
87.在本发明提供的实施方案中,在制造硅基陶瓷中过程中,加入酚醛树脂粉末,该树脂粉末在高温加压下局部熔化,熔化后的树脂包裹在硅颗粒的表面,使硅粉粘结在一起,由于该酚醛树脂是一种热固性树脂,因而酚醛树脂能够保证成型的陶瓷素坯在温度降低至室温后仍然具有一定的强度,方便后续的加工处理。
88.进一步的,酚醛树脂及固化剂可以是固体也可以是液体,优选可以溶于乙醇的酚醛树脂及固化剂,而二者的比例根据实际需求进行配置。进一步的,上述固化剂为本领域技术人员所熟知的固化剂,例如购买自美国圣莱科特集团公司的ssa
‑
1252型热固型酚醛树脂。
89.在本发明提供的实施方案中,烧结助剂可以为本领域技术人员所熟知的任意一种烧结助剂,例如氧化铝(al2o3)、氧化钇(y2o3)。在本发明的一些实施方案中,烧结助剂包含al2o3和y2o3,并且al2o3和y2o3的质量比为1:(1.5
‑
2)。
90.在本发明的一些实施方案中,上述原料经混合、研磨后得到混合浆料,该浆料在不高于50℃的温度下干燥,干燥至酚醛树脂和固化剂能够吸附在硅颗粒表面上形成酚醛涂层即可,形成酚醛涂层后经过研磨,使得到的混合粉末的粒径在100目以下。
91.进一步的,将上述混合粉末倒入模具中,进行热模压成型处理后得到陶瓷素坯,其中,热模压温度和保压时间可以根据酚醛树脂粉末的固化特性来进行设计。
92.在本发明的一些实施方案中,上述酚醛树脂选择美国圣莱科特集团公司的ssa
‑
1252型热固型酚醛树脂,其热模压的温度为135
‑
145℃,保压时间为8
‑
51min,压力为5
‑
10mpa。
93.将上述陶瓷素坯进行碳化处理,得到碳化后的坯体。在本发明的一些实施方案中,上述碳化处理的具体步骤如下:
94.1)在真空条件下,以1~5℃/min的速率升温至150℃;
95.2)以1~3℃/min的速率升温至300℃;
96.3)以1~2℃/min的速率升温至600~800℃;
97.4)600~800℃保温1~3h后,冷却至室温。
98.上述碳化后的坯体再进行氮化处理,可以得到本发明的陶瓷。在本发明的一些实施方案中,氮化处理的具体步骤如下:
99.1)在真空条件下,以10
‑
20℃/min的速率升温至950
‑
1000℃;
100.2)通入氮气使压力升至0.1
‑
0.3mpa后,以0.5
‑
1℃/min的速率升温至1300
‑
1350℃;
101.3)以0.5
‑
0.75℃/min的速率升温至1450
‑
1500℃,且持续氮化2
‑
4h。
102.在上述氮化处理过程中,酚醛树脂碳化后产生的碳源与硅粉反应生成碳化硅,该反应可以放出大量热量,促进硅粉在较低的温度(≤1350℃)下与氮气的反应,由于反应温度低于硅的熔点,氮化过程中放出的热量不足以导致析硅现象(析硅影响陶瓷性能)的出现,因而在氮化过程中,该温度区间内不需要保持较低的升温速率,即可以在该温度区间内保持较高的升温速率,从而缩短氮化时间,有效提高硅粉在低温阶段的氮化效率和氮化率。由于在上述氮化初始阶段,已有部分的氮化硅形成,因而可以降低在1400℃以上温度区间内形成氮化硅所需硅粉的量,进而有效的缩短了坯体在硅熔点附近氮化的时间,从而降低了硅的析出。
103.进一步的,在氮化升温的过程中,保持较低的升温速率和较低的最高氮化温度也能进一步避免氮化过程中析硅。
104.综上所述,本发明提供的上述金属基复合材料的制备方法,该方法简单,投入设备要求低,成本低,容易实现批量生产。此外,该制备方法采用真空熔渗的方式将金属基体填充至增强相的孔隙内,可以提高产品的合格率。
105.本发明进一步的提供了一种制品,该制品主要由上述任一实施方案中所述的金属基复合材料制成。
106.示例性的,上述制品可以是印刷电路板、电子元件、电子封装件等。
107.本发明提供的制品,由于该制品由上述金属基复合材料制得,因此具有较高的热导率和较好的抗弯曲性能。
108.以下,通过具体实施例对本发明的金属基复合材料及其制备方法进行详细的介绍。
109.如无特别说明,以下实施例和对比例中所用化学材料及仪器,均为常规化学材料及常规仪器,均可商购获得。
110.实施例1
111.本实施提供一种铝基复合材料的制备方法,该制备方法包括如下步骤:
112.1、制备si3n4‑
sic
‑
si陶瓷
113.1)将硅粉、酚醛树脂及其固化剂(酚醛树脂和固化剂均购买自美国圣莱科特集团
公司产,型号为ssa
‑
1252,固化温度135~145℃,固化时间为8~15min)、烧结助剂(al2o3和y2o3,其质量比为1:2)和乙醇经球磨后混合均匀,得到混合浆料;其中,硅粉、酚醛树脂及其固化剂、al2o3、y2o3和乙醇的质量比为82∶15∶1∶2∶123;
114.2)将上述混合浆料倒入表面皿中,表面皿置于烘箱中进行干燥,干燥温度为50℃,干燥时间为48h,将干燥后固体进行研磨,并经过100目的筛网,得到混合粉末;
115.3)将上述混合粉末倒入不锈钢模具中,采用热模压工艺将粉末成型得到块状的陶瓷素坯;其中,模压压力为5mpa,模压温度为145℃,保压时间为15min;
116.4)将所得到的陶瓷素坯置于真空烧结炉中进行碳化处理,得到碳化后的坯体;碳化升温工艺具体如下:i)以2℃/min的升温速率升至150℃;ii)再以1℃/min的升温速率升至300℃,保温30min;iii)以1℃/min的升温速率升至650℃;iiii)保温60min,得到碳化后的坯体;
117.图1为上述陶瓷素坯的热重
‑
差热分析(tg
‑
dta)曲线图。从图1可知,升温至150℃左右时,坯体失重约0.27wt%;温度由150℃升高至300℃左右时,坯体又大约失重2.45wt%;温度从300℃升温至350℃的过程中,坯体又失重0.35wt%;当温度从350℃升温至650℃时,坯体的失重速率较快,当温度超过650℃时,坯体的失重率较慢,在350~1000℃范围内,坯体的失重约4.51wt%。此外,从差热曲线可知,温度在550℃和660℃左右时,具有两个吸热峰。
118.5)将碳化后的坯体置于气压烧结炉中,坯体之间采用带孔石墨板隔开,以保证氮化过程中氮气流通顺畅;氮化处理如下:i)抽真空至
‑
0.101mpa后,以17℃/min的升温速率升至1000℃(该升温过程中一直抽真空);ii)充入n2直至气压为0.3mpa后,保持此气压,再以1℃/min的升温速率升至1300℃,在此过程中进行低温氮化;iii)以0.6℃/min的升温速率升温至1500℃,保温2h,在此过程中进行高温氮化,得到si3n4‑
sic
‑
si陶瓷。
119.2、铝基体填充至si3n4‑
sic
‑
si陶瓷的孔隙内
120.1)将si3n4‑
sic
‑
si陶瓷切割成一定形状的样品,并封装入不锈钢包套内部,样品之间采用带槽石墨片隔开,石墨片与样品之间样品与不锈钢包套之间的间隙可供液体金属铝流通;
121.2)在真空度为200pa以下的条件下,将液态金属铝压入si3n4‑
sic
‑
si陶瓷的孔隙内;其中,在熔渗过程中,si3n4‑
sic
‑
si陶瓷的温度控制在660℃左右,铝基体的温度控制在710℃左右,采用的气体为氮气,其压力为10mpa,熔渗时间为10min,得到铝基复合材料。
122.在本实施例中,所制备得到的铝基复合材料中铝基体的体积百分数为37.9%,si3n4‑
sic
‑
si陶瓷中si的含量为10%,si3n4的质量分数为65.9%,剩余为sic和其它不可避免的杂质。
123.图2为本实施例所制得的si3n4‑
sic
‑
si陶瓷的断口形貌图,从该图可知,si3n4‑
sic
‑
si陶瓷具有三维连通多孔结构,这些孔洞之间的连通性较好,开孔率为37.9%,且孔径为1μm~99μm。除此之外,该si3n4‑
sic
‑
si陶瓷中还有一些晶须状产物,经检测,这些产物为α
‑
si3n4晶须。
124.另外,本实施例对所制备的si3n4‑
sic
‑
si陶瓷的性能进行了测试,测试结果如表1所示。
125.表1
126.密度(g/cm3)开孔率(%)弯曲强度(mpa)硅含量(%)1.84
±
0.0337.9
±
0.445.3
±
2.410.0
127.图3为本实施例所制备的si3n4‑
sic
‑
si陶瓷的孔径分布图。从图3可以看出,该si3n4‑
sic
‑
si陶瓷内部的孔洞均在1000nm以上,即这些孔洞均是微米级以上,其中两个峰值孔径分别对应3202nm和6034nm。
128.图4为实施例所制得的si3n4‑
sic
‑
si陶瓷的xrd谱图,从图4可以看出,所制备的si3n4‑
sic
‑
si陶瓷中主要有α
‑
si3n4相、β
‑
si3n4相、sic相和si相。根据该xrd谱图,可以计算出所制备的si3n4‑
sic
‑
si陶瓷中si相的质量分数为10.0%,α
‑
si3n4相和β
‑
si3n4相的总质量分数为65.9%。
129.图5为实施例所制备的铝基复合材料的断口形貌图,从图5可以看出,在断口中可以观察到局部致密区和一些“韧窝”状的区域。其中,这些致密区对应于si相,这些“韧窝”状区域对应于铝基体,铝基体呈现“韧窝”状的原因是因为其在复合材料断裂过程中发生了塑性变形。
130.本实施例还对所制备的铝基复合材料进行了性能测试,测试结果如表2所示。
131.表2
132.密度(g/cm3)弯曲强度(mpa)弯曲模量(gpa)热导率(w
·
m
‑1·
k
‑1)2.81
±
0.01306.3
±
14.8104.9
±
5.391.5
133.实施例2
134.本实施提供一种铝基复合材料的制备方法,该制备方法包括如下步骤:
135.1、制备si3n4‑
sic
‑
si陶瓷
136.1)将硅粉、酚醛树脂及其固化剂(酚醛树脂和固化剂均购买自美国圣莱科特集团公司产,型号为ssa
‑
1252,固化时间为8~15min)、烧结助剂(al2o3和y2o3,且质量比为1:2)和乙醇经球磨后混合均匀,得到混合浆料;其中,硅粉、酚醛树脂、固化剂、al2o3、y2o3和乙醇的质量比为92∶5∶1∶2∶138;
137.2)将上述混合浆料倒入表面皿中,表面皿置于烘箱中进行干燥,干燥温度为50℃,干燥时间为24h,将干燥后固体进行研磨,并经过100目的筛网,得到混合粉末;
138.3)将上述混合粉末倒入不锈钢模具中,采用热模压工艺将粉末成型得到块状的陶瓷素坯;其中,模压压力为10mpa,模压温度为145℃,保压时间为15min;
139.4)将所得到的陶瓷素坯置于真空烧结炉中进行碳化处理,得到碳化后的坯体;碳化升温工艺具体如下:i)以2℃/min的升温速率升至150℃;ii)再以1℃/min的升温速率升至300℃,保温30min;iii)以1℃/min的升温速率升至650℃;iiii)保温60min,得到碳化后的坯体;
140.5)将碳化后的坯体置于气压烧结炉中,坯体之间采用带孔石墨板隔开,以保证氮化过程中氮气流通顺畅;氮化处理如下:i)抽真空至
‑
0.101mpa后,以17℃/min的升温速率升至1000℃(该升温过程中一直抽真空);ii)充入n2直至气压为0.3mpa后,保持此气压,再以1℃/min的升温速率升至1300℃,在此过程中进行低温氮化;iii)以0.6℃/min的升温速率升温至1500℃,保温2h,在此过程中进行高温氮化,得到si3n4‑
sic
‑
si陶瓷。
141.2、铝基体填充至si3n4‑
sic
‑
si陶瓷的孔隙内
142.1)将si3n4‑
sic
‑
si陶瓷切割成一定形状的样品,并封装入不锈钢包套内部,样品之
间采用带槽石墨片隔开,石墨片与样品之间样品与不锈钢包套之间的间隙可供液体金属铝流通;
143.2)在真空度为200pa以下的条件下,将液态金属铝压入si3n4‑
sic
‑
si陶瓷的孔隙内;其中,在熔渗过程中,si3n4‑
sic
‑
si陶瓷的温度控制在660℃左右,铝基体的温度控制在950℃左右,采用的气体为氮气,其压力为10mpa,熔渗时间为10min,得到铝基复合材料。
144.在本实施例中,所制备得到的铝基复合材料中铝基体的体积百分数为34.5%,si3n4‑
sic
‑
si陶瓷中si的含量为11.3%,si3n4的质量分数为76.0%,剩余为sic和其它不可避免的杂质。
145.图6为本实施例所制得的si3n4‑
sic
‑
si陶瓷的断口形貌图,从该图可知,si3n4‑
sic
‑
si陶瓷具有三维连通多孔结构,这些孔洞之间的连通性较好,且孔径为1μm~99μm。除此之外,该si3n4‑
sic
‑
si陶瓷中还有一些晶须状产物,经检测,这些产物为α
‑
si3n4晶须。
146.另外,本实施例对所制备的si3n4‑
sic
‑
si陶瓷的性能进行了测试,测试结果如表3所示。
147.表3
148.密度(g/cm3)开孔率(%)弯曲强度(mpa)硅含量(%)1.87
±
0.0234.5
±
0.41.045.8
±
5.411.3
149.图7为本实施例所制备的si3n4‑
sic
‑
si陶瓷的孔径分布图。从图7可以看出,该si3n4‑
sic
‑
si陶瓷内部的孔洞均在1000nm以上,即这些孔洞均是微米级以上,其中峰值孔径对应2518nm。
150.图8为实施例所制得的si3n4‑
sic
‑
si陶瓷的xrd谱图,从图8可以看出,所制备的si3n4‑
sic
‑
si陶瓷中主要有α
‑
si3n4相、β
‑
si3n4相、sic相和si相。根据该xrd谱图,可以计算出所制备的si3n4‑
sic
‑
si陶瓷中si相的质量分数为11.3%,α
‑
si3n4相和β
‑
si3n4相的总质量分数为76.0%。
151.图9为实施例所制备的铝基复合材料的断口形貌图,从图9可以看出,在断口中可以观察到局部致密区和一些“韧窝”状的区域。其中,这些致密区对应于si相,这些“韧窝”状区域对应于铝基体,铝基体呈现“韧窝”状的原因是因为其在复合材料断裂过程中发生了塑性变形。
152.本实施例还对所制备的铝基复合材料进行了性能测试,测试结果如表4所示。
153.表4
154.密度(g/cm3)弯曲强度(mpa)弯曲模量(gpa)热导率(w
·
m
‑1·
k
‑1)2.79
±
0.04300.5
±
38.7122.1
±
5.289.7
155.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1