用于2.5D浮法玻璃的加工方法与流程
用于2.5d浮法玻璃的加工方法
技术领域
1.本发明涉及玻璃加工技术领域,尤其是涉及一种用于2.5d浮法玻璃的加工方法。
背景技术:
2.浮法玻璃是目前使用较为广泛的一类玻璃产品,其具有平度好、水波纹少、透明度好、结构紧密以及手感平滑等优点,并且在后续加工中,浮法玻璃容易切割、不易破损。尽管目前浮法玻璃具有诸多优点,但是,在浮法玻璃的制造时,其成型过程是在通入保护气体的锡槽中完成的,主要方法是将玻璃液漂浮在锡液表面,在重力和表面张力的作用下玻璃液铺展开形成浮法玻璃。由于加工方法的制约,在浮法玻璃表面会有一定量的锡残留。而锡的残留难以避免的会给玻璃带来一定的缺陷,通常将这些缺陷称为锡缺陷。
3.随着生产技术和消费需求的提高,2.5d玻璃因外形美观而受到消费者的广泛青睐。在2.5d浮法玻璃的加工过程中,由于锡缺陷的存在,会在2.5d玻璃的平面和弧面部分形成一些黑点,这些黑点的存在会大大降低玻璃产品的良率。为了解决2.5d浮法玻璃上的黑点问题,传统的方法往往需要牺牲大量的玻璃厚度,这样会浪费大量的材料,并且加工效率较低。
技术实现要素:
4.基于此,有必要提供一种能够有效保持玻璃平面部分厚度且有效消除锡缺陷影响的用于2.5d浮法玻璃的加工方法。
5.为了解决以上问题,本发明的技术方案为:
6.一种用于2.5d浮法玻璃的加工方法,包括如下步骤:
7.将2.5d浮法玻璃在钢化液中进行钢化处理,得到钢化玻璃;
8.去除所述钢化玻璃表面的钢化液,得到净化玻璃;
9.对所述净化玻璃的弧面部分进行抛光处理。
10.在其中一个实施例中,所述钢化液包括如下质量百分数的各组分:99%~100%硝酸钾熔融液和0~1%硝酸钠熔融液。
11.在其中一个实施例中,所述钢化处理包括如下步骤:
12.将所述2.5d浮法玻璃在390℃~450℃温度的钢化液中浸泡150~350min。
13.在其中一个实施例中,所述钢化液的温度为420℃~450℃。
14.在其中一个实施例中,对所述净化玻璃的弧面部分进行抛光处理之后还包括如下步骤:
15.将抛光处理之后的玻璃在清洗液中进行清洗处理。
16.在其中一个实施例中,所述清洗液的ph值为0.9~3.5或者所述清洗液的ph值为11.5~13.6。
17.在其中一个实施例中,所述清洗液的温度为45~60℃;和/或,所述清洗处理的时间为240s~360s。
18.在其中一个实施例中,所述清洗处理包括如下步骤:
19.将抛光处理之后的玻璃依次通过多个装有所述清洗液的清洗槽,控制所述抛光玻璃在每个所述清洗槽的清洗液中的停留时间为80s~130s。
20.在其中一个实施例中,去除所述钢化玻璃表面的钢化液包括如下步骤:
21.将所述钢化玻璃在35℃~55℃温度的水中浸泡250s~350s。
22.在其中一个实施例中,将2.5d浮法玻璃进行钢化处理之前还包括如下步骤:
23.将2.5d浮法玻璃在390℃~450℃温度下保温10min~15min。
24.上述用于2.5d浮法玻璃的加工方法包括如下步骤:将2.5d浮法玻璃在钢化液中进行钢化处理,得到钢化玻璃;去除钢化玻璃表面的钢化液,得到净化玻璃;对净化玻璃的弧面部分进行抛光处理。在对2.5d浮法玻璃的加工过程中,发明人发现,采用传统的方式对该玻璃加工之后,在玻璃的平面和弧面部分会出现一些黑点,为了去除这些黑点,往往需要进行很大程度的减薄处理,牺牲掉大量的玻璃厚度,这样很难保持玻璃的厚度,给2.5d浮法玻璃的加工带来很大的不便。发明人在对浮法玻璃进行深入研究之后,得到了上述用于2.5d浮法玻璃的加工方法。在该加工方法中,先对2.5d浮法玻璃进行钢化处理,然后去除玻璃表面的钢化液,再对玻璃的弧面部分进行抛光。采用上述加工方法能够有效消除玻璃的锡缺陷影响,并且不需要对玻璃的平面部分进行额外的减薄处理,因此,不需要牺牲平面部分的厚度,这样能够有效保持玻璃平面部分的厚度。同时,由于不需要对平面部分进行减薄处理,因此能够有效提高2.5d浮法玻璃的加工精度,还能够提高2.5d浮法玻璃的加工效率。
附图说明
25.图1为采用本发明对比例1中的加工方法之后的浮法玻璃的外观示意图;
26.图2为采用本发明实施例5中的加工方法之后的浮法玻璃的外观示意图。
27.图中标记说明:
28.100、2.5d浮法玻璃;101、黑点。
具体实施方式
29.为了便于理解本发明,下面将参照相关实施例对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
30.在本发明的描述中,应当理解的是,本发明中采用术语在本发明的描述中,应当理解的是,本发明中采用术语“中心”、“上”、“下”、“底”、“内”、“外”等指示的方位或位置关系仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
31.应当理解的是,本发明中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本发明范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。当两个元件为一体成型的结构时,同样可以认为该两个元件是“连接”关系。
32.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接
到另一个元件或者可能同时存在居中元件。
33.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
34.在浮法玻璃的制造时,其成型过程是在通入保护气体的锡槽中完成的,主要方法是将玻璃液漂浮在锡液表面,在重力和表面张力的作用下玻璃液铺展开形成浮法玻璃。由于浮法玻璃的制备方法的制约,导致在浮法玻璃表面会有一定量的锡残留。锡的残留难以避免的会给玻璃带来一定的缺陷,其中之一为在浮法玻璃的后续加工中,会导致玻璃表面出现一些黑点。为了去除这些黑点,传统的方法是采用大程度的减薄处理,减小玻璃的厚度而去除玻璃表面的黑点。这样很难保持玻璃的厚度,还会导致加工效率下降。
35.为了有效保持玻璃平面部分厚度且有效消除锡缺陷影响,本发明一实施例提供了一种用于2.5d浮法玻璃的加工方法。该加工方法包括如下步骤:将2.5d浮法玻璃在钢化液中进行钢化处理,得到钢化玻璃;去除钢化玻璃表面的钢化液,得到净化玻璃;对净化玻璃的弧面部分进行抛光处理。在该加工方法中,先对2.5d浮法玻璃进行钢化处理,然后去除玻璃表面的钢化液,再对玻璃的弧面部分进行抛光。采用上述加工方法能够有效消除玻璃的锡缺陷影响,并且不需要对玻璃的平面部分进行额外的减薄处理,因此,不需要牺牲平面部分的厚度,这样能够有效保持玻璃平面部分的厚度。同时,由于不需要对平面部分进行减薄处理,因此能够有效提高2.5d浮法玻璃的加工精度,还能够提高2.5d浮法玻璃的加工效率。
36.在一个具体的示例中,2.5d浮法玻璃的加工方法为:将2.5d浮法玻璃在钢化液中进行钢化处理,得到钢化玻璃;去除钢化玻璃表面的钢化液,得到净化玻璃;对净化玻璃的弧面部分进行抛光处理。在本示例中,仅采用钢化处理、去除钢化液、抛光处理同样能够有效保持玻璃的厚度,提高玻璃的加工效率。
37.作为钢化液的一种示例,钢化液包括如下质量百分数的各组分:99%~100%硝酸钾熔融液和0~1%硝酸钠熔融液。在钢化液中,硝酸钾熔融液为主要成分,配合一定量的硝酸钠熔融液能够保持良好的钢化效果。可以理解的是,钢化液可以是硝酸钾熔融液,不含硝酸钠熔融液。还可以理解的是,钢化液还可以是仅含硝酸钾熔融液和硝酸钠熔融液。具体地,钢化液为99%硝酸钾熔融液和1%硝酸钠熔融液;或者钢化液为99.5%硝酸钾熔融液和0.5%硝酸钠熔融液;钢化液为99.8%硝酸钾熔融液和0.2%硝酸钠熔融液;或者钢化液为99.2%硝酸钾熔融液和0.8%硝酸钠熔融液。
38.在一个具体的示例中,钢化处理包括如下步骤:将2.5d浮法玻璃在390℃~450℃温度的钢化液中浸泡150~350min。优选地,钢化液的温度为420℃~450℃。可以理解的是,钢化液的温度可以是但不限定为390℃、395℃、400℃、405℃、410℃、415℃、420℃、425℃、430℃、435℃、440℃、445℃或450℃。浸泡时间可以是但不限定为160min、165min、170min、180min、200min、250min、270min、275min、280min、285min、290min、295min、300min、305min、310min、315min、320min、325min、330min、335min、340min等。
39.在一个具体的示例中,对净化玻璃的弧面部分进行抛光处理之后还包括如下步骤:将抛光处理之后的玻璃在清洗液中进行清洗处理。为了便于描述,本发明中将净化玻璃的弧面部分进行抛光处理之后的玻璃记为抛光玻璃。即,对净化玻璃的弧面部分进行抛光
处理之后还包括如下步骤:将抛光玻璃在清洗液中进行清洗处理。
40.可选地,清洗液的温度为45℃~60℃。选择清洗液的温度时,清洗液的温度可以是但不限定为45℃、48℃、50℃、51℃、52℃、53℃、54℃、55℃、56℃、57℃、58℃、59℃、60℃。
41.可选地,清洗液的ph值为0.9~3.5或者清洗液的ph值为11.5~13.6。选择清洗液的ph值时,清洗液的ph值可以是但不限定为0.9、0.93、0.95、0.98、1.0、1.05、1.08、1.1、1.11、1.12、1.13、1.14、1.15、1.2、1.3、1.4、1.5、1.6、1.8、2.0、2.3、2.5、2.8、3.0、3.2、3.3、3.4、3.5、11.6、12.0、12.5、13.2、13.4、13.42、13.45、13.48、13.5、13.52、13.55、13.58、13.6。
42.可选地,清洗处理的时间为240s~360s。清洗处理时间太短难以对玻璃进行有效清洗,清洗时间太长会降低生产效率,且清洗液为酸性清洗液或碱性清洗液,清洗时间太长可能会给玻璃带来不利影响,降低玻璃的性能。可以理解的是,清洗处理的时间可以是但不限定为240s、250s、260s、270s、280s、290s、300s、310s、320s、330s、340s、350s或360s等。
43.具体地,清洗处理包括如下步骤:将抛光处理之后的玻璃(抛光玻璃)依次通过多个装有清洗液的清洗槽,控制抛光玻璃在每个清洗槽的清洗液中的停留时间为80s
‑
130s。通过多个清洗槽对抛光玻璃分别进行清洗,可以使抛光玻璃和清洗液更加充分地接触,进一步提高清洗效果。优选地,多个装有清洗液的清洗槽并排设置,此时,便于实现抛光玻璃在清洗槽之间的转移,提高生产线的加工效率。优选地,多个清洗槽中装有的清洗液的温度相同,这样便于对清洗液进行管理,提高各清洗槽清洗的一致性,进一步提高清洗效果。进一步优选地,抛光玻璃在各清洗槽的清洗液中的停留时间相等。比如,抛光玻璃在各清洗槽的清洗液中的停留时间为85s、90s、95s、98s、99s、100s、101s、102s、103s、104s、105s、110s、115s、120s、125s或130s。优选为100s。进一步地,在清洗槽的设置过程中,部分清洗槽装有ph值为0.9~3.5的清洗液,部分清洗槽装有ph值为11.5~13.6的清洗液。更进一步地,在清洗过程中,抛光玻璃首先经过一个装有ph值为0.9~3.5的清洗液的清洗槽,然后以此经过两个装有ph值为11.5~13.6的清洗液的清洗槽。
44.可以理解的是,对抛光玻璃在清洗液中进行清洗处理之后还包括如下步骤:对清洗处理之后的抛光玻璃在水中进行漂洗处理。对玻璃进行清洗之后,将玻璃在水中进行漂洗处理,能够去除玻璃表面的清洗液,便于对玻璃进行后续加工。具体地,漂洗处理包括如下步骤:将清洗处理之后的抛光玻璃依次通过多个装有水的漂洗槽,控制清洗处理之后的抛光玻璃在每个漂洗槽的水中的停留时间为98s~105s。这样可以对清洗处理之后的抛光玻璃进行多次漂洗,以提高漂洗效果。优选地,漂洗槽和清洗槽并排设置,此时可以在抛光玻璃完成清洗之后直接进行漂洗处理,进一步提高加工效率。进一步优选地,清洗处理之后的抛光玻璃在每个漂洗槽的水中的停留时间相等。比如,清洗处理之后的抛光玻璃在每个漂洗槽的水中的停留时间为98s、99s、100s、101s、102s、103s、104s或105s。优选为100s。
45.还可以理解的是,对清洗处理之后的抛光玻璃在水中进行漂洗处理之后还包括如下步骤:对漂洗处理之后的抛光玻璃进行干燥处理。将玻璃进行干燥处理,除去玻璃表面的水分,便于对玻璃进行后续加工。可以理解的是,干燥方法可以采用对漂洗处理之后的抛光玻璃进行烘干处理的方法。
46.在一个优选的方案中,将浮法玻璃在钢化液中浸泡之前还包括如下步骤:将浮法玻璃在390℃~450℃温度下保温10min~15min。对浮法玻璃进行保温处理,将浮法玻璃的
温度升高到与钢化液相匹配,可以提高钢化液的处理效果,避免温度的突变而对玻璃造成不利影响。
47.在一个具体的示例中,去除钢化玻璃表面的钢化液包括如下步骤:将钢化玻璃在35℃~55℃温度的水中浸泡250s~350s。在该温度范围内,钢化液能够在水中充分溶解,能够有效提高钢化玻璃表面的钢化液的去除效率。将钢化玻璃在35℃~55℃温度的水中浸泡250s~350s,可以将玻璃表面的钢化液进行充分去除,消除玻璃表面钢化液对后续加工的影响。
48.可以理解的是,去除钢化玻璃表面的钢化液时,水的温度可以是但不限定为35℃、40℃、45℃、50℃或55℃;钢化玻璃在水中的浸泡时间可以是但不限定为250s、280s、300s、320s或350s。在去除钢化玻璃表面的钢化液时,水的温度和钢化玻璃在水中的浸泡时间可以分别对应在以上所列的范围和数值中进行任意选择和组合以达到去除钢化玻璃表面的钢化液的目的。
49.作为另一个具体的示例,钢化液的温度为420℃。硝酸钾熔融液在该温度下能够获得更好的处理效果,提高强化效果。
50.需要说明的是,钢化液的温度、浸泡时间、清洗液的温度、清洗液的ph值以及清洗处理的时间可以分别在以上列出范围和数值内进行任意选择和组合。
51.在一个具体的示例中,清洗液的ph值为1。清洗液可以直接为市售清洗液,具体地,ph值为1的清洗液可以是深圳市海风润滑技术有限公司,牌号为ak173的清洗液。
52.在另一个具体的示例中,清洗液的ph值为13.5。清洗液可以直接为市售清洗液,具体地,ph值为13.5的清洗液可以是深圳市海风润滑技术有限公司,牌号为ak171的清洗液。
53.在一个具体的示例中,上述加工方法更加适用于旭硝子浮法玻璃(agc浮法玻璃),尤其是适用于agc dragontrail pro玻璃。即本发明还有一实施例提供了一种用于agc dragontrail pro玻璃的加工方法,包括如下步骤:将2.5d agc dragontrail pro浮法玻璃在钢化液中进行钢化处理,得到钢化玻璃;去除钢化玻璃表面的钢化液,得到净化玻璃;对净化玻璃的弧面部分进行抛光处理。在该加工方法中,先对2.5d浮法玻璃进行钢化处理,然后去除玻璃表面的钢化液,再对玻璃的弧面部分进行抛光。
54.可以理解的是,用于2.5d agc dragontrail pro玻璃的加工方法可以为上述列出的任一实施例、示例或方案等中的任一加工方法。对于agc dragontrail pro玻璃,传统的加工方法很容易在玻璃表面产生黑点,并且该玻璃对酸较为敏感,对碱的耐受性也较差,因此采用靠近中性的清洗液可以降低对玻璃自身的影响。但是,当使用靠近中性的清洗液时,玻璃表面难以清洗干净,难以达到清洗效果,这样会严重降低产品的良率和清洗效率。而采用本实施例中的加工方法时,玻璃表面出现黑点的情况明显减少甚至彻底消失,清洗效率和玻璃良率得到有效提高,同时玻璃自身也能够保持稳定的性能。
55.以下为具体实施例。
56.实施例1
57.本实施例中所使用的浮法玻璃为2.5d agc dragontrail pro玻璃。试验玻璃数量为156块。加工方法为:
58.s01:将浮法玻璃在400℃温度下保温20min。
59.s02:将s01中保温后的浮法玻璃在420℃温度的硝酸钾熔融液中浸泡300min,得到
钢化玻璃。
60.s03:将s02中得到的钢化玻璃在40℃温度的水中浸泡300s,得到净化玻璃。
61.s04:将s03中得到的净化玻璃的弧面部分进行抛光处理,得到抛光玻璃。
62.s05:将s04中得到的抛光玻璃在清洗液中进行清洗处理,清洗液的温度为55℃,清洗液的ph值为1,该清洗液购自深圳市海风润滑技术有限公司,牌号为ak173。清洗处理的时间为300s,在清洗处理时,将抛光玻璃依次通过3个装有清洗液的清洗槽,抛光玻璃在每个清洗槽的清洗液中的停留时间为100s。
63.s06:对s05中清洗处理之后的抛光玻璃在水中进行漂洗处理,并干燥。得到本实施例中清洗之后的浮法玻璃。
64.实施例2
65.本实施例中所使用的浮法玻璃为2.5d agc dragontrail pro玻璃。试验玻璃数量为156块。加工方法为:
66.s01:将浮法玻璃在400℃温度下保温20min。
67.s02:将s01中保温后的浮法玻璃在420℃温度的硝酸钾熔融液中浸泡300min,得到钢化玻璃。
68.s03:将s02中得到的钢化玻璃在40℃温度的水中浸泡300s,得到净化玻璃。
69.s04:将s03中得到的净化玻璃的弧面部分进行抛光处理,得到抛光玻璃。抛光处理方法与实施例1中s03中的抛光处理方法相同。
70.s05:将s04中得到的抛光玻璃在清洗液中进行清洗处理,清洗液的温度为55℃,清洗液的ph值为13.5,该清洗液购自深圳市海风润滑技术有限公司,牌号为ak171。清洗处理的时间为300s,在清洗处理时,将抛光玻璃依次通过3个装有清洗液的清洗槽,抛光玻璃在每个清洗槽的清洗液中的停留时间为100s。
71.s06:对s05中清洗处理之后的抛光玻璃在水中进行漂洗处理,并干燥。得到本实施例中清洗之后的浮法玻璃。
72.实施例3
73.与实施例1相比,本实施例的不同之处在于:将s01中保温后的浮法玻璃在450℃温度的硝酸钾熔融液中浸泡270min。清洗处理时,清洗液的温度为50℃,清洗液的ph值为0.9。
74.实施例4
75.与实施例1相比,本实施例的不同之处在于:将s01中保温后的浮法玻璃在390℃温度的硝酸钾熔融液中浸泡300min。清洗处理时,清洗液的温度为55℃,清洗液的ph值为13.4。
76.实施例5
77.本实施例中所使用的浮法玻璃为2.5d agc dragontrail pro玻璃。试验玻璃数量为156块。加工方法为:
78.s01:将浮法玻璃在400℃温度下保温20min。
79.s02:将s01中保温后的浮法玻璃在420℃温度的硝酸钾熔融液中浸泡300min,得到钢化玻璃。
80.s03:将s02中得到的钢化玻璃在40℃温度的水中浸泡300s,得到净化玻璃。
81.s04:将s03中得到的净化玻璃的弧面部分进行抛光处理,得到抛光玻璃。抛光处理
方法与实施例1中s04中的抛光处理方法相同。
82.s05:将s04中得到的抛光玻璃依次通过3个装有清洗液的清洗槽,抛光玻璃在每个清洗槽的清洗液中的停留时间为100s,其中,第一个清洗槽中的清洗剂购自深圳市海风润滑技术有限公司,牌号为ak173,ph值为1,清洗液的温度为55℃,第二个和第三个清洗槽中的清洗剂购自深圳市海风润滑技术有限公司,牌号为ak171,ph值为13.5,清洗液温度为55℃。
83.s06:对s05中清洗处理之后的抛光玻璃在水中进行漂洗处理,并干燥。得到本实施例中清洗之后的浮法玻璃。
84.本实施例中清洗之后的浮法玻璃的外观如图2所示,由图2可以看出,采用本实施例中加工方法之后,玻璃表面没有黑点产生,表明本实施例中的加工方法能够取得良好的清洗效果。同时表面也没有出现脏污。
85.对比例1
86.本对比例中所使用的浮法玻璃为2.5d agc dragontrail pro玻璃。试验玻璃数量为156块。加工方法为:
87.s101:将浮法玻璃的弧面部分进行抛光处理,得到抛光玻璃。抛光处理方法与实施例1中s04中的抛光处理方法相同。
88.s102:将s101中得到的抛光玻璃在清洗液中进行清洗处理,清洗液的温度为55℃,清洗液的ph值为1。清洗处理的时间为300s,在清洗处理时,将抛光玻璃依次通过3个装有清洗液的清洗槽,抛光玻璃在每个清洗槽的清洗液中的停留时间为100s,清洗液的配方与实施例1相同。
89.s103:对s102中清洗处理之后的抛光玻璃在水中进行漂洗处理,并干燥。
90.s104:将s103中干燥后的浮法玻璃在400℃温度下保温20min。
91.s105:将s104中保温后的浮法玻璃在420℃温度的硝酸钾熔融液中浸泡300min,得到钢化玻璃。
92.s106:将s105中得到的钢化玻璃在40℃温度的水中浸泡300s,得到净化玻璃。
93.s107:将s106中得到的净化玻璃在水中进行漂洗,并干燥。得到本对比例中清洗之后的浮法玻璃。
94.本对比例中清洗之后的浮法玻璃的外观如图1所示,由图1可以看出,采用本对比例中加工方法清洗之后,玻璃表面出现大量的黑点。具体地,请参阅图1,浮法玻璃100表面出现了大量黑点101。需要说明的是,在图1中,标记部分只对两个黑点101进行了标记,在图1中玻璃表面的斑点均为与标记相同的黑点,都是显示在玻璃表面的黑点。
95.对比例1玻璃表面的黑点通过大程度的减薄之后,能够去掉相应的黑点,但是需要牺牲大量的玻璃厚度,会造成大量的浪费,并且玻璃的整体厚度难以保持均匀,玻璃的良率难以保证。
96.对比例2
97.与对比例1相比,本对比例的不同之处在于,s102中清洗液的温度为50℃,清洗液的ph值为2。
98.对比例3
99.与对比例1相比,本对比例的不同之处在于,s102中清洗液为海风ak171,清洗的温
度为55℃,清洗液的ph值为13.5。
100.对比例4
101.与对比例1相比,本对比例的不同之处在于,s102中清洗液的温度为50℃,清洗液的ph值为12。
102.对比例5
103.与对比例1相比,本对比例的不同之处在于,s102中依次通过3个装有清洗液的清洗槽,抛光玻璃在每个清洗槽的清洗液中的停留时间为100s,其中,第一个清洗槽中的清洗剂购自深圳市海风润滑技术有限公司,牌号为ak173,ph值为1,清洗液的温度为55℃,第二个和第三个清洗槽中的清洗剂购自深圳市海风润滑技术有限公司,牌号为ak171,ph值为13.5,清洗液温度为55℃。
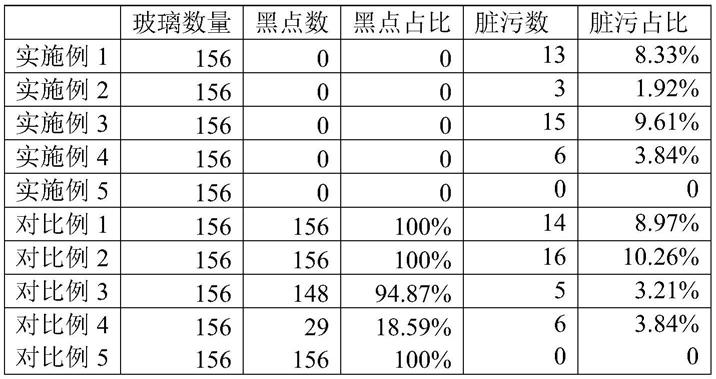
104.对实施例1~5、对比例1~5中清洗之后的浮法玻璃的外观进行观察,统计玻璃表面出现黑点的情况,结果如表1所示。
105.表1
[0106][0107]
对比例6
[0108]
本对比例中对清洗处理过程中清洗液为海风ak173在不同温度下的清洗效果进行了探究,清洗液ph值为1。清洗处理的时间分别为300s和10min。加工方法的其他步骤与实施例1相同。不同温度的清洗液清洗之后得到的结果如表2所示。
[0109]
表2
[0110][0111]
对比例7
[0112]
本对比例中对清洗处理过程中海风ak171清洗液在不同温度下的清洗效果进行了探究,清洗液ph值为13.5。清洗处理的时间分别为300s和10min。加工方法的其他步骤与实施例2相同。不同温度的清洗液清洗之后得到的结果如表3所示。
[0113]
表3
[0114][0115]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0116]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1