有色电镀玻璃马赛克的制作方法
1.本发明涉及技术领域为平板玻璃及玻璃砖在玻璃马赛克电镀的镀膜颜色技术领域,特别涉及有色电镀玻璃马赛克。
背景技术:
2.传统真空镀膜方法通常在平板玻璃及玻璃马赛克表面镀上黄金色和白金色,金属材料的颜色单一,且感观效果不佳。
技术实现要素:
3.本发明针对上述问题提供了有色电镀玻璃马赛克。
4.本发明所采用的技术方案为:有色电镀玻璃马赛克,其制备步骤包括三个环节:
5.环节s1:采用厚度为4mm\5mm\5mm\8mm的平板玻璃,用800℃烧制成透明玻璃马赛克,并将该透明玻璃马赛克清洗干净,环节s2:使用透明玻璃马赛克,根据所需颜色用指定原料配比调制出相应的液体颜料,并喷涂在马赛克底部,进行初步上色,所述颜色有兰色、咖啡色、浅咖啡色、深咖啡色、红色、白色、黑色、灰色;所述环节s2的初步上色制备过程包括以下步骤:
6.a1:调色,将光油,固化剂,稀释剂倒入搅拌容器中,再滴入色精,用搅拌器将其搅匀;
7.a2:喷色,把调好的色料加入喷枪杯中,调好喷枪压力、出水大小、雾化和粗细后将色料均匀地喷在玻璃的底面上;
8.a3:烘烤,把喷好颜色的玻璃推进烘房中,用80℃的温度恒温烘烤至少180min;
9.a4:冷却,把烘好的上色玻璃拉出烘房,让其自然冷却到25℃~30℃;
10.环节s3:
11.电镀:将环节s2中获得的初步上色的玻璃马赛克进行电镀,放入真空镀膜设备,进行最终上色,产生金属效果;
12.封漆:金属膜层表面封上一层玻璃油漆,获得成品。
13.所述光油,固化剂,稀释剂配比为4:13:4。
14.所述环节s3在电镀时在初步上色玻璃的底面镀上生产所需要的金属膜层。
15.所述浅咖啡色颜料制备所需原料配比为:光油4000/150g/
㎡
:固化剂1300/150g/
㎡
:稀释剂4000/150g/
㎡
:黑色色精0.01/150g/
㎡
:红色色精0.07/150g/
㎡
:黄色色精0.12/150g/
㎡
。
16.所述深咖啡色颜料制备所需原料配比为:光油4000/150g/
㎡
:固化剂1300/150g/
㎡
:稀释剂4000/150g/
㎡
:黑色色精0.02/150g/
㎡
:红色色精0.12/150g/
㎡
:黄色色精0.13/150g/
㎡
。
17.所述玻璃油漆包括透明漆、蒙砂漆、立纹漆、锤纹漆、裂纹漆、立体漆里的一种或多种。
18.本发明的有益效果:
19.本发明解决了玻璃或玻璃马赛克电镀颜色单一的问题。可以使平板玻璃及玻璃马赛克底部的镀膜效果,陈现出金属质感的兰色、咖啡色、红色、白色、黑色、灰色等。
20.玻璃或玻璃马赛克有色电镀方法,可以使各种颜色陈现出金属质感,像各种颜色的金属薄片附着在玻璃或玻璃马赛克底部。此方法打破各种金属在装饰上的限制,让更多领域及场所运用,突出别具一格的金属装饰效果。
21.本发明主要用料是光油,固化剂和色精,光油和固化剂是把颜色固定在透明的玻璃马赛克上面,色精用于颜色的调配,把色精滴入到光油中,调成我们所用的颜色,然后再均匀的喷到玻璃马赛克底部,再用80℃的温度恒温烘烤至少180min,烘烤以后加以冷却。完成初步上色,并用真空镀膜设备镀上所需要的膜层,突出金属质感效果。
附图说明
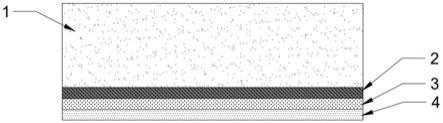
22.图1为本发明有色电镀玻璃马赛克的产品结构侧面图。
23.图2为本发明有色电镀玻璃马赛克的生产第一环节流程图。
24.图3为本发明有色电镀玻璃马赛克的生产第二环节流程图。
25.图4为本发明有色电镀玻璃马赛克的生产第三环节流程图。
26.(1、透明玻璃,2、第一层上色,3、第二层真空镀膜,4、第三层封底保护)
具体实施方式
27.下面结合附图对本发明作进一步说明。
28.为了解决传统真空镀膜方法通常在平板玻璃及玻璃马赛克表面镀上黄金色和白金色,金属材料的颜色单一,且感观效果不佳的问题,本发明提供一种如图所示的有色电镀玻璃马赛克,其制备步骤包括三个环节:
29.环节s1:采用厚度为4mm\5mm\5mm\8mm的平板玻璃,用800℃烧制成透明玻璃马赛克,并将该透明玻璃马赛克清洗干净;
30.环节s2:使用透明玻璃马赛克,根据所需颜色用指定原料配比调制出相应的液体颜料,并喷涂在马赛克底部,进行初步上色,所述颜色有兰色、咖啡色、浅咖啡色、深咖啡色、红色、白色、黑色、灰色;所述环节s2的初步上色制备过程包括以下步骤:
31.a1:调色,将光油,固化剂,稀释剂倒入搅拌容器中,再滴入色精,用搅拌器将其搅匀;
32.a2:喷色,把调好的色料加入喷枪杯中,调好喷枪压力、出水大小、雾化和粗细后将色料均匀地喷在玻璃的底面上;
33.a3:烘烤,把喷好颜色的玻璃推进烘房中,用80℃的温度恒温烘烤至少180min;
34.a4:冷却,把烘好的上色玻璃拉出烘房,让其自然冷却到25℃~30℃;
35.环节s3:
36.电镀:将环节s2中获得的初步上色的玻璃马赛克进行电镀,放入真空镀膜设备,进行最终上色,产生金属效果;
37.封漆:金属膜层表面封上一层玻璃油漆,对金属膜层加以保护,获得成品。
38.本发明中所述光油,固化剂,稀释剂配比为4:13:4。
39.本发明中所述环节s3在电镀时在初步上色玻璃的底面镀上生产所需要的金属膜层。
40.本发明中所述浅咖啡色颜料制备所需原料配比为:光油4000/150g/
㎡
:固化剂1300/150g/
㎡
:稀释剂4000/150g/
㎡
:黑色色精0.01/150g/
㎡
:红色色精0.07/150g/
㎡
:黄色色精0.12/150g/
㎡
。
41.本发明中所述深咖啡色颜料制备所需原料配比为:光油4000/150g/
㎡
:固化剂1300/150g/
㎡
:稀释剂4000/150g/
㎡
:黑色色精0.02/150g/
㎡
:红色色精0.12/150g/
㎡
:黄色色精0.13/150g/
㎡
。
42.本发明中所述玻璃油漆包括透明漆、蒙砂漆、立纹漆、锤纹漆、裂纹漆、立体漆里的一种或多种。
43.本发明主要以玻璃马赛克为主进行研发及生产应用,也可用于平板玻璃,玻璃砖。以玻璃马赛克为主,首先用厚度为4mm\5mm\5mm\8mm的平板玻璃,通过玻璃马赛克生产工艺,生产出透明的玻璃马赛克,通常规格为:15x15mm\15x30mm\23x23mm\23x48mm\48x48mm\23x73mm\73x73mm,也可以用其它异形规格,及玻璃砖。本发明技术要点是颜色的调控,主要用料是光油,固化剂和色精,光油和固化剂是把颜色固定在透明的玻璃马赛克上面,色精用于颜色的调配,把色精滴入到光油中,调成我们所用的颜色,然后再均匀的喷到玻璃马赛克底部,再用80度的温度恒温烘烤180min,烘烤结束后加以冷却,完成初步上色,并用电镀炉即真空镀膜设备镀上所需要的膜层,突出金属质感效果。
44.本实施例的三个生产环节如下:
45.一、生产第一环节,使用平板玻璃,用800摄氏度烧制成透明玻璃马赛克,平板玻璃一般为建筑级别平板玻璃,国内正规厂家均可。
46.二、生产第二环节,使用透明玻璃马赛克,多种指定原料调制出液体材料喷涂在马赛克底部,进行初步上色。
47.三、生产第三环节,使用初步上色的玻璃马赛克,经过真空镀膜设备,进行最终上色,产生金属效果,并封底,获得成品。
48.下面是本实施例中列举的两个颜色配比:
49.配方一:浅咖啡色
50.以150
㎡
的用料为例,基本用料:光油4000克,固化剂1300克,稀释剂4000克辅助用料:黑色色精0.01克,红色色精0.07克,黄色色精0.12克。
51.配方二::深咖啡色
52.以150
㎡
的用料为例,基本用料:光油4000克,固化剂1300克,稀释剂4000克辅助用料:黑色色精0.02克,红色色精0.12克,黄色色精0.13克。
53.本发明解决了玻璃或玻璃马赛克电镀颜色单一且感观效果不佳的问题,此方法打破各种金属在装饰上的限制,让更多领域及场所运用,突出别具一格的金属装饰效果。玻璃或玻璃马赛克有色电镀方法,可以使各种颜色陈现出金属质感,像各种颜色的金属薄片附着在玻璃或玻璃马赛克底部,感观效果佳。
54.以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相
似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1