一种电解铝用多孔阳极炭块生产方法与流程
1.本发明涉及一种阳极炭块生产方法,特别是涉及一种电解铝用多孔阳极炭块生产方法。
背景技术:
2.铝是地壳中元素最多的元素,世界上所有的铝都是电解法生产出来的,电解铝工业历经几十年发展,已经成为中国重要的基础产业,阳极炭块是电解铝时电解槽需要使用的一个物料,对于多孔的阳极炭块,利用阳极开孔增加阳极气体排放速度,提高铝电解的电流效率是行业多年的共识,近期又有技术人员提出通过向开孔阳极通过甲烷可以降低铝电解过程的碳耗,但在如何实现阳极开孔方面并没有好的方法,已知的方法是通过对成品阳极进行机械加工而成,如钻孔等,此类方的效率低,且对开孔的形式有一定的约束。
技术实现要素:
3.本发明所要解决的技术问题是:克服现有技术的不足,提供一种工艺相对简单,可以提高生产效率的电解铝用多孔阳极炭块生产方法。
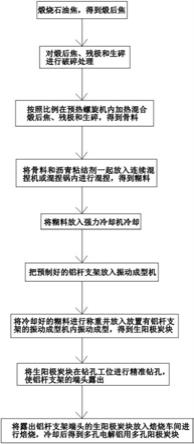
4.本发明为解决技术问题所采取的技术方案是:一种电解铝用多孔阳极炭块生产方法,包括以下步骤:s1:将石油焦放入温度为1250—1350℃的回转窑或罐式炉中煅烧,煅烧后得到煅后焦;s2:将煅后焦、残极和生碎进行破碎,分别破碎成符合粒度要求的煅后焦、残极和生碎进行破碎;s3:将破碎后符合粒度要求的煅后焦、残极和生碎按照71%煅后焦、26%残极和3%生碎的比例放入预热螺旋机内加热预混合,加热温度加热到170℃
±
5℃,得到混合均匀的骨料;s4:将预热均匀混合好的骨料和180℃沥青粘结剂一起放入连续混捏机或混捏锅内进行混捏,得到糊料,糊料混捏温度160
±
5℃;s5:将混捏好的温度为160
±
5℃的糊料放入强力冷却机冷却,将糊料冷却到150
±
5℃;s6:把预制好的铝杆支架放入振动成型机内,铝杆支架的端部与振动成型机内壁之间距离小于0.5cm;s7:将冷却好的糊料进行称重,称重后将糊料放入放置有铝杆支架的振动成型机内振动成型,进料温度150
±
5℃,出块温度145
±
5℃,得到生阳极炭块;s8、将生阳极炭块在钻孔工位进行精准钻孔,使铝杆支架的端头清理露出,以保证焙烧时铝液流出,形成多孔阳极;s9:将清理过的露出铝杆支架端头的生阳极炭块放入焙烧车间,在敞开式焙烧炉内按30小时移炉周期,经180小时,火道温度1150℃,阳极温度1080℃进行焙烧,焙烧过程
中,生阳极炭块中的铝杆支架融化流出,留下孔洞,冷却后得到多孔电解铝用多孔阳极炭块。
5.在步骤s2中,破碎成符合粒度要求的煅后焦包括粗焦、中焦、细焦和粉焦,所述粗焦占所述煅后焦总体的17
±
1%,粒度为6—12mm;所述中焦占所述煅后焦总体的10—11%,粒度为3—6mm;所述细焦占所述煅后焦总体的43
±
1%,粒度为0
‑
3mm;所述粉焦占所述煅后焦总体的30
±
1%,粒度为小于等于0.8mm。
6.在步骤s2中,所述残极指电解槽阳极残极,破碎成符合粒度要求的残极包括粗残和细残,所述粗残占所述残极总体的38.5
±
1%,粒度为3—12mm;所述细残占所述残极总体的61.5
±
1%,粒度为0
‑
3mm;所述生碎指成型车间不合格的生块或糊料,破碎成符合粒度要求的生碎指的的粒度为0
‑
3mm的生碎。
7.在步骤s4中,所述骨料的质量比占所述骨料和所述液体沥青总和的83
‑
85%,所述液体沥青的质量比占所述骨料和所述液体沥青总和的15
‑
17%。
8.在步骤s6中,铝杆支架的端部能够直接与所述振动成型机内壁接触,以便后续焙烧时,形成外显气孔。
9.在步骤s6中,所述铝杆支架由多个铝杆编制而成,铝杆的直径为5—10mm, 所述铝杆支架包括上框架、下框架和支撑杆,所述上框架由至少四个所述铝杆前后首尾依次连接,形成一个圆周封闭的多边形上框架,所述下框架由至少四个所述铝杆前后首尾依次连接,形成一个圆周封闭的多边形下框架,所述上框架与所述下框架之间通过由铝杆制成的所述支撑杆连接在一起,形成一个立体结构的铝杆支架。
10.本发明的积极有益效果是:1、本发明中利用铝杆支架制作多孔阳极炭块,能够根据客户需要,制作不同尺寸的阳极炭块,且铝杆支架在焙烧的过程中会在高温下融化,且不溶于糊料,会随着阳极炭块流出孔洞,不会给阳极炭块产生多余的废渣,提高多孔阳极炭块生产效率,提升产品质量。
11.2、本发明中在阳极炭块中开多孔,不仅能使铝电解过程产生的阳极气体通过阳极内部的多孔结构顺利排出,从而降低阳极气体在阳极底撑下存留的时间,降低电压降,从而实现了铝电解低能耗、低碳排放的效果,并且利用此方法生产出来的多孔阳极还可以通入代替碳阳极反应气体(如甲烷等),使铝电解过程中碳的消耗变少,从而降低碳的消耗,进而实现低碳排放的效果。
12.3、本发明中采用在阳极成型时加入铝杆支架的方式生产多孔阳极,工艺相对简单,不仅可以提高生产效率,容易规模化生产,而且可以实现不同的结构形式的开孔。
附图说明
13.图1是本发明一种电解铝用多孔阳极炭块生产方法的流程示意图;图2是本发明中铝杆支架的一种结构示意图。
具体实施方式
14.下面结合附图1、图2和具体实施例对本发明做进一步的解释和说明:图中,1
‑
上框架,2
‑
下框架,3
‑
支撑杆。
15.实施例1:一种电解铝用多孔阳极炭块生产方法,包括以下步骤:
s1:将石油焦放入温度为1300℃的回转窑或罐式炉中煅烧,煅烧后得到煅后焦;s2:将煅后焦、残极和生碎进行破碎,分别破碎成符合粒度要求的煅后焦、残极和生碎进行破碎;破碎成符合粒度要求的煅后焦包括粗焦、中焦、细焦和粉焦,所述粗焦占所述煅后焦总体的17%,粒度为6—12mm;所述中焦占所述煅后焦总体的10%,粒度为3—6mm;所述细焦占所述煅后焦总体的43%,粒度为0
‑
3mm;所述粉焦占所述煅后焦总体的30%,粒度为小于等于0.8mm。
16.所述残极指电解槽阳极残极,破碎成符合粒度要求的残极包括粗残和细残,所述粗残占所述残极总体的38.5%,粒度为3—12mm;所述细残占所述残极总体的61.5%,粒度为0
‑
3mm;所述生碎指成型车间不合格的生块或糊料,破碎成符合粒度要求的生碎指的的粒度为0
‑
3mm的生碎。
17.s3:将破碎后符合粒度要求的煅后焦、残极和生碎按照71%煅后焦、26%残极和3%生碎的比例放入预热螺旋机内加热预混合,加热温度加热到170℃℃,得到混合均匀的骨料;s4:将预热均匀混合好的骨料和180℃沥青粘结剂一起放入连续混捏机或混捏锅内进行混捏,得到糊料,糊料混捏温度160℃;所述骨料的质量比占所述骨料和所述液体沥青总和的83%,所述液体沥青的质量比占所述骨料和所述液体沥青总和的17%。
18.s5:将混捏好的温度为160℃的糊料放入强力冷却机冷却,将糊料冷却到150℃;s6:把预制好的铝杆支架放入振动成型机内,铝杆支架的端部与振动成型机内壁之间距离为0.3cm。
19.铝杆支架由多个铝杆编制而成,铝杆的直径为5—10mm,铝杆支架包括上框架1、下框架2和支撑杆3,上框架1由四个铝杆前后首尾依次连接,形成一个圆周封闭的四边形上框架1,下框架2由另外四个铝杆前后首尾依次连接,形成一个圆周封闭的四边形下框架2,上框架1与下框架2之间通过由铝杆制成的支撑杆3连接在一起,形成一个立体的正方体结构。
20.s7:将冷却好的糊料进行称重,称重后将糊料放入放置有铝杆支架的振动成型机内振动成型,进料温度150℃,出块温度145℃,得到生阳极炭块。
[0021] s8、将生阳极炭块在钻孔工位进行精准钻孔,使铝杆支架的端头清理露出,以保证焙烧时铝液流出,形成多孔阳极。
[0022]
s9:将清理过的露出铝杆支架端头的生阳极炭块放入焙烧车间,在敞开式焙烧炉内按30小时移炉周期,经180小时,火道温度1150℃,阳极温度1080℃进行焙烧,焙烧过程中,生阳极炭块中的铝杆支架融化流出,留下孔洞,冷却后得到多孔电解铝用多孔阳极炭块。
[0023]
实施例2:一种电解铝用多孔阳极炭块生产方法,包括以下步骤:s1:将石油焦放入温度为1300℃的回转窑或罐式炉中煅烧,煅烧后得到煅后焦;s2:将煅后焦、残极和生碎进行破碎,分别破碎成符合粒度要求的煅后焦、残极和生碎进行破碎;破碎成符合粒度要求的煅后焦包括粗焦、中焦、细焦和粉焦,所述粗焦占所述煅后焦总体的17%,粒度为6—12mm;所述中焦占所述煅后焦总体的10%,粒度为3—6mm;所述细焦占所述煅后焦总体的43%,粒度为0
‑
3mm;所述粉焦占所述煅后焦总体的30%,粒度为小于等于0.8mm。
[0024]
所述残极指电解槽阳极残极,破碎成符合粒度要求的残极包括粗残和细残,所述粗残占所述残极总体的38.5%,粒度为3—12mm;所述细残占所述残极总体的61.5%,粒度为
0
‑
3mm;所述生碎指成型车间不合格的生块或糊料,破碎成符合粒度要求的生碎指的的粒度为0
‑
3mm的生碎。
[0025]
s3:将破碎后符合粒度要求的煅后焦、残极和生碎按照71%煅后焦、26%残极和3%生碎的比例放入预热螺旋机内加热预混合,加热温度加热到170℃,得到混合均匀的骨料;s4:将预热均匀混合好的骨料和180℃沥青粘结剂一起放入连续混捏机或混捏锅内进行混捏,得到塑性较好的糊料,糊料混捏温度160℃;所述骨料的质量比占所述骨料和所述液体沥青总和的85%,所述液体沥青的质量比占所述骨料和所述液体沥青总和的15%。
[0026]
s5:将混捏好的温度为160℃的糊料放入强力冷却机冷却,将糊料冷却到150℃;s6:把预制好的铝杆支架放入振动成型机内,铝杆支架的端部与振动成型机内壁接触,在后续焙烧时,形成外显气孔。
[0027]
铝杆支架由多个铝杆编制而成,铝杆的直径为5—10mm,铝杆支架包括上框架1、下框架2和支撑杆3,上框架1由四个铝杆前后首尾依次连接,形成一个圆周封闭的四边形上框架1,下框架2由另外四个铝杆前后首尾依次连接,形成一个圆周封闭的四边形下框架2,上框架1与下框架2之间通过由铝杆制成的支撑杆3连接在一起,形成一个立体的正方体结构。
[0028]
s7:将冷却好的糊料进行称重,称重后将糊料放入放置有铝杆支架的振动成型机内振动成型,进料温度150℃,出块温度145℃,生阳极炭块。
[0029] s8、将生阳极炭块在钻孔工位进行精准钻孔,使铝杆支架的端头清理露出,以保证焙烧时铝液流出,形成多孔阳极。
[0030]
s9:将清理过的露出铝杆支架端头的生阳极炭块放入焙烧车间,在敞开式焙烧炉内按30小时移炉周期,经180小时,火道温度1150℃,阳极温度1080℃进行焙烧,焙烧过程中,生阳极炭块中的铝杆支架融化流出,留下孔洞,冷却后得到多孔电解铝用多孔阳极炭块。
[0031]
当然,本发明创造并不局限于上述实施方式,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出等同变形或替换,这些等同的变型或替换均包含在本申请权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1