高效立式高温好氧发酵设备的制作方法
1.本发明属于餐厨垃圾处理设备技术领域,具体涉及高效立式高温好氧发酵设备。
背景技术:
2.好氧发酵工艺是餐厨垃圾、湿垃圾资源化处置的主要工艺,通过好氧发酵,可以将餐厨垃圾、湿垃圾、农业方面有机废弃物变成有机肥原料。
3.立式高温好氧发酵设备已经用于处理湿垃圾、餐厨垃圾、厨余垃圾、农业秸秆、畜禽粪便、污泥等有机废弃物,并将这些有机废弃物通过高温好氧反应,将有机废弃物转化成有机肥原料,改善土壤,增加肥力。
4.采用好氧发酵工艺时,需要调节发酵过程的供氧量、温度、湿度和碳氮比。特别的,在冬季时需要调节供氧空气的温度,在使用立式高温好氧发酵设备处理湿垃圾、餐厨垃圾或者厨余垃圾时,使用过程中有下面几个问题:1)现有的立式高温好氧发酵设备采用开放式的上料方式,参照图1,采用如翻斗式上料机直接向立式高温好氧发酵设备仓门投料,发酵仓内臭气会挥发释放到空气中,引起大气污染;2)高温好氧发酵设备处理后的产出物含水率在40%左右,投料、出料均暴露在环境中,这就造成在投料或出料时设备附近扬尘污染、臭气污染; 3)在环境温度较低时(一般低于摄氏10度),供氧空气的温度偏低,使得发酵效率降低30%~40%,需要额外加温,能耗大;4)发酵仓内排出气体温度在50~60 摄氏度,直接排放到臭气处理系统中,影响臭气处理系统的工作效率,臭气处理系统的工作载荷大,缩短臭气处理系统的使用寿命。
技术实现要素:
5.本发明所要解决的技术问题是针对上述缺陷,提供高效立式高温好氧发酵设备,投料、出料时无臭气散发、无扬尘污染,回收排出臭气余温以加热引入新鲜洁净空气,既节能降耗,加速垃圾好氧发酵,又提高了臭气处理的效率。
6.本发明解决其技术问题采用的技术方案如下:
7.高效立式高温好氧发酵设备,包括立式的高温发酵罐,高温发酵罐的顶部设有进料口,高温发酵罐的底部设有出料口,所述的高温发酵罐包括机械仓、机械仓上部的发酵仓,发酵仓内设有搅拌机构、送氧机构,机械仓内设有连接搅拌机构驱动其回转的驱动机构、及连接送氧机构向发酵仓内供给高温洁净空气的送风机构,发酵仓、机械仓间设有保温层,发酵仓的顶部设臭气输出管路、净空气补充管路,臭气输出管路依次连接有余热回收装置、冷却装置,冷却装置连接臭气处理系统及液态回收管路,液态回收管路末端连接氨水回收容器,净空气补充管路连接余热回收装置,余热回收装置吸收输出臭气温度加热净空气补充管路补充的洁净空气,净空气补充管路通过送风管路连接送风机构向高温发酵罐内补充高温洁净氧气,高温发酵罐的侧边设有密闭的负压进料装置、密闭的负压出料装置,负压进料装置的出料端与发酵仓顶部的进料口连接,进料口处设有可开闭的进料阀,负压出料装置的入料端与发酵仓底部的出料口连接。
8.进一步的,所述的负压进料装置包括设置在高温发酵罐侧边的密闭的进料通道、设置在进料通道内的进料螺旋,进料通道的底端设有与可开闭的供料口,进料通道的上端连通发酵仓的进料口,进料通道连接由进料负压装置,进料通道内保持负压,所述的负压进料装置包括提料组件、分料组件,提料组件包括倾斜设置的提料料筒、提料料筒内的提料螺旋,分料组件包括分料料筒、分料螺旋,提料料筒的底端设有与供料装置连接的可开闭的供料口,提料料筒的上端通过连接料斗连接分料料筒,分料料筒的出料端连接发酵仓的进料口,提料料筒、分料料筒、连接料斗形成密闭上料通道,连接料筒处连接有负压装置。
9.进一步的,所述的负压出料装置包括由机械仓向外延伸的出料通道、出料通道内的出料螺旋,出料通道远离高温发酵罐的外端为可开闭的尾料口,出料螺旋的内端连通发酵仓底部的出料口,所述的保温层对应出料口处设有贯穿的配合出料口,出料通道连接有出料负压装置,出料通道内保持负压。
10.进一步的,所述的臭气输处管路包括发酵仓顶部设置的多个排气管、与排气管连接的热气管、连接热气管的臭气输出管,热气管的外部套设有套管,套管的一端连接有空气滤清器,套管的另一端连接所述的送风管路,热气管、套管构成所述的余热回收装置,套管、空气滤清器构成所述的净空气补充管路,所述的冷却装置、气液分离装置连接在臭气输出管上。
11.进一步的,所述的搅拌机构包括设置在发酵仓轴心处的搅拌轴、连接在搅拌轴上的搅拌叶片,搅拌轴底端穿过保温层延伸至机械仓内与所述的驱动机构连接,所述的送风机构包括多个设置在搅拌轴上的随搅拌轴同步转动的通风叶片、设置在搅拌轴内的立管、立管上端与通风压片连通,立管的底端随搅拌轴延伸至机械仓内。
12.进一步的,所述的搅拌轴的底部设有随搅拌轴同步转动的同步套,所述的通风叶片连接在同步套上,通风叶片上设有出风口,立管上端与通风叶片内部相通。
13.进一步的,所述的驱动机构包括设置在机械仓轴心处的空心的棘轮、棘轮推板、动力缸,棘轮推板套设在棘轮外与棘轮单向啮合,动力缸设置在棘轮推板侧边,动力缸的输出端连接棘轮推板的端部驱动棘轮推在水平面内往复摆动,所述的搅拌轴的底端与棘轮连接。
14.进一步的,所述的送风机构设有多套,每套送风机构均包括设置在机械仓内的高压送风机、进风管、辅助加热装置,进风管的外端与所述的送风管路连接,进风管的内端与所述的送氧机构连通,高压送风机、辅助加热装置串联在风管内,沿净空气流动方向,辅助加热装置处于高压送风机前侧,进风管的内端设有止回阀、检测净空气温度的温度传感器。
15.进一步的,所述的发酵仓由下向上依次包括底部发酵仓、中下部发酵仓、中上部发酵仓、顶部发酵仓,底部发酵仓、中下部发酵仓、中上部发酵仓、顶部发酵仓的仓体间通过仓体法兰盘连接。
16.进一步的,所述的冷却装置为液冷换热器,液冷换热器连接有循环水冷却装置,所述的气液分离装置为气液分离阀,液态回收管路沿竖向设置,液态回收管路上设有u型管。
17.本发明的有益效果是:采用上述方案,
18.1)本设备采用了密闭的且为负压状态的上料机构、出料机构,在投料及出料的过程全程密闭,有效阻止发酵仓内及餐厨垃圾的臭气挥发释放到空气中,减少大气污染,为环境友好型设备,改善提高了设备的环境友好度;
19.2)投料、出料密闭、负压,过程无扬尘污染;
20.3)余热回收装置充分利用了输出臭气的热量对引入的洁净空气进行加热,降低了对洁净空气升温的能耗,自动加热升温,节能,减少加热能源耗费约10%,尤其在环境温度较低时(一般低于摄氏10度),自动对供氧空气加热升温,促使加快发酵进展,提高餐厨垃圾处理效率;
21.4)使用热量回收装置和液冷换热器,使得发酵仓内排出的在50~60摄氏度臭气,降温至低于环境温度或室温,再输送到臭气处理系统中,降低了对臭气处理系统的冲击,延长了臭气处理系统的使用寿命,并且,可提高臭气处理系统的工作效率;
22.5)输出臭气被充分降温,臭气中的氨气被有效的转化成氨水溶液,获得富氨水肥,增大了氨气的分离量,提高臭气处理的效果。
附图说明
23.通过下面结合附图的详细描述,本发明前述的和其他的目的、特征和优点将变得显而易见。
24.图1为现有立式高温好氧发酵设备的结构示意图。
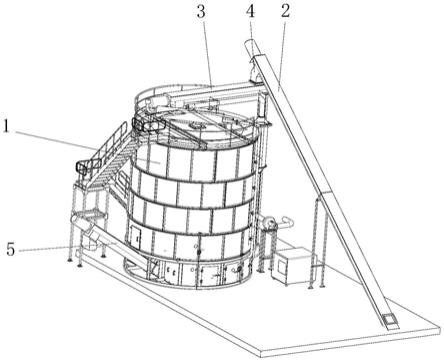
25.图2为本发明一种实施例的结构示意图。
26.图3为本发明一种实施例中负压进料装置、负压出料装置与高温发酵罐的配合状态示意图。
27.图4为本发明一种实施例的侧视图。
28.图5为本发明一种实施例的俯视图。
29.图6为本发明一种实施例中高温发酵罐的结构示意图。
30.图7为本发明一种实施例中搅拌机构的结构示意图。
31.图8为本发明一种实施例中通风叶片处的局部截面示意图。
32.图9为本发明一种实施例中驱动机构的结构示意图。
33.图10为本发明一种实施例中驱动机构的俯视图。
34.图11为本发明一种实施例中送风机构的结构示意图。
35.图12为本发明一种实施例中送风机构的俯视图。
36.图13为本发明一种实施例中余热回收装置的结构示意图。
37.图14为本发明一种实施例中套管处的截面结构示意图。
38.图15为本发明一种实施例中高温发酵罐的结构示意图另一侧结构示意图。
39.图16为本发明一种实施例中出液管路处的结构示意图。
40.图17为本发明实施例2中余热回收装置处的截面结构示意图。
41.图18为本发明实施例3中余热回收装置处的截面结构示意图。
42.图19为本发明实施例5中搅拌轴处的局部截面结构示意图。
43.其中:1为高温发酵罐,1
‑
1为机械仓,1
‑
2为发酵仓,1
‑
21为底部发酵仓, 1
‑
22为中下部发酵仓,1
‑
23为中上部发酵仓,1
‑
24为顶部发酵仓,1
‑
25为顶盖板,1
‑
3为数字温度仪表,1
‑
4为进料口,1
‑
5为拉板阀,
44.2为提料料筒,3为分料料筒,4为连接料斗,4
‑
1为进料负压风机,
45.5为出料料筒,
46.6为搅拌轴,6
‑
1为搅拌叶片,
47.7为护套,7
‑
1为通风叶片,7
‑
2为单向出气阀,7
‑
3为立管,
48.8为棘轮,8
‑
1为棘轮推板,8
‑
2为液压缸,8
‑
3为棘轮底座,
49.9为高压送风机,9
‑
1为进风管,9
‑
2为辅助加热装置,9
‑
3为对夹止回阀, 9
‑
4为对夹阀门,9
‑
5为温度传感器,
50.10为送风管路,
51.11为热气管,11
‑
1为翅片,11
‑
2为通孔,
52.12为支撑套管,13为臭气输出管,14为空气滤清器,15为液冷换热器,16 为出气管路,17为变频排风机,18为气液分离器,19为出液管路,20为u型管, 21为氨水回收阀门,22为氨水回收容器。
具体实施方式
53.下面结合附图对本发明的较佳实施例进行详细阐述,以使发明的优点和特征能更易被本领域人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
54.实施例1:参照图2
‑
图5,高效立式高温好氧发酵设备,包括立式的高温发酵罐1、设置在高温发酵罐1侧边的密闭的负压进料装置、密闭的负压出料装置,高温发酵罐1固定在水平的地基上,该地基优选的采用钢筋混凝土结构,为本设备提供一个较为平整、良好的运行环境,具体的,负压进料装置包括提料料筒2、分料料筒3,提料料筒2倾斜设置,提料料筒2处设有提料支架,以保持提料料筒的稳定性,提料料筒2的底部设有可开闭的供料口,优选的,供料口处设有手动控制或者可电动控制供料闸口,供料口用于连通垃圾转运车,使用时打开,不用时关闭,提高密闭性,防止臭气外溢,供料口可设置成便于与垃圾转运车连通的结构或者与其他输送设备连通的结构。
55.具体的,参照图3,提料料筒2的上端通过竖向设置的连接料斗4连接分料料筒3,分料料筒3的远离提料料筒2的内端延伸至高温发酵罐1顶端开设的进料口1
‑
4处,且与进料口1
‑
4处密闭连接,进料口1
‑
4处设有可开闭的拉板阀1
‑
5,提料料筒2、连接料斗4、分料料斗3构成一相对密闭的进料通道,提料料筒2的顶端设有提料电机(图中未示出),提料电机输出端连接提料料筒内的提料螺旋(图中未示出),将餐厨垃圾转运车供应来的餐厨垃圾进行提升,分料料筒3 的外端端部设有分料电机,分料电机的输出端连接分料料斗内的分料螺旋,提升后的餐厨垃圾经连接料斗4进入到分料料筒3,由分料料筒3推送至高温发酵罐 1内进行好氧发酵,投料时,拉板阀1
‑
5打开,进料通道向高温发酵罐内投送物料,投料结束后,拉板阀1
‑
5、供料闸口关闭,本设备采用的进料装置为密闭结构,在进料的过程中,垃圾始终属于密闭的状态,因此,有效的避免了投料时的臭气散发,提高并改善发酵罐的使用环境,减轻大气污染,为更好的避免臭气散发,连接料斗4处连接有进料负压风机4
‑
1,进料负压风机4
‑
1工作产生负压,有效的避免进料通道在投料时散发臭气。
56.密闭的负压出料装置包括由高温发酵罐1底部向外延伸的出料料筒5,出料料筒5内设有出料螺旋(图中未示出),出料料筒5原理高温发酵罐1的外端设有出料电机(图中未示出),出料电机转动带动出料螺旋转动实现出料,出料料筒的外端开口处设有可开闭的尾料电动闸门,在出料时打开,并且出料料筒5连接有出料负压风机,出料料筒5出料时出料负压风机打开,出料料筒5内呈负压状态,出料料筒密闭且负压,有效的避免了出料时的臭气
散发,高温发酵罐的底部设有与出料料筒内端连通的出料口,出料通道连接有出料负压装置,出料通道内保持负压,分料料筒3、提料料筒2均使用直径400mm的无轴螺旋,转速为 20转/分钟,出料料筒5也使用直径400mm的无轴螺旋,出料螺旋的转速为15转/ 分钟,可满足处置量为20吨/天的湿垃圾处理的使用要求,本发酵设备的垃圾处理效率高。
57.参照图6,具体的,高温发酵罐1包括机械仓1
‑
1、机械仓1
‑
1上部的发酵仓 1
‑
2,更近一步的,发酵仓1
‑
2的仓体由下至上依次包括底部发酵仓1
‑
21、中下部发酵仓1
‑
22、中上部发酵仓1
‑
23、顶部发酵仓1
‑
24,底部发酵仓1
‑
21、中下部发酵仓1
‑
22、中上部发酵仓1
‑
23、顶部发酵仓1
‑
24的仓体间通过仓体法兰盘连接,分体式结构,便于发酵罐的制造装配,可根据实际的使用需求进行合理的设计,提高处理量,适用性比较强,便于本发酵罐的推广、应用,并且,将发酵罐内分成不同的层份,垃圾在罐内不同位置处的发酵程度不同,能够根据不同位置的发酵程度对发酵的进展进行控制、调整,便于更好的掌控发酵,提高餐厨垃圾好氧发酵处理的效果,底部发酵仓1
‑
21、中下部发酵仓1
‑
22、中上部发酵仓1
‑
23、顶部发酵仓1
‑
24的仓体中部个设有一个数字温度仪表1
‑
3,机械仓1
‑
1的侧边设有plc控制柜,数字温度仪表1
‑
3连接plc控制柜,数字温度仪表 1
‑
3内置有pt100传感器,数字温度仪表1
‑
3将检测的各个仓层的温度数据反馈给 plc控制柜,检测发酵的温度是否达标,反应发酵的进展情况,便于更好的控制好氧发酵,优选的,顶部发酵仓1
‑
24的顶部可设置顶盖板1
‑
25,顶盖板1
‑
25与顶部发酵仓1
‑
24的仓体连接,用于提高顶部发酵仓1
‑
24的顶部结构强度,同时,再次的密封,顶盖板1
‑
25提高发酵罐顶部的承载能力,能够承担臭气输出机构、净空气补充机构等机构的载荷,加强罐体强度,发酵仓1
‑
2、机械仓1
‑
间设有保温层1
‑
5,保温层1
‑
5避免发酵仓1
‑
2的温度由底部散失,促使提高发酵效果,保证发酵仓的温度属于合适的范围内,发酵仓的外壁可设置外壁保温层,以用于保温,保温层1.5对应出料口处设有贯穿的配合出料口,促使发酵仓1
‑
2内的发酵温度处于合适的范围内,同时,隔绝发酵仓1
‑
2与机械仓1
‑
1间的温度传递,避免发酵仓1
‑
2的高温影响机械仓1
‑
2,促使机械仓1
‑
1保持适宜的温度,使得设置在机械仓1
‑
1内的各个部件保持良好的工作状态,便于机械仓1
‑
1的散热。
58.发酵仓1
‑
2内设有搅拌机构、送氧机构,参照图7,搅拌机构包括设置在发酵仓1
‑
2轴心处的搅拌轴6、连接在搅拌轴6上的搅拌叶片6
‑
1,搅拌轴6的底端穿过保温层1
‑
5延伸至机械仓1
‑
1内,并且与设置在机械仓1
‑
1内的驱动机构连接,搅拌轴6的底端与底部发酵仓1
‑
21的底侧仓体通过轴承或者其他的转动配合元件活动配合,搅拌轴6的顶端与顶部发酵仓1
‑
24或者顶盖板1
‑
25轴心处设置的顶部轴承活动配合,搅拌轴6保持顺畅的回转性,搅拌叶片6
‑
1呈多层分布,沿着搅拌轴6轴向的方向上,搅拌叶片6
‑
1呈四层分布,四层搅拌叶片分别对应底部发酵仓1
‑
21、中下部发酵仓1
‑
22、中上部发酵仓1
‑
23、顶部发酵仓1
‑
24,每层包括三个沿周向均匀分布的搅拌叶片6
‑
1,每层的搅拌叶片的位置交错设置,搅拌有叶片61对应的对底部发酵仓1
‑
21、中下部发酵仓1
‑
22、中上部发酵仓1
‑
23、顶部发酵仓1
‑
24处的餐厨垃圾进行搅动,促使发酵均匀,搅拌轴6的底部设有护套7,护套7与搅拌轴6同步转动,护套7上设有三个沿周向均匀分布的通风叶片 7
‑
1,参照图8,通风叶片7
‑
1的内部设有空腔,通风叶片7
‑
1的表面设有若干个出气口,出气口处设有单向出气阀7
‑
2,能够避免回流,单向出气阀7
‑
2于空腔连通,空腔内的气体经单向出气阀7
‑
2喷射到发酵罐中,向发酵罐中提供高温的净空气,提供高温氧气,用于高温好氧发酵,搅拌轴7的内部设有竖向的立管7
‑
3,立管7
‑
3的顶端通过四通连接三个通风叶片7
‑
1的空腔,四通与立管7
‑
3顶端间保持可转动配合,并
且可转动配合处保持密封,避免泄气,立管7
‑
3的底端延伸至机械仓1
‑
1内,与送风机构连接,通过立管7
‑
3向通风叶片7
‑
1提供热净空气,通风叶片7
‑
1还起到搅拌的作用,边搅拌边由发酵仓1
‑
2的底部向发酵仓1
‑
1内充入洁净的新鲜氧气,满足发酵罐1
‑
1内的发酵需求,洁净的新鲜氧气以高速度通入,同时还起到鼓泡的作用,上下扰动发酵仓内的物料,促使搅拌的更为均匀,促使发酵效果的提高,为了配合发酵仓1
‑
2的结构,搅拌轴6可分成4部分,也就是搅拌轴6由四个轴段组成,相邻的两轴段之间通过轴连接器连接,与发酵仓的结构配合,便于生产,提高发酵罐的适用性,发酵罐的结构灵活,能够根据实际需要生产配套,降低设备投入成本。
59.参照图9、图10,机械仓1
‑
1内的轴心处通过棘轮底8
‑
3座设置有空心的棘轮 8,棘轮8与棘轮底座8
‑
3活动配合,棘轮8的外部套设有棘轮推板8
‑
1,棘轮推板 8
‑
1与棘轮8单向啮合,棘轮推板8
‑
1推动棘轮8单向转动,优选的,棘轮推板8
‑
1 为关于棘轮8轴心的左右对称结构,机械仓1
‑
1内设有两个液压缸8
‑
2,两个液压缸8
‑
2对称的分布棘轮8的两侧,机械仓1
‑
1的内部或者外部设置有液压泵站,液压泵站连接液压缸,液压泵站连接plc控制柜,液压缸8
‑
2的输出端与棘轮推板 8
‑
1的端部活动连接,两个液压缸8
‑
2由plc控制柜控制,液压缸8
‑
2控推动棘轮推板8
‑
2在水平面内做往复的摆动,实现棘轮8的转动,搅拌轴7的底部与棘轮8 连接,实现驱动搅拌轴的回转,立管7
‑
3穿过棘轮8延伸至棘轮底座8
‑
3处,棘轮底座8
‑
3的处设有两个关于棘轮8轴心左右对称分布的送风机构,通过plc控制柜对本设备的驱动机构、发酵罐内的温度等进行控制或检测,能够根据发酵的进展进行相应的控制,有效的提高了发酵的效果,能够实现自动化运行,提高垃圾的处理效率。
60.参照图11、图12,送风机构包括设置在机械仓1
‑
1内的高压送风机9、进风管9
‑
1、辅助加热装置9
‑
2,两侧的进风管9
‑
1呈对称结构,棘轮底座8
‑
3的下部设有两个送氧进风口,进风管的前端与送氧进风口通过法兰连接,且法兰处串联有对夹止回阀9
‑
3,高压送风机9、辅助加热装置9
‑
2串联在风管9
‑
1中,并且,沿净空气流动方向,辅助加热装置9
‑
2处于高压送风机9的前侧,发酵罐1的边侧设有竖向排布的送风管路10,进风管9
‑
1的外端与送风管路10的底端连通,送风管路10向进风管9
‑
1提供新鲜的净热空气,高压送风机9提供动力,将送风管路 10提供的净热空气加压后输送给辅助加热装置9
‑
2,辅助加热装置9
‑
2优选的采用空气加热器,对净热空气加热到满足发酵要求的温度,通过进风管9
‑
1、立管 7
‑
3进入到发酵仓1
‑
2中,加热后的净热空气能够极大的提高发酵仓内的发酵速度,提高发酵效果,缩短餐厨垃圾处理的时间,两个送风机构对称设置,便于机械仓的结构排布,且为机械仓内其他元件的布局预留充足的空间,高压送风机9能够对净热空气提供充足的动力,净热空气快速度的进入到辅助加热装置内进行热交换仍具有充足的动力,进入到发酵仓内的空气具备一定的速度,进风管9
‑
1上设有对夹阀门9
‑
4,用于调送氧风量,对夹止回阀9
‑
3便有安装,能够避免回流,进风管9
‑
1靠近对夹止回阀9
‑
3处设有检测净空气温度的温度传感器9
‑
5,温度传感器9
‑
5检测温度,向plc控制柜反馈送氧供风的温度,以精度的控制辅助加热装置9
‑
2,plc控制柜连接辅助加热装置9
‑
2,节省能源消耗。
61.参照图13、图14,发酵仓1
‑
2的顶部的顶盖板1
‑
25上设有两个排气管1
‑
3,两个排气管1
‑
3连通发酵仓1
‑
2,两个排气管1
‑
3连接一热气管11,热气管11连通有臭气输出管13,热气管11的外部套设有套管12,套管12的一端连接一空气滤清器14,套管12的另一端连接送风管路10的上端,套管12的外部可设置支架,支架固定在顶盖板上,用于支撑套管12,热气
管11、套管12构成夹套形结构的余热回收装置,套管12、空气滤清器14构成净空气补充机构,排气管1
‑
3用于排出发酵仓内的高温发酵废气,高温发酵废气在流经热气管11时,与套管12进行热交换,套管12内是经空气滤清器14引入的洁净空气,发酵仓内排出的温度高的臭气与从空气滤清器进来的洁净空气在余热回收装置内进行热交换,从而回收臭气中的热量,在套管内发生热交换,洁净空气吸热变成经热空气经送风管路10向下输送,充分的利用了发酵废气的热量,降低了对洁净空气加热的能耗,节能环保,本设备中采用的余热回收装置的结构简单,便于制造,成本低,能够有效的对引入的净空气进行加热,为降低成本,提高热回收效率,套管12可采用直径500mm的pp管,热气管11才可采用直径200mm的薄壁铜管或铝管,同时,套管12的外表包覆保温材料,减少热交换使的热能损失,空气滤清器14使用直径160mm的空气滤清器,送风管路10可采用直径160mm的pvc管,外面包覆保温材料,以减少在送风过程中的热能损失,优选的,热气管11的外壁设有螺旋盘绕的翅片11
‑
1,翅片11
‑
1上设有多个通孔11
‑
2,通孔11
‑
2错位排布,翅片11
‑
1增大热交换的面积,净空气与翅片撞击进行换热,通孔11
‑
2使得洁净空气可由通过,提高余热回收装置的热能回收效率。
62.参照15、图16,从余热回收装置引出的臭气输出管13连接有液冷换热器15,液冷换热器的输出端连接有出气管路16,出气管路16连接外设的臭气处理系统,出气管路16中设有变频排风机17,变频排风机17通过风机三通连接在出气管路 16中,优选的,出气管路16上设有气液分离器18,气液分离器18设置在风机三通处,变频排风机17连接在气液分离器18的出气端,气液分离器18的出液口连接出液管路19,出液管路19沿发酵罐侧壁竖向设置,出液管路19向下延伸至地基处,出液管路19的下端连接有u型管20,u型管20的另一端顶部设有氨水回收阀门21,氨水回收阀门21再通过收集管路连接到氨水回收容器22,臭气经余热回收装置回收热能后,仍具有较高的温度,再通过液冷换热器15的热能回收后,臭气的温度降至不高于室温或环境温度,臭气被完全的降温,降温后的臭气在变频排风机的作用下通入臭气处理系统进行臭气处理,臭气的温度低,降低了对臭气处理系统的冲击,有效的提高了臭气处理系统的使用寿命,本发酵设备能够避免臭气直接外排,避免了对大气的污染,降低了臭气处理对设备的冲击、损耗。
63.液冷换热器15的连接有冷却水循环管路(图中为示出),冷却水循环管路分别连接液冷换热器15的循环水进口、循环水出口,冷却水循环管路连接有冷却塔,来自冷却塔的低温循环水,经循环水进口进入液冷换热器15,吸收臭气的余热,经循环水出口流出,返回到冷却塔,冷却臭气,极大的减少了对臭气处理系统的冲击,有效的延长了臭气处理系统的使用寿命,液冷换热器15使用 30平方的不锈钢sus304材质的列管式换热器,冷却塔使用30吨的冷却塔,可满足臭气降温的使用需求。
64.经液冷换热器15完全降温后的臭气再经气液分离器18的作用后,分离出臭气中的液体,液体中溶解大量的氨气形成氨水,氨水沿出液管路19进入u型管20,然后,再通过氨水回收阀门21对氨水进行回收,再通过收集管路进入氨水回收容器22,收集管路中可设置泵,不仅实现给臭气降温,还能产生氨水液肥。
65.发酵罐侧边设有检修梯台,检修梯台由发酵罐底侧延伸至顶端,发酵仓1
‑
2 的顶端、顶盖板相应处设有检修设备的检修口,用于设备的维护。
66.本设备工作原理:
67.经过预处理的有机垃圾物料,经过提料料筒2、分料料筒3的提升、输料,在拉板阀
1
‑
5打开的状态下,物料经进料口1
‑
4进入发酵仓1
‑
1内,输送过程全程密闭,且提料料筒2、分料料筒3、连接料斗4内保持负压,有效的防止了臭气散发到环境中,并且,避免了扬尘,经过5
‑
7天,投入的物料经好氧发酵后,打开出料口,发酵后的有机肥原料从出料口进入出料料筒5,出料料筒5的输出端连接密闭容器(如可以收口的吨袋),进行出料,出料的过程封闭,避免臭气散发、避免扬尘污染,相比现有设备,本发酵设备为环境友好型设备,有效降低、避免环境污染,有机垃圾的处理效果显著提高,本设备使用场地环境质量显著提高,本发酵设备拥有现有设备不可比拟的应用优势。
68.发酵仓1
‑
2内的气体温度在60摄氏度左右,变频排风机17会把发酵仓1
‑
2内的臭气通过两个通气孔1
‑
3抽出,高温气体经过余热回收装置的热气管11进入臭气输出管13,新鲜空气从空气滤清器14进入余热回收装置的套管12,从空气滤清器14进来的洁净空气与发酵仓内排出的温度高的臭气在余热回收装置内进行热交换,从而回收臭气中的热量,在吸收高温气体的热量后,被加热的洁净空气经送风管路10进入机械仓1
‑
1内的高压送氧风机9,这样,经过加热的洁净空气通过高压送氧风机9向发酵仓1
‑
2内供应合适温度的氧气,为达到设定的温度,进风管9
‑
1处设置的辅助加热装置能够对新鲜的洁净空气再次提温,发酵仓1
‑
2 内补入的新鲜洁净空气的温度可调可控,既加速了发酵进展,又可以节能降耗,提高了垃圾处理的控制性、灵活性,本发酵设备相较于现有设备其性能显著提升。
69.发酵仓1
‑
2排出的高温废气通过余热回收装置处理后经臭气输出管13进入液冷换热器15,高温废气温度再次降温,并发生冷凝,废气中含有的氨气溶于冷凝水,再经过气液分离器的作用后,气液分离,冷凝水经过出液管路19流到下部的u型管20处,当氨水溶液收集到一定量时,打开氨水回收阀门22,使得氨水溶液流到氨水回收容器22内,不仅能给臭气降温,还能制备的氨水液肥,扩展本发酵设备的发酵产物,提高应用能力。
70.高温发酵罐1的侧边设有检修梯台,检修梯台由于地基延伸至发酵仓1
‑
2的顶端,发酵仓1
‑
2的顶端设检修口,便于检修设备,对应的顶盖板处设有检修入口。
71.实施例2:本实施与实施例1的区别在于,本实施例中,参照图17,从余热回收装置引出的臭气输出管13连接有液冷换热器15,液冷换热器的输出端连接有出气管路16,出气管路16连接外设的臭气处理系统,出气管路16中设有变频排风机17,变频排风机17通过风机三通连接在出气管路16中,风机三通下侧的管路为液管路19,变频排风机17通过管路连接臭气处理系统,出液管路19沿发酵罐侧壁竖向设置,出液管路19向下延伸至地基处,出液管路19的下端连接有u 型管20,u型管20的另一端顶部设有氨水回收阀门21,氨水回收阀门21再通过收集管路连接到氨水回收容器22,高温废气通过余热回收装置处理后经臭气输出管13进入液冷换热器15,高温废气温度再次降温并发生冷凝,废气中含有的氨气溶于冷凝水,冷凝水经过出液管路19流到下部的u型管20处,当氨水溶液收集到一定量时,打开氨水回收阀门22,使得氨水溶液流到氨水回收容器22内,不仅能给臭气降温,还能制备的氨水液肥,臭气经变频排风机17输入臭气处理系统,臭气温度低,减小了对臭气处理系统的负荷,延长了处理的寿命,同时提高了臭气处理的效率。
72.实施例3:本实施与实施例1的区别在于,本实施例中,参照图18,余热回收装置包括热气管11、热气管11外部套设的套管12,热气管11连接空气滤清器 14、送风管路10,套管12连接两个排气管1
‑
3,发酵废气经排气管1
‑
3进入到套管12中,套管12的管腔形成换热空间,热气管11由套管12的一端引入并由另一端引出,热气管11处于套管12内的管体呈螺旋
状,套管管壁与热气管11的外壁间设有翅片,翅片上开设通孔,发酵废气进入到凹套管后,在套管内停留将发酵废气的温度传递给套管内的翅片、热气管,对热气管内的净空气进行加热,发酵废气在套管官腔内的停留施加长,翅片增大换热速度,增大了换热效率,提高对洁净空气的加热效果。
73.实施例4:本实施与实施例1的区别在于,本实施例中,余热回收装置包括热气管11、热气管11外部套设的套管12,套管12连接送气管路10、空气滤清器 14,热气管11呈螺旋状盘绕,螺旋盘绕的热气管11的外壁设有翅片,套管12套设在热气管螺旋盘绕的管体处,热气管11采用铜管或铝管,套管采用pvc管,套管的外壁设有保温棉层,保温隔热,减小套管内温度散失,螺旋绕设的热气管的长度长,增大了在套管内的流动时间,增大了散热量,提高臭气温度回收的效率,翅片提高热交换的效率。
74.实施例5:本实施与实施例1的区别在于,本实施例中,参照图7,搅拌机构包括设置在发酵仓1
‑
2轴心处的搅拌轴6、连接在搅拌轴6上的搅拌叶片6
‑
1,搅拌轴6的底端穿过保温层1
‑
5延伸至机械仓1
‑
1内,并且与设置在机械仓1
‑
1内的驱动机构连接,搅拌轴6的底端与底部发酵仓1
‑
21的底侧仓体通过轴承或者其他的转动配合元件活动配合,搅拌轴6的顶端与顶部发酵仓1
‑
24或者顶盖板1
‑
25轴心处设置的顶部轴承活动配合,搅拌轴6保持顺畅的回转性,搅拌叶片6
‑
1呈多层分布,沿着搅拌轴6轴向的方向上,搅拌叶片6
‑
1呈四层分布,四层搅拌叶片分别对应底部发酵仓1
‑
21、中下部发酵仓1
‑
22、中上部发酵仓1
‑
23、顶部发酵仓1
‑
24,每层包括三个沿周向均匀分布的搅拌叶片6
‑
1,每层的搅拌叶片的位置交错设置,搅拌有叶片61对应的对底部发酵仓1
‑
21、中下部发酵仓1
‑
22、中上部发酵仓1
‑
23、顶部发酵仓1
‑
24处的餐厨垃圾进行搅动,促使发酵均匀,搅拌叶片6
‑
1的内部设有空腔,搅拌叶片6
‑
1的表面设有若干个出气口,出气口处设有单向出气阀,单向出气阀与空腔连通,空腔内的气体经单向出气阀喷射到发酵仓中,向发酵罐中提供高温的高温的洁净空气,提供高温氧气,用于高温好氧发酵,参照图19,搅拌轴7的内部设有竖向的立管7
‑
3,搅拌轴7设有密封的轴腔,立管7
‑
3的顶端与轴腔连通,搅拌叶片6
‑
1的空腔通过内管与轴腔连通,立管7
‑
3与轴向配合处保持转动,且配合处保持密封,立管7
‑
3的底端延伸至机械仓1
‑
1内,与送风机构连接,通过立管7
‑
3向搅拌叶片6
‑
1提供热净空气,多个搅拌叶片6
‑
1组成送氧机构,在起到搅拌作用的同时,向发酵仓1
‑
1内充入洁净的新鲜氧气,满足发酵罐1
‑
1内的发酵需求,洁净的新鲜氧气以高速度通入,同时还起到鼓泡的作用,上下扰动发酵仓内的物料,促使搅拌的更为均匀,促使发酵效果的提高,为了配合发酵仓1
‑
2的结构,搅拌轴6可分成4部分,也就是搅拌轴6由四个轴段组成,相邻的两轴段之间通过轴连接器连接,轴连接器处保持密封,与发酵仓的结构配合,便于生产,提高发酵罐的适用性,发酵罐的结构灵活,能够根据实际需要生产配套,降低设备投入成本。
75.以上所述的实施例,仅为本发明的具体实施方式,用以说明本发明的技术方案,而非对其限制,本发明的保护范围并不局限于此,尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,其依然可以对前述实施例所记载的技术方案进行修改或可轻易想到变化,或者对其中部分技术特征进行等同替换;而这些修改、变化或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1