用3D打印来制作混合陶瓷/金属、陶瓷/陶瓷体的方法与流程
文档序号:27034045发布日期:2021-10-24 06:09阅读:449来源:国知局
导航: X技术> 最新专利>无机化学及其化合物制造及其合成,应用技术
用3d打印来制作混合陶瓷/金属、陶瓷/陶瓷体的方法
技术领域
1.本发明大体涉及强化陶瓷或陶瓷复合材料,以及用于通过添加式打印技术制备所述材料、构件和/或结构来的方法,其中复合材料具有内部和外部几何结构两者,并且本发明更特别地涉及使用添加式打印技术来制作复合或混合功能构件的方法。
背景技术:
2.本发明大体涉及使用添加式制造过程来产生强化陶瓷或陶瓷复合材料的方法,诸如(但不限于)陶瓷
‑
陶瓷或陶瓷
‑
金属混合(即,金属陶瓷)材料。
3.许多现代发动机和下一代涡轮发动机需要具有精微且复杂的几何结构的构件和部件,这需要新型材料和制造技术。一个这种材料包括陶瓷构件和部件,其减少了对于冷却的需要,而且比现代发动机中的传统合金材料轻得多。因而将陶瓷结合到下一代发动机中具有更轻、有化学隋性且非常耐热的优点。但是,也知道陶瓷在剪切和张力方面是弱的,而且在某些应用中使用是过于易碎的。因而,需要开发新的陶瓷复合物和制造这些陶瓷部件的方法。
4.用于制造发动机部件和构件的传统技术包括费力的熔模或脱腊铸造过程。熔模铸造的一个示例包括制造在燃气涡轮发动机中使用的典型转子叶片。涡轮叶片典型地包括空心翼型件,它具有沿着叶片的跨度延伸的径向沟槽,叶片具有至少一个或多个入口,以在发动机中的运行期间接收加压冷却空气。在叶片中的各种冷却通道之中,包括在前缘和后缘之间设置在翼型件中间的蛇形沟槽。翼型件典型地包括延伸通过叶片的入口,以接收加压冷却空气,入口包括用于增加翼型件的受热侧壁和内部冷却空气之间的热传递的局部结构,诸如短的紊流肋或销。
5.典型地用高强度超合金金属材料制造这些涡轮叶片包括许多步骤。首先,制造精确陶瓷核心,以适形于希望在涡轮叶片内部的精微冷却通道。还建立精确模具或模子,其限定精确涡轮叶片的3d外表面,包括其翼型件、平台和整体鸠尾件。在两个模具半部的内部组装陶瓷核心,两个模具半部在它们之间形成空间或空隙,空间或空隙限定叶片的最终金属部分。将腊注射到组装好的模具中,以填充空隙和包围封装在其中的陶瓷核心。两个模具半部被分开且从模制腊移除。模制腊具有成精确构造的期望叶片,然后被涂覆陶瓷材料,以形成周围的陶瓷壳。然后,腊熔化且从壳中移除,从而在陶瓷壳和内部陶瓷核心之间留下对应的空隙或空间。然后将熔化金属倒入壳中,以填充其中的空隙,并且再一次封装包含在壳中的陶瓷核心。熔化金属冷却且凝固,并且然后适当地移除外部壳和内部核心,从而留下期望金属涡轮叶片,在金属涡轮叶片中建立内部冷却通道。
6.然后铸造涡轮叶片可经历额外的铸造后修改,诸如(但不限于)钻削出适当的膜冷却孔排,其通过翼型件的侧壁,这对于提供出口用于在内部引导的冷却空气是合乎需要的,然后冷却空气在燃气涡轮发动机的运行期间在翼型件的外表面上面形成保护冷却空气膜或表层。但是,这些铸造后修改受到限制,并且考虑到涡轮发动机越来越复杂,以及涡轮叶片内部的某些冷却回路的公认效率,需要更复杂和精微的内部几何结构的要求。虽然熔模
铸造能够制造这些部件,但使用这些传统制造过程来制造位置精确和精微的内部几何结构变得更加复杂。因此,期望提供一种用于铸造具有复杂内部空隙的三维构件的改进方法。
7.添加式制造过程通过允许制造合成模型铸件而简化了上面描述的过程。特别地,可用添加式制造技术或3d打印来建立构件的模型。在合成模型的内部铸造核心。然后可从铸造核心中移除合成模型,然后使用铸造核心在其周围铸造真实构件。从真实构件的内部移除核心,真实构件精确地匹配原来的合成模型。此技术有效地建立一次性核心模具(或“dcd”)。美国专利7,413,001描述了此过程的一个应用。
8.这个dcd技术的直接应用允许本行业使用可结合到下一代发动机中的材料或混合材料的新组合来产生复杂的构件、结构和部件。dcd过程已经展示了成功地通过使用添加式制造方法产生具有以前未实现的几何结构的主模具或dcd或者比以前通过传统熔模铸造过程完成的更高效地产生主模具或dcd来完成这个尝试。
9.本发明应用前面描述的dcd添加式打印技术来建立以前从来没可能由传统制造过程产生的新的一组混合材料和功能构件。特别地,本发明克服了与缺乏精微或复杂的内部几何结构、腔体或空心部的熔模和/或脱腊铸造产品相关联的问题。特别有价值的材料将是陶瓷
‑
陶瓷和陶瓷
‑
金属复合/混合系统。本发明还解决了一些与传统铸造技术相关联的问题,诸如(但不限于)核心压出(kissout)、倾翻、破裂碎片。
技术实现要素:
10.本公开大体涉及一种通过添加式地打印模具来制造复杂的构件、结构或部件的方法。方法的示例性实施例包括添加式地制造一次性模具,特别是三维打印一次性模具。在另一个实施例中,模具具有内部开口或空隙,其限定特定三维内部腔体或三维体。另一方面,核心具有内部开口,除了具有外部几何结构之外,内部开口限定三维体。
11.一方面,本发明涉及一种制造具有通过添加式制造(也称为3d打印)过程制造而成的复杂空心内部几何结构的材料、构件、部件或结构的过程。然后,可对空心内部几何结构或腔体进一步注射或填充浆料、流体或固体材料(一种或多种)。
12.另一方面,本发明涉及一种过程,它通过首先通过添加式制造或三维打印过程建立模具,接着通过将诸如陶瓷的一种或多种浆料结合或注射到模具中从而产生三维体,来制造具有特定内部或外部几何结构或特征的材料、构件或结构。在一个实施例中,三维体可具有空心腔体,空心腔体限定三维内部形状或几何结构,另一种液体、半液体或固体材料可结合到三维内部形状或几何结构中。在另一个实施例中,三维体可为固体材料,诸如(但不限于)氧化铝、钛酸铝、氧化镁或氧化镍。
13.又一方面,可使用模具来产生复合材料,复合材料具有以下两者:第一阶段陶瓷材料和第二阶段固体或液体材料。在一个实施例中,第二阶段材料可为相同或不同类型的陶瓷材料。在另一个实施例中,第二阶段材料可为固体材料(例如,金属)。所产生的复合材料可在第一阶段和第二阶段两者中包括陶瓷材料,以产生陶瓷
‑
陶瓷材料。在备选实施例中,所产生的复合材料可在第一阶段中包括陶瓷材料,并且包括固体,诸如由氧化铝、钛酸铝、氧化镁或氧化镍制成的金属,例如作为第二阶段。
14.另一方面,本发明涉及一种制造dcd的过程,该过程用来建立为具有陶瓷相和金属相两者的混合复合物的材料。首先,成浆料的陶瓷材料注射到dcd中,dcd可由各种各样的塑
料制成,并且dcd固化,从而形成三维壳。在一个实施例中,将dcd制造成允许在陶瓷材料注射到dcd中之后形成空心腔体。其次,在固化和燃烧陶瓷材料之后,将金属构件或相结合到空心腔体中。在另一个实施例中,金属相是预成形金属合成物,它匹配形成的陶瓷腔体的内部几何结构。
15.在又一个实施例中,本发明涉及一种用以产生模具的添加式制造过程(例如,三维或3d打印),模具包含具有某个内部和外部几何结构方面的复杂的内部空心腔体或几何结构。包围空心腔体的部分可被填充第一种类型的陶瓷材料,而在第二阶段期间可用相同或不同类型的陶瓷材料注射或填充空心内部几何结构。在又一个实施例中,包含空心部或腔体的陶瓷体可进一步包括为具有几何结构的金属构件的第二阶段,该几何结构匹配使用dcd建立的内部几何结构,使得金属构件以锁和钥匙的方式配合。
16.在本发明的一方面,在方法中使用添加式打印技术来制造和建立以前使用传统制造过程不可能实现的新颖的一组混合材料和功能构件。特别地,本发明的一方面包括混合陶瓷
‑
陶瓷材料,其中第一陶瓷材料与第二陶瓷材料相同。另一方面,混合陶瓷
‑
陶瓷材料可为至少两种不同类型的陶瓷材料。又一方面,本发明包括混合陶瓷
‑
金属复合物。
17.在另一个实施例中,本发明涉及根据本发明制造而成的构件、部件或结构。特别地,构件、部件或结构包括通过将第一阶段液体或半固体材料(诸如陶瓷)结合或注射到额外的打印模具中来形成的外表面、形状或几何结构。第一阶段占据打印模具的对应于构件、部件或结构的外部部分的部分。另外,构件、部件或结构还将包括内部空隙、腔体或空心部,可用第二阶段材料填充或注射内部空隙、腔体或空心部。在第二阶段中存在的材料可包括固体、半液体或液体材料。用在第一阶段的结合之后移除的一次性模具建立内部空隙、腔体或空心部,并且将它们与第一阶段分开。
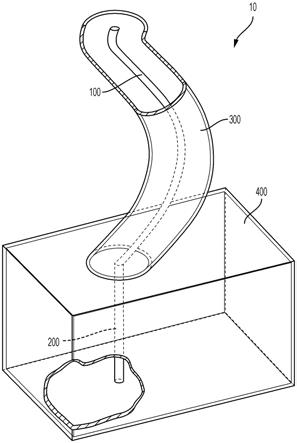
18.在又一实施例中,本发明涉及一种形成复合结构的方法,包括以下步骤:(a)打印模具(10),模具具有限定三维体的外部形状部分(300,400),以及内部形状部分(100,200);(b)将第一材料注射到模具的外部形状部分(300,400)中,其中,外部形状在内部形状部分(100,200)内留下空心部;(c)使第一材料固化而形成三维体;(d)将至少一种其它材料插入或注射到内部形状部分(100,200)的空心部分中;以及(e)在步骤(d)之后烧结三维体,以形成复合结构。
19.在又一个实施例中,本发明涉及一种形成复合结构的方法,包括:将第一材料添加到具有腔体的模具中,其中,腔体包括在腔体内的至少一个凸起;以及使第一材料固化而形成三维体。此方法的额外实施例包括以下:
•
其中,通过注射添加第一材料;
•
其中,第一材料是无机材料;
•
其中,通过添加式地制造模具,优选通过三维打印,来产生腔体;
•
其中,模具由热固性或热塑性聚合物建造而成;
•
其中,腔体内的至少一个凸起是空心或实心凸起;
•
其中,至少一个凸起是空心的;
•
其中,至少一个凸起具有非线性几何结构;
•
其中,在第一材料固化的期间移除模具,从而在曾经存在至少一个凸起的地方留下至少一个空隙;
•
其中,通过在300℃
‑
600℃的范围中加热来移除模具;
•
方法进一步包括将至少一种其它材料添加到至少一个空隙中;
•
其中,至少一种其它材料是固体或液体材料;
•
其中,至少一种其它材料是陶瓷或金属;
•
其中,金属是氧化铝杆或石英杆;
•
方法进一步包括在添加至少一种其它材料之前结合粘合剂;
•
其中,对至少一个空隙、至少一种其它材料或它们两者施用粘合剂;
•
方法进一步包括烧结或固化至少一种其它材料;以及
•
其中,烧结或固化在范围为1000℃
‑
1600℃,优选1600℃的温度下进行。
20.在再一实施例中,本发明涉及一种陶瓷
‑
金属复合物,它包括:表示复合物的外部部分(300,400)的陶瓷体,其中,陶瓷体包括:内部空心腔体(100,200),其具有范围为100:1至5:1的纵横比;以及能够插入到内部空心腔体中的金属插件;并且本发明涉及一种陶瓷
‑
金属复合物,它包括:表示外部部分的陶瓷体,其中,陶瓷体包括内部空心腔体(100,200),其外径的范围为大约0.010至英寸0.100英寸,并且其深度为大约1英寸至40英寸;以及能够插入到内部空心腔体中的金属插件。
21.技术方案1. 一种陶瓷复合物,其:陶瓷体,所述陶瓷体包括对应于模子模型的外部结构和至少一个内部腔体;以及在所述内部腔体内的至少第二材料,其不同于所述陶瓷体,其中所述至少一个内部腔体的几何结构包括下者中的至少一个:范围为100:1到5:1的纵横比或范围为大约0.010英寸到0.100英寸的直径。
22.技术方案2. 根据技术方案1所述的陶瓷复合物,其特征在于,所述第二材料包括金属插件,其几何结构匹配所述至少一个内部腔体的几何结构。
23.技术方案3. 根据技术方案1所述的陶瓷复合物,其特征在于,所述第二材料包括不同于所述陶瓷体的陶瓷材料。
24.技术方案4. 根据技术方案1所述的陶瓷复合物,其特征在于,所述第二材料是氧化铝杆或石英杆。
25.技术方案5. 根据技术方案4所述的陶瓷复合物,其特征在于,所述杆包括陶瓷涂层,其烧结到所述陶瓷体上,使得烧结结合部存在于所述陶瓷体和所述杆之间,且其中所述杆强化所述陶瓷体。
26.技术方案6. 根据技术方案1所述的陶瓷复合物,其特征在于,所述第二材料烧结到所述陶瓷体上,使得所述第一材料和第二材料一起形成连续结构,其中,所述第二材料强化所述陶瓷体。
27.技术方案7. 根据技术方案6所述的陶瓷复合物,其特征在于,所述内部腔体是非线性的。
28.技术方案8. 根据技术方案1至7中的任一项所述的陶瓷复合物,其特征在于,所述内部腔体是非线性的,且所述第二材料的几何结构匹配所述至少一个内部腔体的几何结构。
29.技术方案9. 一种陶瓷复合物,包括:陶瓷体,所述陶瓷体包括对应于模子模型的外部结构和至少一个非线性的内部腔体,所述至少一个非线性的内部腔体具有范围为100:1到5:1的纵横比;以及在所述内部腔体内的至少第二材料,其不同于所述陶瓷体,其中所述
第二材料烧结到所述陶瓷体上,使得所述第一材料和第二材料一起形成连续结构,其中,所述第二材料强化所述陶瓷体。
30.技术方案10. 根据技术方案9所述的陶瓷复合物,其特征在于,所述第二材料是被涂覆陶瓷的金属或陶瓷插件,其中所述陶瓷涂层烧结到所述陶瓷体上。
31.技术方案11. 根据技术方案9所述的陶瓷复合物,其特征在于,所述第二材料是注射的陶瓷材料,其固化且烧结到所述陶瓷体上。
32.技术方案12. 一种陶瓷复合物,其包括:陶瓷体,所述陶瓷体包括对应于模子模型的外部结构和至少一个内部腔体,所述内部腔体具有范围为0.010英寸到0.100英寸的直径;以及在所述内部腔体内的插件,其包括不同于所述陶瓷体的至少一种材料,其中所述插件是被涂覆陶瓷的氧化铝杆、石英杆或金属杆,所述陶瓷涂层烧结到所述陶瓷体上,使得烧结结合部存在于所述陶瓷体和所述杆之间,且其中所述杆强化所述陶瓷体。
33.技术方案13. 根据技术方案12所述的陶瓷复合物,其特征在于,所述插件是被涂覆陶瓷的氧化铝杆。
附图说明
34.图1为代表性构件(10)的透视图,代表性构件具有简单内部几何结构(200)和外部几何结构(400)和复杂内部几何结构(100)和外部几何结构(300)两者。
35.图2为图1中描述的透视图,其展示浆料材料在固化之前添加到构件中。
36.图3为图1中描述的透视图,其展示复杂外部部分(300)和简单外部部分(400)中的第一阶段材料固化,其中,复杂内部部分(100)和简单内部部分(200)保持未被填充,以提供用于添加第二阶段材料的沟槽。
37.图4为图1中描述的透视图,其展示将第二阶段材料添加或插入到复杂内部部分(100)和简单内部部分(200)中。
具体实施方式
38.将从以下详细描述了解到本发明的另外的特征和优点,详细描述显示了本发明的各种实施例。本领域技术人员将认识到,可利用包括不改变或偏离本发明的范围的变化的其它实施例。
39.在本发明的一个优选实施例中,使用添加式制造、添加式打印、顺序打印或三维(3d)打印过程来形成各种各样的几何形状,核心和模子可用于建造陶瓷或陶瓷复合材料。在一个实施例中,成浆料的陶瓷材料注射到添加式制造的dcd中,从而形成三维陶瓷体。一方面,产生的陶瓷体包含内部空心部或腔体,使用第二阶段或第二建造过程将另一个陶瓷材料或金属材料引入到内部空心部或腔体中以形成复合材料。一方面,第二阶段可包括相同或不同的陶瓷材料。另一方面,第二阶段可包括金属材料,诸如杆,从而产生复合材料或混合材料。在第二阶段之后,材料可在升高的温度下烧结,以产生致密材料(即,致密化)。强化产生的例如包含金属杆的混合材料,从而与缺乏金属杆的构件或部件相比,具有较高的结构完整性。
40.通过本发明,可能之前已经通过用例如钻削将金属杆结合到简单几何结构(例如,直的或不弯曲的)中来实现的强化现在可具有更精微或复杂的几何结构或形状。
41.作为示例,图1展示部件或构件,其具有复杂外部几何结构300、复杂内部几何结构100、简单外部几何结构400和简单内部几何结构200。以前,用诸如钻削的方法建立由熔模或脱腊铸造建立的简单内部几何结构,诸如200,但是,考虑到钻削困难(例如弯曲孔),建立更复杂的几何结构 (诸如100)是不可行的。通过借助于添加式地打印dcd结构,使得空心腔体结合到外部几何结构300、400中来建造复杂内部几何结构,本发明克服了这些问题。
42.在图1中,设计和添加式地打印代表性构件、部件或结构(10)使得构件、部件或结构具有外部壳(300,400)和内部壳(100,200),它们由树脂制成,诸如(但不限于)塑料。如从切去部分看到的那样,添加式制造的构件包括空心沟槽(100,200),使得当第一阶段材料固化且一次性模具被移除时,在外部部分(300,400)的固化材料内建立沟槽(100,200)。
43.在图2中,用例如成浆料的陶瓷材料填充添加式打印的构件的外部部分(300,400),使得浆料留下由内部空隙、空心部或腔体建立的空隙、空心部或腔体(100,200)。在此阶段的构件、部件或结构包括:添加式打印的壳,它具有外部尺寸和内部尺寸两者;以及成浆料的材料,它将在大约300℃
‑
500℃的温度下固化。这个温度有两个目的,(1)使构件的外部部分的浆料材料固化;以及(2)烧尽(即,移除)添加式打印的塑料模具。
44.在图3中,构件、部件或结构的外部部分(300,400)已经经历了固化,并且通过留下固化陶瓷外部三维体(300,400)和内部空隙、空心部或腔体(100,200)来移除模具。外部部分的剖面显示了内部空隙、空心部或腔体在烧尽之后仍然存在。
45.在图4中,对本体的内部部分(100,200)添加或插入第二阶段材料(例如,液体材料或固体材料)。再次,构件、部件或结构加热到大约1600℃的温度,以将第一阶段材料和第二阶段材料烧结在一起形成单个复合或混合材料。
46.一方面,本发明涉及一种形成复合结构的方法,该方法包括以添加的方式制造dcd;将第一材料注射到一次性核心模具中;使第一材料固化或燃烧而形成三维体;移除一次性核心模具,以形成具有特定几何结构的空心体或腔体;将至少一种其它材料插入(注射)到空心体(例如,液体或固体)中;以及烧结材料而形成复合或混合结构。
47.添加式制造技术是在诸如计算机设计辅助(cad)程序的计算机程序的协助下一层一层建造结构的制造过程。cad软件例如通过使建造材料在某个x、y和z坐标中淀积,来帮助建造各个平面层,直到最终三维结构完成。利用添加式制造,不需要开发或制造模型或工具(即,铸型或模子)来建造部件,从而显著地减少建造时间。在本发明的一方面,本领域技术人员将理解可使用各种各样的计算机软件程序,诸如cad,只要它能够在建造过程期间建造dcd时对特定坐标编程即可。包含在本发明的范围内的是一种使用在三个维度上(例如,在x、y和z方向上)移动和建造的添加式打印过程的方法。还包含在本发明中的一种建造过程,它在两个维度上移动,其中制造过程以条带的方式产生产品,一次一个层。因此,仅在y方向上需要移动,以形成层,并且然后在z方向上建造下一层。最后,一些合并技术使用成二维阵列的镜像来立刻形成整个部件层,从而仅需要在一个方向上移动,即,z方向。
48.本领域技术人员可获得各种类型的添加式制造技术,并且针对建造dcd所选择的特定类型将完全取决于其制造中使用的材料。一种类型的3d打印可包括基于液体的方法,该方法应用光固化聚合物树脂来形成各个部件层。这些可能包括立体光刻(sla)、喷射光敏聚合物或喷墨打印。例如,sls打印是众所周知的技术,可将它描述成使用液体塑性树脂的过程,液体塑性树脂在薄的横截面中由于紫外光而选择性地固化。薄的横截面是一层一层
形成的。
49.另一种类型的添加式打印包括基于粉末的打印过程,诸如选择性激光烧结(sls)、直接金属激光烧结(dmls)和三维打印(3dp)。在这些基于粉末的建造方法中的各个中,粉末材料熔化或烧结而形成各个部件层。例如,sls过程利用被选择性地一层一层烧结的粉末塑性材料。
50.另一种添加式打印形式包括基于固体的过程,它使用非粉末材料,非粉末材料彼此在另一个的顶上成层且随后被切掉。这个方法包括分层实体制造(lom),或者熔合淀积建模(fdm)。
51.大体上,添加式制造过程采用相同顺序的步骤,如在custompartnet.com中所描述的那样。添加式制造过程包括:1.建立cad模型——对于所有添加式过程,设计者必须首先使用计算机辅助设计(cad)软件来建立部件的3d模型。
52.2.将cad模型转换成stl模型——各个形式的cad软件按不同的方式保存表示3d模型的几何结构数据。但是,stl格式(最初针对立体光刻所开发)已经成了添加式过程的标准文件格式。因此,cad文件必须转换成这个文件格式。stl格式将3d模型的表面表示成一组三角形,从而保存顶点的坐标和各个三角形的法向方向。
53.3.将stl模型切成层——使用专用软件,使用者准备好待建造的stl文件,其首先规定部件在机器中的位置和定向。部件定向会影响若干个参数,包括建造时间、部件强度和精度。然后软件沿着x
‑
y平面将stl模型切成非常薄的层。将在前面的层上建造各个层,从而沿z方向向上移动。
54.4.一次一层地建造部件——机器通过在前面形成的层的顶上按顺序形成材料层,用stl模型建造部件。用来建造各个层的技术在添加式过程之中有很大不同,所使用的材料也不同。添加式过程可使用纸、聚合物、粉末金属或金属复合物,这取决于过程。
55.5.部件的后处理——在建造之后,从机器移除部件和任何支承件。如果部件由光敏材料建造而成,则它必须固化以获得完整强度。可执行少量清洁和表面精加工,诸如,砂磨、涂覆或上油漆,以改进部件的外观和耐久性。
56.添加式制造过程可用实际上一般在添加式制造过程中已知和使用的任何类型的材料来建造模具或主模具。这些材料可包括,例如,塑料、金属、陶瓷或木头。也可行的是:添加式制造过程可用一系列材料建造dcd。例如制造过程可由聚合物材料进行,诸如紫外光固化热固性树脂(例如,环氧树脂、树脂、尿烷、丙烯腈、光敏聚合物等)和粉末材料(例如,尼龙、玻璃填充式尼龙、聚碳酸酯、腊、金属和由热固化树脂粘结的砂)。也可在过程中使用对于本领域技术人员非常显然的其它材料。
57.3d打印过程中使用的有代表性的材料包括聚合物,诸如热固性和热塑性聚合物。有代表性的热固性聚合物可包括,例如,属于下者的聚合物:聚酯、聚亚安酯、硫化橡胶、苯酚
‑
甲醛树脂、脲醛、尿素甲醛树脂、三聚氰胺树脂、己二烯酞酸脂(dap)、环氧树脂、聚酰亚胺或者氰酸酯或聚氰尿酸酯或者它们的组合。
58.有代表性的热塑性聚合物可包括例如属于下者的聚合物:丙烯酸、丙烯腈-丁二烯-苯乙烯共聚物、尼龙、聚乳酸、聚苯并咪唑、聚碳酸酯、聚醚砜、聚醚醚酮、聚醚酰亚胺、聚乙烯、聚苯醚、聚苯硫发、聚丙烯、聚苯乙烯、聚氯乙烯、特氟纶或者它们的组合。
59.在本发明的另一方面,建立具有精微或复杂的内部和外部几何结构的陶瓷或陶瓷混合构件、部件或结构。在传统熔模铸造技术中,将材料注射到铸型中会使得产生出具有特定外部几何结构的结构、构件或部件。但是,如果需要特定的内部几何结构,需要具有形状的镜像的单独的核心。这些特定几何结构由它们注射到其中的外部模子或内部核心规定。在本发明的一方面,建造在铸造过程中使用的核心模具会产生具有特定的内部和外部几何结构的产品,而不需要单独产生外部和/或内部模子和/或核心。
60.用语“内部几何结构”大体理解为表示在外部几何结构内具有复杂或简单的形状或几何结构的任何腔体、空心部、开口。可在图1中找到内部几何结构的有代表性的示例,即,100或200。
61.用语“外部几何结构”大体理解为表示本体或三维体的外部形状或构造。可在图1中找到有代表性的示例外部几何结构,即,300或400。
62.在添加式制造模具(例如,dcd)之后,将成浆料的第一材料结合到模具中。建造过程的这个部分可为建造的第一阶段。第一浆料可包括可固化和注射到模具中的各种各样的材料。在本发明的一方面,成浆料的材料是无机材料,诸如(但不限于)陶瓷浆料。陶瓷材料可为粉末或纤维材料。可使用各种各样的陶瓷材料,包括(但不限于)金属氧化物(例如,氧化铝、氧化铍和氧化锆)、玻璃陶瓷、氮化物和碳化物(例如氮化硅、碳化硼、金刚砂和碳化钨)、玻璃(例如,氧化物(二氧化硅)、硅酸盐、磷酸盐、硼硅酸盐)、碳和石墨(例如,碳
‑
碳复合物)、瓷、氧化钇和陶瓷纤维。在陶瓷材料注射到核心模具中之后,陶瓷浆料形成三维结构或原始陶瓷体。本领域技术人员大体将“原始陶瓷体”或“原始本体”理解为表示在固化、烧结或燃烧之前由弱粘结陶瓷材料构成的三维体。固化、烧结或燃烧可在现在已知或今后开发的温度下进行。在一个实施例中,固化温度低于100℃。
63.一旦原始本体形成,可通过加热来移除模具。在一个实施例中,升高的温度同时会移除模具且烧结或固化第一浆料(例如,陶瓷)。在另一个实施例中,升高的温度足以移除模具,但低于固化第一浆料所需的温度。可至少300℃的范围中实现移除模具,在更优选的实施例中,在大约300
–
600℃的温度范围下移除模具,在甚至更优选的实施例中,在400
‑
500℃的温度范围下移除模具。加热或燃烧以移除模具可执行一次、两次、三次、四次、五次、十次,或者实现第一浆料移除和/或致密化所需的许多次。
64.在另一个实施例中,用于引入第二种类型的材料的建造的第二阶段可与第一阶段材料结合。例如,在各个加热或燃烧步骤之间,可结合成第二浆料的陶瓷或固体材料。在一个实施例中,可结合成第二浆料的材料,诸如陶瓷。在另一个实施例中,第二陶瓷浆料可与第一浆料相同或不同。另一方面,可建造空心腔体来接受固体材料,诸如(但不限于)金属构件(例如,杆),一方面,金属构件可预成形,以匹配空心腔体的内部几何结构。针对前面的实施例所描述的材料(例如,陶瓷)和过程的各种备选实施例在建造的第二阶段期间同样适用。
65.在本发明的另一方面,在成第一浆料的材料固化之后,可在建造过程的第二阶段的注射之前、注射期间或注射之后应用粘合剂。可使用的粘合剂包括有机和无机材料。这些粘合剂材料在本领域中大体是已知的,并且在例如美国专利5,204,055中有描述。
66.粘合剂材料可使得在各个层淀积时,粘结颗粒具有高粘结强度,使得当所有层都已经粘结时,所形成的构件从而准备好使用,而无需进一步处理。在其它情况下,对部件执
行进一步处理可为合乎需要的或者必要的。例如,虽然该过程诸如可对形成的构件提供合理强度,但一旦部件形成,它可进一步加热或固化,以进一步提高颗粒的粘结强度。在一些情况下,可在这种加热或燃烧过程期间移除粘合剂,而在其它情况下,粘合剂在燃烧之后可在材料中保留。进行哪个操作取决于选择来使用的特定粘合剂材料和条件,例如,执行加热或燃烧过程时所处的温度。也可在部件形成之后执行其它后处理操作。
67.已经在陶瓷业中使用有机粘合剂,而且有机粘合剂典型地是从各种各样的源中获得的聚合物树脂。它们可为水溶性的,诸如挤压技术中使用的纤维素粘合剂,或者它们可仅仅在挥发性有机溶剂中溶解,诸如带铸技术中使用的丁醛树脂。后面的水溶性系统可较快速地移除,并且看上去在本发明的技术中特别有用。另一种类型的有机粘合剂将是陶瓷前体材料,诸如聚碳硅氮烷。
68.无机粘合剂在粘合剂结合到最终构件中的情况下是有用的。这样的粘合剂大体基于硅酸盐,并且典型地由于硅酸或其在含水溶液中的盐的聚合而形成。可使用的另一个示例性无机粘合剂是teos(四乙基原硅酸盐)。在干燥期间,胶态氧化硅在基质颗粒的颈部处聚集而形成像水泥一样的粘结。在燃烧期间,二氧化硅流动且用来通过表面张力的作用重新布置基质颗粒,并且在燃烧之后保留下来。已经使用可溶性硅酸盐材料已经作为例如耐火浇注材料中的粘合剂,并且具有的优点为,在本发明的技术中使用时,产生在铸造业中使用的基本相同类型的模制耐火本体。
69.在一些应用中,可为优选的粘合剂在淀积之后较快速地硬化,使得置于前一层的表面上的下一层颗粒不会由于毛细力而受颗粒重新布置的影响。此外,硬化粘合剂不会遭受来自可在粉末淀积中使用的溶剂的污染。在其它情况下,可能不必要的是:粘合剂在各层之间完全硬化,并且后面的粉末颗粒层可淀积在尚未完全硬化的前一层上。
70.在粘合剂淀积时发生硬化的情况下,热固化(即,携带粘合剂的液体蒸发)大体需要形成的构件在执行打印粘合剂材料时被加温,同时打印头本身被冷却,使得在喷墨头的储槽中的未打印的粘合剂材料保持其期望属性。可通过下者来实现这种硬化:间接地加热粘合剂材料,例如通过使用例如合适的外部热源来加热其中形成部件的整个设备,或者通过直接加热粘合剂材料,例如对粘合剂材料应用热空气或者通过对其应用红外能或微波能。备选地,也可使用各种各样的热激活的化学反应来使粘合剂硬化。例如,可通过伴随着有机反应剂分解而改变ph值,来使碱金属硅酸盐溶液发生凝固。因而,碱金属硅酸盐和甲酰胺的混合物可打印在形成的热构件上。温度快速升高将大大提高甲酰胺的分解速率,并且因此,快速改变粘合剂的ph值。本领域技术人员将设想到用于使粘合剂在淀积之后硬化的其它热发起或化学发起的技术。
71.虽然已经在上面论述了液体和胶状粘合剂材料,但在一些应用中,粘合剂材料可淀积成夹带在液体中的粘合剂颗粒的形式。可通过能够提供这样的夹带粘合剂材料的经特别设计的化合物喷墨结构来供应这样的粘合剂材料。这种复合结构的示例,例如在杂志《电子和电子物理学进展》第65期的heinzle和c.h.hertz的文章“ink
‑
jet printing(喷墨打印)”中有论述。
72.此外,在建造部件的一些应用中,所使用的粘合剂材料不必是单个粘合剂材料,而是可对形成的部件的不同区域使用不同的粘合剂材料,不同的材料由单独的粘合剂淀积头供应。
73.使用本文描述的方法,具有复杂内表面和几何结构或微结构的构件部件和结构现在是可行的。由于陶瓷材料的易碎性质,由这种材料制成的部件将需要强化。美国专利5,626,914描述了一种在陶瓷的微孔区域内被熔化金属渗透的陶瓷材料。但是,金属渗透到陶瓷材料的细孔中不允许将强化部件精确地置于已知应力点或破裂点处。本文描述的产生精微内表面和微结构的一个应用包括,例如,陶瓷部件,它具有能够接收金属强化材料的纵横比大的微结构孔。在一个实施例中,根据本发明的过程产生的产品将包括内部微空隙或小空隙或微腔体,它具有范围为5:1至100:1的纵横比,或者更特别地,5:1、10:1、25:1、50:1或100:1的纵横比。在另一个实施例中,根据本文描述的方法产生的产品包括小内部空隙、微腔体或者空心部,其具有大约0.010英寸至0.100英寸,更特别地,0.025英寸至0.050英寸的内径,以及大约1英寸至40英寸的深度。
74.可根据本发明选择粉末和粘合剂材料的许多可行组合。例如,陶瓷粉末或陶瓷纤维可与无机或有机粘合剂材料一起使用或者与金属粘合剂材料一起使用;金属粉末可与金属粘合剂或陶瓷粘合剂一起使用;并且塑料粉末可与溶剂粘合剂或塑性粘合剂,例如,粘度低的环氧树脂塑性材料一起使用。本领域技术人中针对各种应用将想到粉末和粘合剂材料的其它适当组合。
75.这些和其它实施例将在描述特定示例的期间变得更加明显。
76.示例示例1:一般程序第一阶段:为了根据本发明的方法产生陶瓷结构,使用光敏聚合物打印机(例如,3d系统visijet)来建造塑料模具,塑料模具具有形成外部表面和内部空心腔体的结构。将通过打印具有0.016英寸的内径和0.5英寸至1英寸长的深度的结构来建造内部空心腔体。使用具有0.045英寸直径的尖帽(tipcap)销,通过添加式打印过程产生塑料模具。成浆料的陶瓷材料(诸如硅氧烷、二氧化硅、锆石、氧化铝、氧化钇)注射到塑料模具的表示外表面的一部分中,使得浆料围绕内部空心腔体形成。在大约1600℃的温度下烧结一轮或多轮之后,原始本体固化,并且塑料模具移除或者燃尽,从而留下具有大约0.016英寸的直径和0.5英寸至1英寸的深度的内部空心腔体。
77.第二阶段:可用另一种成浆料的材料或固体材料填充在第一阶段期间建立的内部空心腔体。在成浆料的材料的情况下,材料可注射到第一阶段中建立的内部空心腔体中,并且使用上面描述的相同程序固化。在固体材料的情况下,具有大约0.014英寸的直径和0.4英寸至0.75英寸的长度的石英杆、氧化铝杆或金属杆或任何其它固体材料结合到内部空心腔体中。
78.无论结合到内部腔体中的材料是另一种陶瓷浆料还是固体材料,具有第一阶段和第二阶段材料两者的产品都在大约1600℃的温度下再次加热,从而将第一阶段和第二阶段材料烧结在一起形成连续的物体或结构。
79.示例2:氧化铝杆插入根据示例1中阐述程序的打印塑料模具。将把塑料模具设计成包括以下两者:外表面和具有0.013英寸的外径和0.5英寸的深度的内部腔体。如前面描述的那样,将陶瓷浆料注射到塑料模具的外部部分中。现在在模具的外部部分内的陶瓷部分加热到500℃的温度,以使陶瓷基质固化和燃尽塑料模具。在基于陶瓷的浆料中被涂覆的具有大约0.011英寸的
直径和0.5英寸的长度的氧化铝杆插入到由内部空心腔体建立的内部腔体中。结合的陶瓷和氧化铝杆在大约1600℃的温度下加热,以烧结陶瓷基质和氧化铝杆,其中烧结会在基质和杆的接口处建立结合部。产生的产品是强化陶瓷体。
- 该技术已申请专利。仅供学习研究,如用于商业用途,请联系技术所有人。
- 技术研发人员:杨熙;B
- 技术所有人:通用电气公司
- 我是此专利的发明人
- 该领域下的技术专家
- 如您需求助技术专家,请点此查看客服电话进行咨询。
- 1、张老师:1.探索新型氧化还原酶结构-功能关系,电催化反应机制 2.酶电催化导向的酶分子改造 3.纳米材料、生物功能多肽对酶-电极体系的影响4. 生物电化学传感和生物电合成体系的设计与应用。
- 2、邬老师:1.高分子材料的共混与复合 2.涉及材料功能化及结构与性能的研究; 高分子热稳定剂的研发
- 3、赵老师:1.电化学离子储存和分离技术 2.工业结晶
- 4、廖老师:1. 晶面可控氧化铝、碳基载体及催化剂等高性能、新结构催化材料研究 2. 乙烯环氧化催化剂的研究与开发 3. 低碳不饱和烯烃的选择性氧化催化剂及工业技术开发
- 5、李老师:1. 加氢精制 2. 选择加氢 3. 加氢脱氧 4. 介孔及介微孔分子筛合成及催化应用
- 如您是高校老师,可以点此联系我们加入专家库。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1
精彩留言,会给你点赞!
专利分类正在加载中....