一种高雾度喷涂AG工艺及其制作的高雾AG玻璃盖板的制作方法
一种高雾度喷涂ag工艺及其制作的高雾ag玻璃盖板
技术领域
1.本发明涉及显示设备技术领域,更具体地,涉及一种高雾度喷涂ag工艺及其制作的高雾ag玻璃盖板。
背景技术:
2.现有显示设备的显示面板通常包括使用时面向使用者的玻璃盖板,当光源的亮度极高或是背景与视野中心的亮度差较大时,就会在光滑的玻璃盖板上产生眩光现象,不仅影响观看体验,而且有损使用者的视力健康。为此,现有技术采用经过防炫处理的防眩光玻璃(anti-glare glass,简称ag玻璃)制作玻璃盖板。
3.目前,玻璃的防炫处理主要是使玻璃表面具有较低的反射比、较低的光泽度和较高的雾化程度,使入射光经过玻璃表面后形成漫反射,从而降低环境光的干扰,提高画面的清晰度,减少屏幕反光,使图像更清晰、逼真,让观赏者享受到更佳的视觉效果。由于国家日益关注环保问题,工业酸排放控制逐年严格。玻璃表面的防眩处理,从旧有的酸蚀刻,逐步升级成了喷涂防眩涂层(简称ag涂层)。但是由于喷涂工艺本身的限制,喷涂防眩光工艺(简称ag工艺)在制造高雾ag涂层的时候,效率远低于传统酸蚀刻的方式。而目前量产的喷涂ag玻璃的防眩效果不如蚀刻ag玻璃。
4.因此,有必要对现有的喷涂ag工艺进行改进。
技术实现要素:
5.有鉴于此,本发明为克服上述现有技术所述的至少一种不足,提供一种高雾度喷涂ag工艺,解决现有喷涂ag工艺难以同时兼顾高雾度与高效率的技术问题。
6.为了解决上述存在的技术问题,本发明采用下述技术方案:
7.一种高雾度喷涂ag工艺,包括如下步骤:
8.s1.常规喷涂:将防眩光药液以第一喷涂气压、第一流量喷涂到玻璃表面,烘烤固化,形成普通ag涂层;
9.s2.特殊喷涂:将防眩光药液以第二喷涂气压、第二流量喷涂到步骤s1所形成的普通ag涂层上,烘烤固化,形成高雾ag涂层;
10.其中,第二喷涂气压低于第一喷涂气压,第二流量低于第一流量。
11.本发明对现有喷涂ag工艺进行了改进,准确来讲,是通过常规喷涂ag工艺在玻璃表面喷涂一层普通ag涂层之后,再通过改进后的喷涂ag工艺在普通ag涂层之上喷涂一层高雾ag涂层;普通ag涂层可以快速均匀覆盖被处理的玻璃表面,相比于普通ag涂层,高雾ag涂层可以快速形成高度大、高差明显的微观结构,由此,不仅被处理的玻璃可以被快速而均匀地覆上防眩光药液,而且制造出来的ag玻璃具有高的雾度,从而解决喷涂ag工艺难以同时兼顾高雾度与高效率的技术问题。
12.本发明与现有技术相比较有如下有益效果:
13.1、本发明提供低难度、低成本的高雾度喷涂ag工艺得到了高雾度的ag玻璃,相比
于现有的喷涂ag工艺,效率更高。
14.2、相比于蚀刻ag工艺,本发明的高雾度喷涂ag工艺更加环保。
附图说明
15.图1是蚀刻玻璃的3d精密轮廓扫描图。
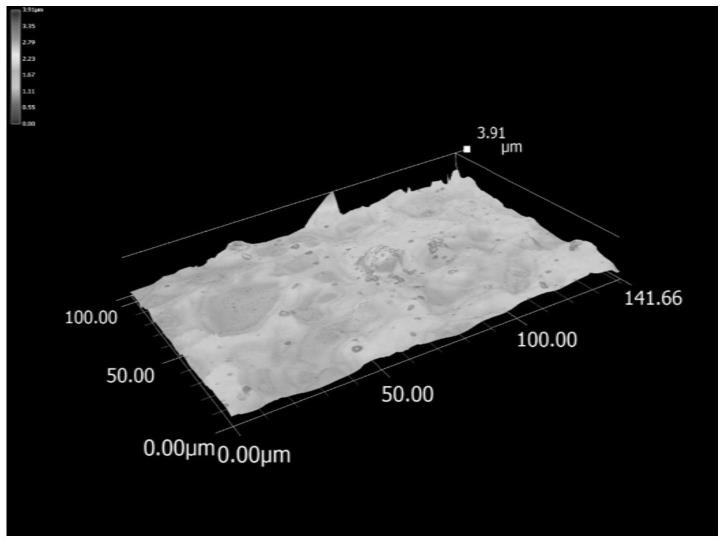
16.图2是喷涂玻璃的3d精密轮廓扫描图。
17.图3是蚀刻玻璃在光照下的扫描电镜图。
18.图4是喷涂玻璃在光照下的扫描电镜图。
19.图5是本发明制得的高雾ag玻璃盖板。
20.附图标记说明:玻璃100,普通ag涂层200,高雾ag涂层300。
具体实施方式
21.附图仅用于示例性说明,不能理解为对本发明的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的;附图中描述位置关系的用于仅用于示例性说明,不能理解为对本发明的限制。下面结合具体实施例对本发明做进一步详细说明。
22.一种高雾度喷涂ag工艺,用于以喷涂防眩光药液的方式高效地制作高雾ag玻璃。该工艺包括如下步骤:
23.s1.常规喷涂:将防眩光药液以第一喷涂气压、第一流量喷涂到玻璃表面,烘烤固化,形成普通ag涂层;
24.s2.特殊喷涂:将防眩光药液以第二喷涂气压、第二流量喷涂到步骤s1所形成的普通ag涂层上,烘烤固化,形成高雾ag涂层;
25.其中,第二喷涂气压低于第一喷涂气压,第二流量低于第一流量。
26.相比于蚀刻ag工艺,喷涂ag工艺过程不会产生工业酸的排放问题,符合环保要求。但是由于喷涂工艺本身的限制,喷涂ag玻璃的生产效率低下、雾化程度差强人意,难以满足电子产品日益增长的视觉体验需求。本发明发明人对比了蚀刻ag玻璃和喷涂ag玻璃的微观结构,如图1~4所示,发现喷涂ag玻璃的结构高度较低,对光的散射能力较弱。进一步研究发现,这是由于喷涂的过程中,需要通过加大喷涂气压来试防眩光药液雾化,以使防眩光药液均匀分布在玻璃表面。倘若减小喷涂气压,则防眩光药液很难在玻璃表面分布均匀,还将影响防炫处理的效率。
27.为此,本发明对现有喷涂ag工艺进行了改进,准确来讲,是通过常规喷涂ag工艺在玻璃表面喷涂一层普通ag涂层之后,再通过改进了的特殊喷涂ag工艺在普通ag涂层之上喷涂一层高雾ag涂层。普通ag涂层可以快速均匀覆盖被处理的玻璃表面,避免由于雾化程度提高造成ag涂层局部透空。特殊喷涂ag工艺可以使防眩光药液落到玻璃表面时尽量呈现水滴状,该过程无需牺牲喷涂速度,因此,相比于普通ag涂层,高雾ag涂层可以快速形成高度大、高差明显的微观结构。由此,不仅被处理的玻璃可以被快速而均匀地覆上防眩光药液,而且制造出来的ag玻璃具有高的雾化程度,从而解决喷涂ag工艺难以同时兼顾高雾度与高效率的技术问题。
28.目前,量产的喷涂ag玻璃虽然眩效果不如蚀刻ag玻璃,但涂层较为均匀,生产效率较高。本发明沿用量产的喷涂ag工艺制作普通ag涂层,即,步骤s1与量产的喷涂ag工艺相当,其第一喷涂气压为3~4.5mpa、第一流量为15~20ml/m。相比于常规喷涂步骤s1,特殊喷涂步骤s2降低了喷涂气压和流量,使防眩光药液滴落到玻璃表面后可以耸立在玻璃表面,从而提高雾化程度。当第二喷涂气压为2~4mpa,第二流量为10~15ml/m时,制得喷涂ag玻璃的雾化程度最佳。
29.本发明采用市售防眩光药液进行喷涂,例如深圳瑞程科技有限公司的rc-010,东莞优邦材料科技股份有限公司的ag105等。在常规喷涂步骤中,可以选用粘度较低的防眩光药液作为第一防眩光药液进行喷涂。在特殊喷涂步骤中,优选选用粘度较高的防眩光药液作为第二防眩光药液进行喷涂,以进一步提高雾化程度。即,第二防眩光药液的粘度大于第一防眩光药液,第一防眩光药液的粘度一般为790~810cps,第二防眩光药液的粘度优选为800~850cps。
30.目前,防眩光药液一般含有0.00001~5wt%二氧化硅、3~4wt%甲醇、20~25wt%乙醇、20~25wt%异丙醇和其他助剂,助剂通常包括流平剂。为进一步提高雾化程度,特殊喷涂ag工艺可以选用流平剂含量交底的防眩光药液进行喷涂,即第二防眩光药液中的流平剂含量少于第一防眩光药液中的流平剂含量,第一防眩光药液中的流平剂含量一般为0.3~0.7wt%,第二防眩光药液中的流平剂含量优选少于0.3wt%。
31.防眩光药液滴落到玻璃表面后,其接触角随着静置时间的延长而减小,从而影响雾化程度。为此,步骤s2中,喷涂完防眩光药液后应尽快进行烘烤固化,优选地,喷涂完防眩光药液到烘烤固化之间的时间间隔不超过10秒。
32.环境湿度也是影响雾化程度的因素,本发明优选使喷涂ag工艺在20~25%的环境湿度下进行,尤其是步骤s2。
33.可以理解的是,高雾度喷涂ag工艺可以在现有防炫光喷涂设备上完成,通过其喷枪喷涂防眩光药液,之后送入设备的固化烘烤段进行烘烤固化。
34.一种高雾ag玻璃盖板,采用上述高雾度喷涂ag工艺制得。如图5所示,该高雾ag玻璃盖板包括玻璃基材100、涂覆于玻璃基材100表面的普通ag涂层200以及涂覆于普通ag涂层200背离玻璃基材100一面的高雾ag涂层。其中,普通ag涂层200可以涂覆在玻璃基材100的上表面或下表面,或者玻璃基材100的上、下表面均涂覆有普通ag涂层200。该高雾ag玻璃盖板的雾化程度、生产效率均不输于蚀刻ag玻璃,更加满足环保要求,适于应用推广。
35.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1