一种近净成形制备大尺寸炭/炭复合材料的方法与流程
1.本发明涉及复合材料制备技术领域,尤其涉及一种近净成形制备大尺寸炭/炭复合材料的方法。
背景技术:
2.炭/炭复合材料具有质量轻、耐烧蚀性好、摩擦性能好、抗热冲击性好、损伤容限高、高温强度高等突出特点,同时具有导电、导热、隔热、保温等特点,是飞机和高铁刹车的首选材料以及航天火箭和飞行器的重要高温材料,也是太阳能光伏硅晶炉用热场部件的高科技新材料。
3.光伏发电成本的降低推动了单晶硅产业的高速发展。在单晶硅炉热场材料中,坩埚及埚邦、导流筒、隔热屏及固化保温毡的消耗量最大。而炭/炭坩埚相比较石墨坩埚具有寿命长、质量轻且尺寸受限小的优点。单晶硅拉制炉热场从2011年16~20英寸发展到现在的36
‑
40英寸,而等静压石墨是由石墨颗粒压制成型的脆性材料,在安全性上不能适应大热场的使用要求,在经济性上也已落后于炭/炭复合材料,等静压石墨在特种环境逐步被替代。
4.目前炭/炭复合材料制备方法主要为等温化学气相沉积法和液相浸渍法,均存在成本过高的问题。目前国内外大尺寸批量制备炭/炭复合材料化学气相沉积工艺的主流水平为约800
‑
1000小时。过长的致密化周期增大了先进碳基复合材料的成本,也限制了其推广使用。液相浸渍法主要将树脂和沥青在高压下浸渍进入炭/炭复合材料中间体,经过高温碳化和石墨化后制备成炭/炭复合材料。浸渍过程会使用大量树脂和沥青,产生浪费,提高了材料的制备成本。
5.大尺寸单晶硅炉热场炭材料主要通过碳纤维进行编织制备成预制体,预制体经过致密化后制备而成。预制体的编织主要采用碳纤维无纬布和网胎经过逐层针刺制备而成。热场材料包括坩埚、导流筒和保温桶等。预制体的制备是要在模具表面完成,目前坩埚的尺寸可达40寸以上,由于预制体的密度在0.43
‑
0.60g/cc之间,预制体密度低,在制备、包装和运输过程中容易发生变形。因此预制体制备过程中内外径保留大量余量(通常单面公差大于2mm),余量在机加过程中去除,造成大量的浪费。特别是碳纤维价格高,大量的表面去除,增加了材料的制备成本。
6.同时传统浸渍工艺,尽管实现了多料柱浸渍,但是在浸渍过程中大量的树脂在浸渍过程中残留在浸渍罐中或者在固化过程中从材料内部溢出,降低了碳的收率。造成了大量树脂的浪费,不经济、不环保。
技术实现要素:
7.本发明旨在解决现有技术中存在的技术问题。为此,本发明提供一种近净成形制备大尺寸炭/炭复合材料的方法,目的是使制备的复合材料密度均匀,同时避免后期去除余量而导致的资源浪费。
8.基于上述目的,本发明提供了一种近净成形制备大尺寸炭/炭复合材料的方法,所述方法是采用hp
‑
rtm工艺结合cvd工艺制备大尺寸炭/炭复合材料,所述hp
‑
rtm工艺结合cvd工艺的方法是将近净成形的预制体放入模具腔体内,先通过抽真空高压注塑及固化后制成炭/炭复合材料中间体,之后经碳化、热处理和化学气相沉积处理后得到所述炭/炭复合材料,其中,所述抽真空注塑及高压固化的方法是将合拢的模具抽真空至1kpa以下,注入添加固化剂的液态树脂或沥青,使压力达到1.3
‑
2.8mpa,之后梯度变速升温至180
‑
250℃完成固化,所述液态树脂或沥青加入前控制在40
‑
90℃时的粘度为200
‑
500mpa
·
s。
9.所述梯度变速升温至180
‑
250℃的方法包括两个升温阶段,第一个升温阶段是由室温升温至120℃,升温速率为22
‑
30℃/h;第二个升温阶段是升温超过120℃之后至250℃,升温速率为16
‑
20℃/h。
10.所述碳化的方法是将抽真空注塑及固化后的炭/炭复合材料中间体放入碳化炉,通入氮气,梯度变速升温至740
‑
760℃,且在740
‑
760℃条件下保温1.5
‑
2h。
11.所述梯度变速升温至740
‑
760℃的方法包括三个升温阶段,第一个升温阶段是250℃以内,升温速率为75
‑
100℃/h;第二个升温阶段是升温超过250℃之后至550℃,升温速率为11
‑
15℃/h;第三个升温阶段是升温超过550℃之后至760℃,升温速率为24
‑
30℃/h。
12.所述热处理的方法是将碳化后的炭/炭复合材料中间体放入高温热处理炉,梯度变速升温至2100
‑
2300℃。
13.所述梯度变速升温至2100
‑
2300℃的方法包括三个升温阶段,第一个升温阶段是1000℃以内,升温速率为350
‑
450℃/h;第二个升温阶段是升温超过1000℃之后至1750℃,升温速率为160
‑
220℃/h;第三个升温阶段是升温超过1750℃之后至2300℃,升温速率为110
‑
140℃/h。
14.所述化学气相沉积处理的方法是将热处理后的炭/炭复合材料中间体放入化学气相沉积炉内,在天然气或丙烷或丙烯气氛下,通入0%
‑
30%的稀释气体氮气,沉积50
‑
120h,沉积温度870
‑
1180℃。
15.所述预制体放入模具腔体内后,在抽真空之前,对合模后的上下模加热至40
‑
60℃。
16.所述预制体的制备方法是通过无纬布和网胎针刺制备得到复合层,复合层叠层针刺制备预制体,复合层的层密度为10
‑
16层/cm,针刺密度为15
‑
20针/cm2,最终预制体整体密度达到0.43
‑
0.60g/cc。
17.所述抽真空注塑及固化采用的成型固化系统包括抽真空系统、树脂高压注入系统、加热系统、上支撑板、下支撑板、树脂注入管道、设于上支撑板底面的上模、设于下支撑板上的下模和连接固定上支撑板及下支撑板的固定支柱,所述树脂注入管道穿过上模延伸入上模与下模合模形成的成型腔,且树脂注入管道包括主注入管道和与主注入管道连接且从成型腔的上部到下部均布设置的多个分支注入管道,所述成型腔的内外部均设有加热棒,所述抽真空系统与上模的抽风口连接。
18.本发明的有益效果:
19.1、与传统工艺相比,本发明能够有效减小复合材料内外径总公差(由8mm以上降低至4mm以内),提升炭/炭复合材料密度均匀性,具有使用寿命长,生产批次之间的性能波动小等优点。且能够避免去除内外径不均匀的余量而导致大量浪费的现象,进而节省了材料
制备成本。
20.2、与传统工艺相比,本发明预制体的使用量比传统工艺减少约20
‑
30%,树脂使用量比传统工艺减少25
‑
35%以上,机加时间比传统工艺减少约50
‑
70%。
21.3、本发明的制备方法能够有效提升炭/炭复合材料的密度,避免出现包装和运输过程中的变形现象。
22.4、本发明的制备方法适合大尺寸炭/炭复合材料的制备,具有广阔的应用前景。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
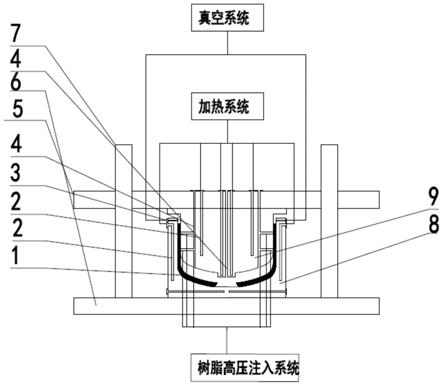
24.图1为本发明成型固化系统的结构示意图;
25.图2为本发明内外径位置示意图。
26.图中标记为:
27.1、坩埚碳纤维预制体;2、模具加热棒;3、抽风口;4、树脂注入管道;5、上支撑板;6、下支撑板;7、固定支柱;8、下模;9、上模。
具体实施方式
28.为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本发明进一步详细说明。
29.需要说明的是,除非另外定义,本发明实施例使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
30.如图1所示,本发明涉及一种hp
‑
rtm成型固化系统包括抽真空系统、树脂高压注入系统、加热系统、上支撑板5、下支撑板6、树脂注入管道4、设于上支撑板5底面的上模9、设于下支撑板6上的下模8和连接固定上支撑板5及下支撑板6的固定支柱7,树脂注入管道4穿过上模9延伸入上模9与下模8合模形成的成型腔,且树脂注入管道4包括主注入管道和与主注入管道连接且从成型腔的上部到下部均布设置的多个分支注入管道,成型腔的内外部均设有加热棒,抽真空系统与上模9的抽风口3连接。
31.本发明的hp
‑
rtm工艺采用上述成型固化系统进行相应的操作,使用热固性树脂和低成本中温或者低温沥青结合化学气相沉积工艺,通过结合化学气相沉积、hp
‑
rtm、碳化和高温热处理方法制备大尺寸炭/炭复合材料。具体实例如下。
32.实施例1
33.1.打开上下模,放入36寸热场材料坩埚碳纤维预制体,内外径的加工余量分别预留0.5
‑
1mm,预制体采用无纬布和网胎叠层针刺制备,密度达到0.50
±
0.02g/cc,将预制体放入模具腔体内,合模,加热上下模,直到温度达到50
±
5℃。
34.2.抽真空至小于0.5kpa,加压注入加有固化剂的液态树脂(含有6
‑
8%磷酸的糠酮树脂),液态树脂温度控制为40
‑
60℃,压力达到2
‑
2.2mpa。液态树脂加入前控制在40
‑
60℃时的粘度为200
‑
400mpa
·
s。
35.3.升温固化
36.采用阶段式变速升温固化,先以23℃/h加热升温至120℃,之后以18℃/h加热升温至250
±
10℃,注入树脂的粘度在200
‑
400mpa
·
s。
37.4.将炭/炭复合材料中间体取出,放入碳化炉,通入氮气,升温至700
‑
750度,升温流程为:以78℃/h的升温速率从室温到250℃,以12℃/h的升温速率从250℃到550℃,以25℃/h的升温速率从550℃到750℃,之后在750℃保温3小时。
38.5.将碳化后的炭/炭复合材料放入高温热处理炉,升温至2200℃;以380℃/h的升温速率从室温升温到1000℃/h;以170℃/h的升温速率从1000℃升温至1750℃;以120℃/h的升温速率从1750℃升温至2100
±
30℃。最终热处理后的密度达到1.48g/cc。
39.6.机加车削去除材料表面的不平处,内外径面各去除0.3
‑
0.5mm。
40.7.将热处理后的炭/炭复合材料放入cvd内,在天然气气氛下,通入10%的稀释气体氮气,沉积温度1050
‑
1180℃,沉积50
‑
120小时,沉积压力为5
‑
10kpa,最终密度达到1.55
‑
1.65g/cc。
41.实施例2
42.1.打开上下模,放入36寸热场材料坩埚碳纤维预制体,内外径的加工余量分别预留0.5
‑
1mm,预制体采用无纬布和网胎叠层针刺制备,密度达到0.50
±
0.02g/cc,将预制体放入模具腔体内,合模,加热上下模,直到温度达到80
‑
90℃。
43.2.抽真空至小于0.5kpa,加压注入液态中温沥青,沥青温度为85
±
5℃,压力达到2.0
‑
2mpa。沥青加入前控制在80
‑
90℃时的粘度为200
‑
400mpa
·
s。
44.3.升温固化
45.采用阶段式变速升温固化,先以25℃/h加热升温至120℃,之后以18℃/h加热升温至250
±
10℃。注入沥青的粘度在200
‑
400mpa
·
s。
46.4.将炭/炭复合材料中间体取出,放入碳化炉,通入氮气,升温至750℃,升温流程为:以76℃/h的升温速率从室温到250℃,以12℃/h的升温速率从250℃到550℃,以26℃/h的升温速率从550℃到750℃,之后在750℃保温3小时。
47.5.将碳化后的炭/炭复合材料放入高温热处理炉,升温至2100
±
30度;以390℃/h的升温速率从室温升温到1000度h;以175℃/h的升温速率从1000℃升温至1750℃;以125℃/h的升温速率从1750℃升温至1900
±
30℃。最终热处理后的密度达到1.50g/cc
‑
1.55g/cc。
48.6.机加车削去除材料表面的不平处,内外径面各去除0.5mm。
49.7.将热处理后的炭/炭复合材料放入cvd内,在天然气气氛下,通入10%的稀释气体氮气,沉积温度1050
‑
1180℃,沉积压力为5
‑
10kpa,沉积50
‑
120小时,最终密度达到1.55
‑
1.65g/cc。
50.实施例3
51.1.打开上下模,放入36寸热场材料坩埚碳纤维预制体,内外径的加工余量分别预留0.5
‑
1mm,预制体采用无纬布和网胎叠层针刺制备,密度达到0.50
±
0.02g/cc,将预制体放入模具腔体内,合模,加热上下模,直到温度达到50
±
5℃。
52.2.抽真空至小于0.5kpa,加压注入加有固化剂的液态树脂(含有6
‑
8%磷酸的糠酮树脂),液态树脂温度控制为40
‑
60℃,压力达到2
‑
2.2mpa。液态树脂加入前控制在40
‑
60℃时的粘度为200
‑
400mpa
·
s。
53.3.升温固化
54.采用阶段式变速升温固化,先以23℃/h加热升温至120℃,之后以19℃/h加热升温至250
±
10℃,注入树脂的粘度在200
‑
400mpa
·
s。
55.4.将炭/炭复合材料中间体取出,放入碳化炉,通入氮气,升温至700
‑
750度,升温流程为:以78℃/h的升温速率从室温到250℃,以12℃/h的升温速率从250℃到550℃,以25℃/h的升温速率从550℃到750℃,之后在750℃保温3小时。
56.5.将碳化后的炭/炭复合材料放入高温热处理炉,升温至2200℃;以380℃/h的升温速率从室温升温到1000℃/h;以170℃/h的升温速率从1000℃升温至1750℃;以120℃/h的升温速率从1750℃升温至2100
±
30℃。最终热处理后的密度达到1.48g/cc。
57.6.机加车削去除材料表面的不平处,内外径面各去除0.3
‑
0.5mm。
58.7.将热处理后的炭/炭复合材料放入cvd内,在丙烷气氛下,通入10%的稀释气体氮气,沉积温度920
‑
1030℃,沉积50
‑
120小时,沉积压力为5
‑
10kpa,最终密度达到1.55
‑
1.65g/cc。
59.实施例4
60.1.打开上下模,放入36寸热场材料坩埚碳纤维预制体,内外径的加工余量分别预留0.5
‑
1mm,预制体采用无纬布和网胎叠层针刺制备,密度达到0.50
±
0.02g/cc,将预制体放入模具腔体内,合模,加热上下模,直到温度达到80
‑
90℃。
61.2.抽真空至小于0.5kpa,加压注入液态中温沥青,沥青温度为85
±
5℃,压力达到2.0
‑
2mpa。液态沥青加入前控制在80
‑
90℃时的粘度为200
‑
400mpa
·
s。
62.3.升温固化
63.采用阶段式变速升温固化,先以25℃/h加热升温至120℃,之后以12℃/h加热升温至250
±
10℃。注入沥青的粘度在200
‑
400mpa
·
s。
64.4.将炭/炭复合材料中间体取出,放入碳化炉,通入氮气,升温至750℃,升温流程为:以76℃/h的升温速率从室温到250℃,以12℃/h的升温速率从250℃到550℃,以26℃/h的升温速率从550℃到750℃,之后在750℃保温3小时。
65.5.将碳化后的炭/炭复合材料放入高温热处理炉,升温至2100
±
30度;以390℃/h的升温速率从室温升温到1000度h;以175℃/h的升温速率从1000℃升温至1750℃;以125℃/h的升温速率从1750℃升温至1900
±
30℃。最终热处理后的密度达到1.50g/cc
‑
1.55g/cc。
66.6.机加车削去除材料表面的不平处,内外径面各去除0.5mm。
67.7.将热处理后的炭/炭复合材料放入cvd内,在丙烷气氛下,通入10%的稀释气体氮气,沉积温度920
‑
1030℃,沉积压力为5
‑
10kpa,沉积50
‑
120小时,最终密度达到1.55
‑
1.65g/cc。
68.实施例5
69.1.打开上下模,放入36寸热场材料坩埚碳纤维预制体,内外径的加工余量分别预留0.5
‑
1mm,预制体采用无纬布和网胎叠层针刺制备,密度达到0.50
±
0.02g/cc,将预制体放入模具腔体内,合模,加热上下模,直到温度达到50
±
5℃。
70.2.抽真空至小于0.5kpa,加压注入加有固化剂的液态树脂(含有6
‑
8%磷酸的糠酮树脂),液态树脂温度控制为40
‑
60℃,压力达到2
‑
2.2mpa。液态树脂加入前控制在40
‑
60℃时的粘度为200
‑
400mpa
·
s。
71.3.升温固化
72.采用阶段式变速升温固化,先以23℃/h加热升温至120℃,之后以13℃/h加热升温至250
±
10℃,注入树脂的粘度粘度在200
‑
400mpa
·
s。
73.4.将炭/炭复合材料中间体取出,放入碳化炉,通入氮气,升温至700
‑
750度,升温流程为:以78℃/h的升温速率从室温到250℃,以12℃/h的升温速率从250℃到550℃,以25℃/h的升温速率从550℃到750℃,之后在750℃保温3小时。
74.5.将碳化后的炭/炭复合材料放入高温热处理炉,升温至2200℃;以380℃/h的升温速率从室温升温到1000℃/h;以170℃/h的升温速率从1000℃升温至1750℃;以120℃/h的升温速率从1750℃升温至2100
±
30℃。最终热处理后的密度达到1.48g/cc。
75.6.机加车削去除材料表面的不平处,内外径面各去除0.3
‑
0.5mm。
76.7.将热处理后的炭/炭复合材料放入cvd内,在丙烯气氛下,通入10%的稀释气体氮气,沉积温度870
‑
980℃,沉积50
‑
120小时,沉积压力为5
‑
10kpa,最终密度达到1.55
‑
1.65g/cc。
77.实施例6
78.1.打开上下模,放入36寸热场材料坩埚碳纤维预制体,内外径的加工余量分别预留0.5
‑
1mm,预制体采用无纬布和网胎叠层针刺制备,密度达到0.50
±
0.02g/cc,将预制体放入模具腔体内,合模,加热上下模,直到温度达到80
‑
90℃。
79.2.抽真空至小于0.5kpa,加压注入液态中温沥青,沥青温度为85
±
5℃,压力达到2.0
‑
2mpa。液态沥青加入前控制在80
‑
90℃时的粘度为200
‑
400mpa
·
s。
80.3.升温固化
81.采用阶段式变速升温固化,先以25℃/h加热升温至120℃,之后以12℃/h加热升温至250
±
10℃。注入沥青的粘度在200
‑
400mpa
·
s。
82.4.将炭/炭复合材料中间体取出,放入碳化炉,通入氮气,升温至750℃,升温流程为:以76℃/h的升温速率从室温到250℃,以12℃/h的升温速率从250℃到550℃,以26℃/h的升温速率从550℃到750℃,之后在750℃保温3小时。
83.5.将碳化后的炭/炭复合材料放入高温热处理炉,升温至2100
±
30度;以390℃/h的升温速率从室温升温到1000度h;以175℃/h的升温速率从1000℃升温至1750℃;以125℃/h的升温速率从1750℃升温至1900
±
30℃。最终热处理后的密度达到1.50g/cc
‑
1.55g/cc。
84.6.机加车削去除材料表面的不平处,内外径面各去除0.5mm。
85.7.将热处理后的炭/炭复合材料放入cvd内,在丙烯气氛下,通入10%的稀释气体
氮气,沉积温度870
‑
980℃,沉积压力为5
‑
10kpa,沉积50
‑
120小时,最终密度达到1.55
‑
1.65g/cc。
86.对比例1
87.采用传统等温cvi工艺制备炭/炭复合材料。
88.1.36寸热场材料坩埚碳纤维预制体,内外径的加工余量分别预留3
‑
4mm,预制体采用无纬布和网胎叠层针刺制备,密度达到0.50
±
0.02g/cc,将预制体放入等温cvd炉内,在天然气气氛下,通入30%的稀释气体氮气,沉积温度1050
‑
1180℃,压力2
‑
10kpa,沉积250
‑
300h。
89.2.将炭/炭复合材料中间体在1750
‑
2000度高温热处理2
±
0.5小时
90.3.将炭/炭复合材料中间体加工成最终尺寸,单面去除1
‑
1.5mm,
91.4.将加工后的炭/炭复合材料中间体再次放入cvd炉内进行第二个周期沉积,在天然气气氛下,通入10%的稀释气体氮气,沉积温度1050
‑
1180℃,压力5
‑
10kpa,沉积150
‑
200h。最终密度达到1.38
‑
1.52g/cc。
92.对比例2
93.1.打开上下模,放入36寸热场材料坩埚碳纤维预制体,内外径的加工余量分别预留1mm,预制体采用无纬布和网胎叠层针刺制备,密度达到0.50g/cc,将预制体放入模具腔体内,合模,加热上下模,直到温度达到50℃。
94.2.抽真空至0.5kpa,加压注入加有固化剂的液态树脂(含有4%磷酸的糠酮树脂),液态树脂温度控制为55
‑
75℃,压力达到2.2mpa。液态树脂加入前控制在55
‑
75℃时的粘度为500mpa
·
s以上,注入时的粘度为500mpa
·
s以上。
95.3.升温固化
96.采用阶段式变速升温固化,先以23℃/h加热升温至250
±
10℃。
97.4.将炭/炭复合材料中间体取出,放入碳化炉,通入氮气,升温至750度,升温流程为:以50℃/h的升温速率从室温到到750℃,之后在750℃保温3小时。
98.5.将碳化后的炭/炭复合材料放入高温热处理炉,升温至2200℃;以300℃/h的升温速率从室温升温到2300℃。最终热处理后的密度达到1.48g/cc。
99.6.机加车削去除材料表面的不平处,内外径面各去除0.5mm。
100.7.将热处理后的炭/炭复合材料放入cvd内,在天然气气氛下,通入10%的稀释气体氮气,沉积温度1050
‑
1180℃,沉积80
‑
120小时。最终密度达到1.45
‑
1.55g/cc。
101.对比例3
102.1.打开上下模,放入36寸热场材料坩埚碳纤维预制体,内外径的加工余量分别预留1mm,预制体采用无纬布和网胎叠层针刺制备,密度达到0.50g/cc,将预制体放入模具腔体内,合模,加热上下模,直到温度达到50℃。
103.2.抽真空至小于0.5kpa,加压注入液态中温沥青,沥青温度为55
±
5℃,压力达到2.0
‑
2mpa。沥青加入前控制在50
‑
60℃时的粘度为500mpa
·
s以上,注入时的粘度为500mpa
·
s以上。
104.3.升温固化
105.采用阶段式变速升温固化,先以25℃/h加热升温至250
±
10℃。
106.4.将炭/炭复合材料中间体取出,放入碳化炉,通入氮气,升温至750度,升温流程
为:以50℃/h的升温速率从室温到到750℃,之后在750℃保温3小时。
107.5.将碳化后的炭/炭复合材料放入高温热处理炉,升温至2200℃;以300℃/h的升温速率从室温升温到2300℃。最终热处理后的密度达到1.48g/cc。
108.6.机加车削去除材料表面的不平处,内外径面各去除0.5mm。
109.7.将热处理后的炭/炭复合材料放入cvd内,在天然气气氛下,通入10%的稀释气体氮气,沉积温度870
‑
980℃,沉积压力为5
‑
10kpa,沉积50
‑
120小时,最终密度达到1.45
‑
1.52g/cc。
110.对实施例1
‑
6和对比例1
‑
3制备的炭/炭复合材料进行内外径密度测试,测试结果如表1(其中位置1
‑
5为由外到内选取的五个位置点)。
111.表1
[0112][0113][0114]
通过选取实施例1
‑
2和对比例1
‑
6制备的炭/炭复合材料中心密度最低的区域材料进行测试得到的材料的综合性能如下表2。
[0115][0116]
通过上述测试结果表面,采用本发明的制备方法为最佳的速率,对比例1
‑
2树脂和沥青的粘度大,流动性差,所制备复合材料的整体密度梯度大,性能相对较差。本发明由于使用更加合理hp
‑
rtm工艺,减少了内外表面的切削量,由以前单面公差2mm降到1mm以下,,降低了材料的制备成本同时减少了材料外表面和中心的密度差。
[0117]
所属领域的普通技术人员应当理解:以上任何实施例的讨论仅为示例性的,并非旨在暗示本公开的范围(包括权利要求)被限于这些例子;在本发明的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本发明的不同方面的许多其它变化,为了简明它们没有在细节中提供。
[0118]
本发明的实施例旨在涵盖落入所附权利要求的宽泛范围之内的所有这样的替换、修改和变型。因此,凡在本发明的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1