一种桌面式智能家居中央控制器钢化玻璃外壳及其生产工艺的制作方法
1.本发明涉及钢化玻璃技术领域,尤其是一种桌面式智能家居中央控制器钢化玻璃外壳及其生产工艺。
背景技术:
2.随着智能家居市场占有率越来越广泛,对于智能家居的控制系统要求也越来越高。从最初的网线连接到近期的wifi连接控制,各个产品以及中央控制器变得越来越方便简洁。现有智能家居基本上是通过手机app云端然后来控制家里安装的集成器再控制各个家居的使用,但是市场上出现的桌面试智能音箱,其机壳使用注塑居多,但是此产品不耐划伤,而且质感有限,硬度和强度都比玻璃差一等级,针对此问题,亟需发明一种桌面式智能家居中央控制器钢化玻璃外壳。
技术实现要素:
3.为了解决上述问题,本发明提供了一种桌面式智能家居中央控制器钢化玻璃外壳:包括壳体,所述壳体通过钢化玻璃材质制成,所述钢化玻璃材质内包括壁厚层结构,所述壁厚层结构包括第一层透明层、第一层着色层、第二层着色层和第二层透明层,所述第一层透明层、第一层着色层、第二层着色层和第二层透明层从钢化材质由外向内依次分层。
4.为了解决上述问题,发明提供了一种桌面式智能家居中央控制器钢化玻璃外壳生产工艺,包括以下步骤:
5.a:取70%
‑
73%二氧化硅、7%
‑
13%氧化钙、三氧化二铝1%
‑
2.2%、纯碱 13%
‑
15%、氧化镁1%
‑
4.5%、0.08%
‑
0.14%氧化铁进行标签为熔料一,将熔料一在温度1400
‑
1600℃下制备形成透明玻璃材料;
6.b:将透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第一层透明层的透明产品,使其尺寸确保在标准尺寸
±
3mm;
7.c:取熔料一加金属氧化物进行标签为熔料二,将具有金属氧化物的透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第一层着色层的白色底色产品,使其尺寸确保在标准尺寸
±
3mm;
8.d:取熔料二加金属氧化物进行标签为熔料三,将具有金属氧化物的透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第二层着色层的彩色产品,使其尺寸确保在标准尺寸
±
3mm;
9.e:取同溶料一相同原料制备形成透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第二层透明层的彩色产品,使其尺寸确保在标准尺寸
±
3mm;
10.f:将具有第一层透明层、第一层着色层、第二层着色层和第二层透明层的成型产品进行退火;
11.g:将成型产品进行外型切割;
12.h:将成型产品进行钢化;
13.i:将成型产品进行清洗;
14.j:将成型产品进行包装。
15.优选的:所述步骤f中应使产品在550
‑
650℃的退火炉中并在1.5小时内退火至70℃,退火后产品抵抗0.2
‑
0.4j的冲击。
16.优选的,在所述步骤g之前先待产品冷却,待产品冷却后使用金刚砂轮对产品入料口进行切割,公差控制在
±
2mm。
17.优选的,所述步骤h具体是将产品固定在治具中,完全浸泡在430℃硝酸钾溶液中,经过6小时的钢化,得到钢化玻璃,钢化后产品抵抗0.4j以上的冲击。
18.本发明的有益效果在于:
19.1:增加化学钢化性能,提高表面硬度以及抗冲击性,使产品获得更高更强的抗冲击性能。
20.2:使用玻璃材质替代塑料材质,玻璃产品可以重复利用,降低环境的污染,使产品在正常生活以及后续处理中更加环保。
21.3:通过不同色料的配合,使产品在产出过程中呈现不同颜色,使得产品的外观更加的美观,深受用户喜爱。
附图说明
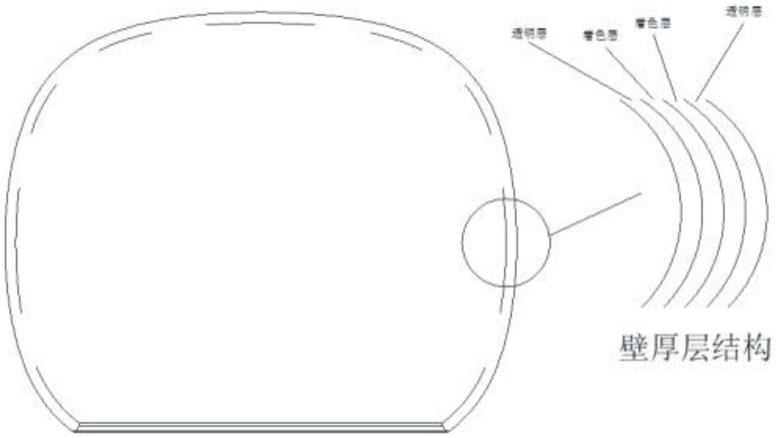
22.图1是本发明一种桌面式智能家居中央控制器钢化玻璃外壳分层图。
具体实施方式
23.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互结合。
24.如图1所示:一种桌面式智能家居中央控制器钢化玻璃外壳,包括壳体,所述壳体通过钢化玻璃材质制成,所述钢化玻璃材质内包括壁厚层结构,所述壁厚层结构包括第一层透明层、第一层着色层、第二层着色层和第二层透明层,所述第一层透明层、第一层着色层、第二层着色层和第二层透明层从钢化材质由外向内依次分层。
25.实施例1
26.a:取70%二氧化硅、12%氧化钙、三氧化二铝1.82%、纯碱14.5%、氧化镁1.5%、0.08%氧化铁进行标签为熔料一,将熔料一在温度1400℃下制备形成透明玻璃材料;
27.b:将透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第一层透明层的透明产品,使其尺寸确保在标准尺寸
±
3mm;
28.c:取熔料一加金属氧化物进行标签为熔料二,将具有金属氧化物的透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第一层着色层的白色底色产品,使其尺寸确保在标准尺寸
±
3mm;
29.d:取熔料二加金属氧化物进行标签为熔料三,将具有金属氧化物的透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第二层着色层的彩色产品,使其尺寸确保在标准尺寸
±
3mm;
30.e:取同溶料一相同原料制备形成透明玻璃材料通过1
‑
8kg气压吹制使其在模具中
成型,形成具有第二层透明层的彩色产品,使其尺寸确保在标准尺寸
±
3mm;
31.f:将具有第一层透明层、第一层着色层、第二层着色层和第二层透明层的成型产品进行退火,具体应使产品在550℃的退火炉中并在1.5小时内退火至70℃,退火后产品抵抗0.2j的冲击;
32.g:将成型产品进行外型切割,具体是先待产品冷却,待产品冷却后使用金刚砂轮对产品入料口进行切割,公差控制在
±
2mm;
33.h:将成型产品进行钢化,具体是将产品固定在治具中,完全浸泡在380℃硝酸钾溶液中,经过6小时的钢化,得到钢化玻璃,钢化后产品抵抗0.288j 的冲击;
34.i:将成型产品进行清洗;
35.j:将成型产品进行包装。
36.实施例2
37.a:取71%二氧化硅、11%氧化钙、三氧化二铝1.89%、纯碱14%、氧化镁 2%、0.11%氧化铁进行标签为熔料一,将熔料一在温度1550℃下制备形成透明玻璃材料;
38.b:将透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第一层透明层的透明产品,使其尺寸确保在标准尺寸
±
3mm;
39.c:取熔料一加金属氧化物进行标签为熔料二,将具有金属氧化物的透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第一层着色层的白色底色产品,使其尺寸确保在标准尺寸
±
3mm;
40.d:取熔料二加金属氧化物进行标签为熔料三,将具有金属氧化物的透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第二层着色层的彩色产品,使其尺寸确保在标准尺寸
±
3mm;
41.e:取同溶料一相同原料制备形成透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第二层透明层的彩色产品,使其尺寸确保在标准尺寸
±
3mm;
42.f:将具有第一层透明层、第一层着色层、第二层着色层和第二层透明层的成型产品进行退火,具体应使产品在600℃的退火炉中并在1.5小时内退火至70℃,退火后产品抵抗0.3j的冲击;
43.g:将成型产品进行外型切割,具体是先待产品冷却,待产品冷却后使用金刚砂轮对产品入料口进行切割,公差控制在
±
2mm;
44.h:将成型产品进行钢化,具体是将产品固定在治具中,完全浸泡在430℃硝酸钾溶液中,经过6小时的钢化,得到钢化玻璃,钢化后产品抵抗0.395j 的冲击;
45.i:将成型产品进行清洗;
46.j:将成型产品进行包装。
47.实施例3:
48.a:取72%二氧化硅、10%氧化钙、三氧化二铝1.9%、纯碱13.5%、氧化镁 2.5%、0.1%氧化铁进行标签为熔料一,将熔料一在温度1600℃下制备形成透明玻璃材料;
49.b:将透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第一层透明层的透明产品,使其尺寸确保在标准尺寸
±
3mm;
50.c:取熔料一加金属氧化物进行标签为熔料二,将具有金属氧化物的透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第一层着色层的白色底色产品,使其尺寸
确保在标准尺寸
±
3mm;
51.d:取熔料二加金属氧化物进行标签为熔料三,将具有金属氧化物的透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第二层着色层的彩色产品,使其尺寸确保在标准尺寸
±
3mm;
52.e:取同溶料一相同原料制备形成透明玻璃材料通过1
‑
8kg气压吹制使其在模具中成型,形成具有第二层透明层的彩色产品,使其尺寸确保在标准尺寸
±
3mm;
53.f:将具有第一层透明层、第一层着色层、第二层着色层和第二层透明层的成型产品进行退火,具体应使产品在650℃的退火炉中并在1.5小时内退火至70℃,退火后产品抵抗0.4j的冲击;
54.g:将成型产品进行外型切割,具体是先待产品冷却,待产品冷却后使用金刚砂轮对产品入料口进行切割,公差控制在
±
2mm;
55.h:将成型产品进行钢化,具体是将产品固定在治具中,完全浸泡在430℃硝酸钾溶液中,经过6小时的钢化,得到钢化玻璃,钢化后产品抵抗0.431j的冲击;
56.i:将成型产品进行清洗;
57.j:将成型产品进行包装。
58.实施例4
59.结合实施例1、实施例2和实施例3生产的钢化玻璃外壳进行落球测试:
60.测试设备及样品信息/instrumentandsampleinformation;
61.测试标准/testreference:function:touchpadfunctionshouldbenormalafterthetest;
62.cosmetic:thetouchpadshallbenodamageonstructuresuchaswarp,deformation,crackorotherdefectswhichdonotconformtothequalityrequirements;
63.minorchip/dentof1mmmaximumatimpactedlocationsallowedbutcracksarenotallowed;
64.测试条件/testcondition:asteelballofweightandheighttofreefallandimpactthefacesheetoncebelowdiagramtoproducepotentialenergy(pe)of0.4jminimum;
65.钢球重量:110g,跌落高度:40cm,mgh=0.11*9.8*0.4=0.431j,1点跌落测量;
66.测试仪器型号/instrumentmodel:na;
67.测试仪器名称/instrumentname:落球测试仪;
68.测试样品/specimen:glass;
69.根据对实施例1、实施例2和实施例3生产的钢化玻璃外壳进行落球测试得出以下结论:
70.a:采用实施例1工艺生产的钢化玻璃外壳表面有损伤,功能不正常,对应br落球点,有裂纹,产品抵抗0.288j的冲击,达不到产品抵抗0.431j的冲击,质量较差。
71.b:采用实施例2工艺生产的钢化玻璃外壳表面有损伤,功能不正常,对应br落球点,有裂纹,产品抵抗0.395j的冲击,达不到产品抵抗0.431j的冲击,质量较差。
72.c:采用实施例3工艺生产的钢化玻璃外壳表面无损伤,功能正常,对应br落球点,
有微小亮色落痕,无裂纹,产品抵抗0.431j的冲击,达到产品抵抗0.431j的冲击,质量较好。
73.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
74.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1