高强度骨科用陶瓷钢板及其制备方法与流程
1.本发明涉及医用辅材技术领域,具体为高强度骨科用陶瓷钢板及其制备方法。
背景技术:
2.现代医学在治疗骨折病人时经常要用到骨科钢板,利用骨科钢板将病人的断骨固定。但现有的骨科钢板具有以下不足:
3.一、由于恢复时间长,骨骼愈合期间病人不可能不运动,同时为了避免肌肉萎缩,适量的运动对于病人的恢复有促进作用,但是病人的活动会造成钢板负担过重或者由于频繁的运动造成钢板疲劳性断裂,虽然医生都会嘱咐病人不要从事剧烈运动和过于频繁的活动,但由于没有定量的指标和检测装置,病人很难掌握合适的运动量。当运动量超过钢板的承受能力时,钢板就会断裂,给病人造成额外的伤害。
4.二、现有的骨科钢板需要根据不同人体的创伤部位骨骼的形状进行定制,未定制的通用骨科钢板无法与患者伤处骨骼契合,不仅固定效果差,容易造成应力集中,更容易损坏,无法长期内置,且在活动过程中会对周边骨骼、肌肉、血管等组织造成伤害;但定制的骨科钢板虽然治疗效果好,但由于为异性结构,因此成型和后加工工艺复杂,成品质量不稳定,加工成本高,致使患者经济负担加重。
5.三、现有的骨科钢板普遍为实心钢板材质,透气性差,且越与患者骨骼契合度高透气性越差,不仅影响骨骼愈合,而且容易造成骨骼或组织病变。
技术实现要素:
6.本发明提供的发明目的在于提供高强度骨科用陶瓷钢板及其制备方法,该骨科用陶瓷钢板及其制备方法不仅具有较强和较均匀的载力性能,使用寿命长,而且加工工艺简单,制造成本低,适合定制化生产加工,而且透气性好,生物友好性高,能够显著提高患者的骨骼愈合效率和效果,降低患者经济负担,减少治疗过程中产生病变的可能。
7.为了实现上述效果,本发明提供如下技术方案:
8.高强度骨科用陶瓷钢板的制备方法,包括以下步骤:
9.①
根据所需形状制备空心的钢制壳体,预留螺钉孔;围合成螺钉孔2的孔壁与钢制壳体围合出内腔;内腔内预设网状钢丝;
10.②
向内腔内加压充入配置好的陶瓷浆料、粘结剂、分散剂以及溶剂的混合物,使钢制壳体发生一定的膨胀;
11.③
震动钢制壳体释放混合物中被捕集到的空气;
12.④
冻结钢制壳体及内腔中的混合物,使混合物凝固成内部陶瓷坯料;
13.⑤
对内部陶瓷采用烧结工艺;
14.⑥
使用液电成型技术使钢制壳体与成型的内部陶瓷紧密贴合成一体,同时使钢制壳体发生一定的收缩。
15.其中,所述控制壳体为多孔结构,在进行步骤
②
之前用强度膜或模具封闭微孔结
构避免充入的混合物挤出,并在内部陶瓷成型后撤除封闭。
16.其中,步骤
④
的冻结工艺采用定向冷冻工艺,冷冻方向为钢制壳体1的厚度方向;冷冻温度为-30℃~-40℃,冷冻时间为20h~24h。
17.其中,步骤
⑤
的烧结工艺的烧结温度为1200℃~1400℃,烧结时间3h~4h。
18.其中,所述陶瓷浆料的固相为微米级羟基磷灰石粉体和纳米级二氧化锆粉体,粘结剂为羧甲基纤维素钠,分散剂为聚乙二醇,溶剂为去离子水。
19.其中,所述陶瓷浆料的固相含量为25vol.%~35vol.%;分散剂含量2.5vol.%~4.5vol.%,粘结剂含量10vol.%~15vol.%。
20.其中,所述陶瓷钢板贴合骨头的一面嵌设有若干压电陶瓷片;所述压电陶瓷片的电荷输出正负极分别分布在陶瓷钢板贴合骨头的一面且靠近两端的位置;所述正负极与钢制壳体之间做绝缘处理。
21.其中,所述正负极在陶瓷钢板上靠近两端分布的数量相同或接近。
22.本发明提供了高强度骨科用陶瓷钢板及其制备方法,具备以下有益效果:
23.1、本技术的骨科用陶瓷钢板及其制备方法不仅具有较强和较均匀的载力性能,使用寿命长,而且加工工艺简单,制造成本低,适合定制化生产加工,而且透气性好,生物友好性高,能够显著提高患者的骨骼愈合效率和效果,降低患者经济负担,减少治疗过程中产生病变的可能。
24.2、本技术的陶瓷钢板采用钢制外壳、内部网状钢丝为骨架结合填充成型烧结的多孔陶瓷结构,将三者有机结合,融合三者的优势,不仅同时具有高抗压强度、抗拉强度、抗弯折强度,而且同时具有重量减轻、透气性显著提高、抗腐蚀性好、生物相容性好等优点。
25.3、本技术将冷冻铸造工艺适应性改进后应用于所述陶瓷钢板的制备,形成多孔陶瓷结构,不但具有成本低、孔道结构精确可调等特点,而且对环境友好,污染低;首先制备适宜患者所需形状的钢制壳体,由于钢制壳体较薄,相比现有的较厚的实心钢板更易加工成所需形状,然后利用该钢制壳体作为冷冻铸造过程中的填充模,将配置的陶瓷浆料混合物加压填充,这一过程中不仅使后续凝固烧结后的陶瓷与钢制壳体形状完全契合,而且还对钢制壳体施加了外撑力,从而使其发生第一次形变,该过程为提高钢制壳体强度的第一步;在后续烧结过程中,由于钢板的熔点在1500℃以上,高于陶瓷烧结温度,因此将钢制壳体连通内部经冷冻铸造成型的陶瓷坯一同进入烧结,不仅满足了陶瓷烧结的温度,且通过钢制壳体限制陶瓷烧结过程中形状的变化,保障烧结陶瓷形状的稳定,而且在这一过程中,钢制壳体相当于进行了热处理,显著消除了内应力和内部缺陷。
26.4、本技术还应用了液电成型技术使钢制壳体与成型的内部陶瓷紧密贴合成一体,同时使钢制壳体发生一定的收缩,提高了整个陶瓷钢板的一体性,增强了其力学性能,在冷冻铸造工艺过程中利用钢制壳体使陶瓷按设计要求成型,而在液电成型工艺过程中反过来利用烧结的陶瓷体使钢制壳体的形状维持和修正至设计要求,从而保障了整个加工过后陶瓷钢板的整体尺寸符合设计要求,降低了后续再加工的要求。
27.5、本技术的陶瓷钢板还设置有压电陶瓷片,利用人体活动过程中骨骼与陶瓷钢板之间不可避免产生的微小挤压作用产生电荷,并利用该电荷刺激骨骼创伤处的愈合,从而提高骨骼愈合效率,减少治疗时间;电刺激骨生成是近年来促进骨折愈合研究的重大成就。越来越多的资料表明,电刺激不仅在动物实验中有明确的成骨效应,临床上用于治疗骨不
连、先天性假关节和加速骨折愈合等也有显著疗效;而由于负电位骨骼生长促进作用较为明显,因此本技术将正负极在陶瓷钢板上靠近两端分布的数量相同或接近从而使骨骼创伤处两侧均能够均匀的获得负电位促进作用。
附图说明
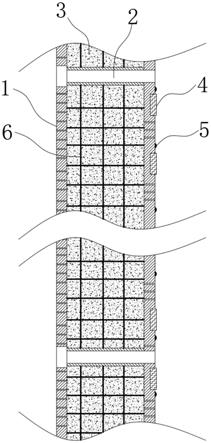
28.图1为本发明的剖视示意图。
29.图中附图标记表示为:
30.1、钢制壳体;2、螺钉孔;3、内腔;4、压电陶瓷片;5、正负极;6、网状钢丝。
具体实施方式
31.将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.本发明提供一种技术方案:
33.请参阅图1,高强度骨科用陶瓷钢板的制备方法,包括以下步骤:
34.①
根据所需形状制备空心的钢制壳体1,预留螺钉孔2;围合成螺钉孔2的孔壁与钢制壳体1围合出内腔3;内腔3内预设网状钢丝6;
35.②
向内腔3内加压充入配置好的陶瓷浆料、粘结剂、分散剂以及溶剂的混合物,使钢制壳体1发生一定的膨胀;
36.③
震动钢制壳体1释放混合物中被捕集到的空气;
37.④
冻结钢制壳体1及内腔3中的混合物,使混合物凝固成内部陶瓷坯料;
38.⑤
对内部陶瓷采用烧结工艺;
39.⑥
使用液电成型技术使钢制壳体1与成型的内部陶瓷紧密贴合成一体,同时使钢制壳体1发生一定的收缩。
40.钢制外壳1、内部网状钢丝6为骨架结合填充成型烧结的多孔陶瓷结构,将三者有机结合,融合三者的优势,不仅同时具有高抗压强度、抗拉强度、抗弯折强度,而且同时具有重量减轻、透气性显著提高、抗腐蚀性好、生物相容性好等优点。
41.将冷冻铸造工艺适应性改进后应用于所述陶瓷钢板的制备,形成多孔陶瓷结构,不但具有成本低、孔道结构精确可调等特点,而且对环境友好,污染低;首先制备适宜患者所需形状的钢制壳体,由于钢制壳体1较薄,相比现有的较厚的实心钢板更易加工成所需形状,然后利用该钢制壳体1作为冷冻铸造过程中的填充模,将配置的陶瓷浆料混合物加压填充,这一过程中不仅使后续凝固烧结后的陶瓷与钢制壳体1形状完全契合,而且还对钢制壳体施加了外撑力,从而使其发生第一次形变,该过程为提高钢制壳体强度的第一步;在后续烧结过程中,由于钢板的熔点在1500℃以上,高于陶瓷烧结温度,因此将钢制壳体1连通内部经冷冻铸造成型的陶瓷坯一同进入烧结,不仅满足了陶瓷烧结的温度,且通过钢制壳体1限制陶瓷烧结过程中形状的变化,保障烧结陶瓷形状的稳定,而且在这一过程中,钢制壳体1相当于进行了热处理,显著消除了内应力和内部缺陷。
42.液电成型技术使钢制壳体1与成型的内部陶瓷紧密贴合成一体,同时使钢制壳体1
发生一定的收缩,提高了整个陶瓷钢板的一体性,增强了其力学性能,在冷冻铸造工艺过程中利用钢制壳体1使陶瓷按设计要求成型,而在液电成型工艺过程中反过来利用烧结的陶瓷体使钢制壳体1的形状维持和修正至设计要求,从而保障了整个加工过后陶瓷钢板的整体尺寸符合设计要求,降低了后续再加工的要求。
43.进一步的,控制壳体1为多孔结构,在进行步骤
②
之前用强度膜或模具封闭微孔结构避免充入的混合物挤出,并在内部陶瓷成型后撤除封闭。
44.进一步的,步骤
④
的冻结工艺采用定向冷冻工艺,冷冻方向为钢制壳体1的厚度方向;冷冻温度为-30℃~-40℃,冷冻时间为20h~24h。
45.进一步的,步骤
⑤
的烧结工艺的烧结温度为1200℃~1400℃,烧结时间3h~4h。
46.进一步的,陶瓷浆料的固相为微米级羟基磷灰石粉体和纳米级二氧化锆粉体,粘结剂为羧甲基纤维素钠,分散剂为聚乙二醇,溶剂为去离子水。
47.进一步的,陶瓷浆料的固相含量为25vol.%~35vol.%;分散剂含量2.5vol.%~4.5vol.%,粘结剂含量10vol.%~15vol.%。
48.采用了水基陶瓷浆料倒入模具中进行定向凝固,由于温度梯度的产生,冰晶开始沿温度梯度方向生长同时陶瓷颗粒被排挤到冰晶两侧形成陶瓷层;待陶瓷浆料全部冷冻完毕,将坯体置于低温低压的条件下进行冰晶升华,也就是所说的冷冻干燥处理,此时冰晶完全气化并在冰晶原有位置处留下孔隙,孔隙其实是冰晶的复制品;最后将所得坯体进行高温烧结致密化处理,这就得到了具有规则排列定向孔的多孔陶瓷材料。
49.进一步的,陶瓷钢板贴合骨头的一面嵌设有若干压电陶瓷片4;压电陶瓷片4的电荷输出正负极分别分布在陶瓷钢板贴合骨头的一面且靠近两端的位置;正负极5与钢制壳体1之间做绝缘处理。
50.进一步的,正负极5在陶瓷钢板上靠近两端分布的数量相同或接近。
51.利用人体活动过程中骨骼与陶瓷钢板之间不可避免产生的微小挤压作用产生电荷,并利用该电荷刺激骨骼创伤处的愈合,从而提高骨骼愈合效率,减少治疗时间;电刺激骨生成是近年来促进骨折愈合研究的重大成就。越来越多的资料表明,电刺激不仅在动物实验中有明确的成骨效应,临床上用于治疗骨不连、先天性假关节和加速骨折愈合等也有显著疗效;而由于负电位骨骼生长促进作用较为明显,因此本技术将正负极在陶瓷钢板上靠近两端分布的数量相同或接近从而使骨骼创伤处两侧均能够均匀的获得负电位促进作用。
52.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1