防紫外线节能隔热玻璃及其智能生产线
1.本发明涉及玻璃生产技术领域,具体为防紫外线节能隔热玻璃及其智能生产线。
背景技术:
2.玻璃是一种透明的半固体、半液体物质,在熔融时形成连续网络结构,冷却过程中粘度逐渐增大并硬化而不结晶的硅酸盐类非金属材料,普通玻璃的主要成分是二氧化硅,它具有很高的化学稳定性、热稳定性和很好的透明度,因此被广泛应用于各个领域。
3.玻璃往往都会根据采光和隔热性能来判断其质量,现有玻璃多数会采用双层中空玻璃的拼合一体化,实现较好的隔音和隔热性能,但双层玻璃在结合后,容易对其透光率产生阻隔,从而降低玻璃的采光率,并且双层玻璃的保温和隔热性能与密封性有关,若是密封不足,会导致玻璃内层出现渗漏,降低玻璃的综合性能;而双层玻璃在生产过程中,对玻璃复合层面的拼接工作较为繁琐不便,且组装时不易将其结构对准,容易产生位置偏移和松动,难以自动化将多个层面稳定组装,增加双层玻璃安合的瑕疵,降低玻璃结合的质量。
技术实现要素:
4.本发明的目的在于提供防紫外线节能隔热玻璃及其智能生产线,以解决上述背景技术中提出的相关问题。
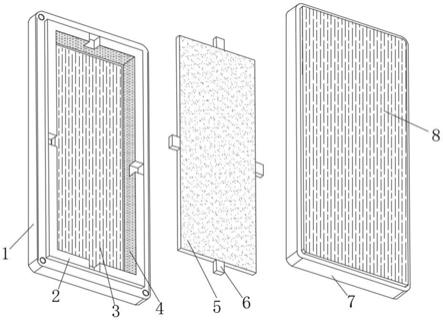
5.为实现上述目的,本发明提供如下技术方案:防紫外线节能隔热玻璃,包括下玻璃板和pvc透明胶片与上玻璃板,所述下玻璃板的内侧开设有凹型腔,所述凹型腔外侧的边缘处设有凸起边,所述凹型腔的内侧均匀涂设有纳米透明隔热涂层,所述上玻璃板的内侧开设有与凸起边卡合适配的凹槽,所述凹槽的内侧铺设有透光隔热膜层,所述下玻璃板和上玻璃板的外侧涂设有抗紫外线涂层。
6.优选的,所述pvc透明胶片的外侧设有拼接卡合机构,且拼接卡合机构分别包括压块、卡合块和卡接槽,所述凹型腔内侧的边缘处开设有四组卡接槽,所述pvc透明胶片外侧的边缘处设有四组与卡接槽相互适配的卡合块,所述凹槽内侧的边缘处设有四组与卡合块和卡接槽相互对应的压块。
7.优选的,所述下玻璃板和上玻璃板相互靠近一侧的边缘处设有黏结层,且黏结层的四角处设有对接孔。
8.优选的,所述凹槽与凸起边密封卡合,所述凹槽内侧靠近透光隔热膜层的边缘处设有密封层,所述凹槽与凹型腔对应连通。
9.优选的,四组所述卡合块不完全嵌入卡接槽内侧,四组所述压块延伸至卡接槽的内侧并与卡合块相互接触贴合。
10.防紫外线节能隔热玻璃的智能生产线,包括工作台,所述工作台一端的两侧分别设有第一输送线与第二输送线,所述第一输送线和第二输送线的端面分别设有胶片放置板与上玻璃放置板,所述工作台的顶部设有总线,所述总线的端面均匀排设有下玻璃放置板,所述下玻璃板一端的中间位置处设有中心架,所述中心架的端面设有机械手臂,所述机械
手臂的尾端设有真空吸盘组,所述下玻璃板的底部设有控制台,所述总线的一侧设有点胶装置。
11.优选的,所述下玻璃板的顶端设有定位机构,且定位机构分别包括固定座、u型板、顶板、夹持板、电动气缸和举升气缸,所述固定座固接于下玻璃板的顶端,所述固定座一端的中间位置处设有举升气缸,所述总线顶端的中间位置处设有u型板和电动气缸,所述电动气缸的输出端设有与u型板水平面相对的夹持板,所述举升气缸的输出端设有与下玻璃放置版相互适配的顶板。
12.优选的,所述第一输送线和第二输送线与总线一端的中间位置处皆设有位置传感器,所述胶片放置板与上玻璃放置板的端面设有定位吸盘。
13.优选的,所述下玻璃板一端底部的中间位置处设有限位挡板,且限位挡板与机械手臂阻挡配合,所述点胶装置的底部设有龙门架,且龙门架固接于总线的一侧。
14.优选的,所述u型板的底部固接有定位板,所述顶板的两侧设有矫正边,所述固定座顶部靠近举升气缸的两端设有伸缩杆。
15.与现有技术相比,本发明提供了防紫外线节能隔热玻璃及其智能生产线,具备以下有益效果:
16.1、本发明通过下玻璃板和上玻璃板之间的凹型腔与凹槽组合形成具有隔热特性的空腔层,并利用空腔层内的纳米透明隔热涂层和透光隔热膜层的结构配合,促使该玻璃得到多层复合材料的拼装体系,增加玻璃内层处的密封性和隔热及保温特性,同时在空腔层中心处安设作为内芯体系的pvc透明胶片将空腔分隔阻断,配合抗紫外线涂层的外置涂层结构,从而使该双重中空玻璃的内外侧皆得到优质的抗紫外线特性以及保温隔热成效,促使室内与室外温度均匀升降,提高玻璃的采光率,增加玻璃的节能功效和综合性能。
17.2、本发明利用第一输送线与第二输送线和总线分别对玻璃的复合层进行拼装输送,并利用中心安设的机械手臂作为活动结构,便于通过机械手臂和真空吸盘组的驱动将复合材料统一在总线表面的下玻璃放置版进行组装,增加装置的智能性和自动化生产功效,并且随着机械手臂将复合材料抓取位移期间提供胶片放置板与上玻璃放置板的重复上料时间,从而快速更换下一组复合材料就位等候,促使该结构的操作工序随着第一输送线与第二输送线的往复位移更为连续化,提高玻璃生产线的输送效率。
18.3、本发明通过下玻璃板和pvc透明胶片与上玻璃板之间安设的拼接卡合机构,可在玻璃的复合层材质之间预设定位结构,并在定位机构的结构配合下,便于利用机械手臂与真空吸盘组的抓取定位对玻璃进行稳定的拼接组合,无需人工手动纠正和定位,增强机械手臂对玻璃自动化抓取及拼合生产的精度和效率,并且一体化结构后的双层中空玻璃可直接在总线的配合下输送,促使玻璃生产中的工位转换更为简便快捷。
附图说明
19.图1为本发明的玻璃立体爆炸图;
20.图2为本发明的玻璃立体图;
21.图3为本发明的上玻璃板立体图;
22.图4为本发明的下玻璃板和pvc透明胶片结构示意图;
23.图5为本发明的智能生产线俯视图;
24.图6为本发明图5的a处放大图;
25.图7为本发明的u型板和顶板仰视图;
26.图8为本发明的u型板立体图。
27.图中:1、下玻璃板;2、凸起边;3、凹型腔;4、纳米透明隔热涂层;5、pvc透明胶片;6、拼接卡合机构;61、压块;62、卡合块;63、卡接槽;7、上玻璃板;8、抗紫外线涂层;9、透光隔热膜层;10、凹槽;11、工作台;12、胶片放置板;13、第一输送线;14、控制台;15、机械手臂;16、中心架;17、第二输送线;18、上玻璃放置板;19、下玻璃放置板;20、总线;21、定位机构;211、固定座;212、u型板;213、顶板;214、夹持板;215、电动气缸;216、举升气缸;22、真空吸盘组;23、点胶装置。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.请参阅图1-8,本发明提供一种技术方案:防紫外线节能隔热玻璃及其智能生产线,包括下玻璃板1和pvc透明胶片5与上玻璃板7,下玻璃板1的内侧开设有凹型腔3,凹型腔3外侧的边缘处设有凸起边2,凹型腔3的内侧均匀涂设有纳米透明隔热涂层4,上玻璃板7的内侧开设有与凸起边2卡合适配的凹槽10,凹槽10的内侧铺设有透光隔热膜层9,下玻璃板1和上玻璃板7的外侧涂设有抗紫外线涂层8。
30.作为本实施例的优选方案:pvc透明胶片5的外侧设有拼接卡合机构6,且拼接卡合机构6分别包括压块61、卡合块62和卡接槽63,凹型腔3内侧的边缘处开设有四组卡接槽63,pvc透明胶片5外侧的边缘处设有四组与卡接槽63相互适配的卡合块62,凹槽10内侧的边缘处设有四组与卡合块62和卡接槽63相互对应的压块61。
31.作为本实施例的优选方案:下玻璃板1和上玻璃板7相互靠近一侧的边缘处设有黏结层,且黏结层的四角处设有对接孔,便于对粘接层进行点胶作业,实现后续结构的拼接粘合工作。
32.作为本实施例的优选方案:凹槽10与凸起边2密封卡合,凹槽10内侧靠近透光隔热膜层9的边缘处设有密封层,凹槽10与凹型腔3对应连通,可通过密封槽以及凹槽10与凸起边2的卡合,有效的提高结构拼接的密封功效,抑制渗漏现象的产生。
33.作为本实施例的优选方案:四组卡合块62不完全嵌入卡接槽63内侧,四组压块61延伸至卡接槽63的内侧并与卡合块62相互接触贴合,增加该卡合结构的衔接配合功效,促使结构拼接更加紧凑稳定。
34.防紫外线节能隔热玻璃的智能生产线,包括工作台11,工作台11一端的两侧分别设有第一输送线13与第二输送线17,第一输送线13和第二输送线17的端面分别设有胶片放置板12与上玻璃放置板18,工作台11的顶部设有总线20,总线20的端面均匀排设有下玻璃放置版19,下玻璃板1一端的中间位置处设有中心架16,中心架16的端面设有机械手臂15,机械手臂15的尾端设有真空吸盘组22,下玻璃板1的底部设有控制台14,总线20的一侧设有点胶装置23。
35.作为本实施例的优选方案:下玻璃板1的顶端设有定位机构21,且定位机构21分别包括固定座211、u型板212、顶板213、夹持板214、电动气缸215和举升气缸216,固定座211固接于下玻璃板1的顶端,固定座211一端的中间位置处设有举升气缸216,总线20顶端的中间位置处设有u型板212和电动气缸215,电动气缸215的输出端设有与u型板212水平面相对的夹持板214,举升气缸216的输出端设有与下玻璃放置版19相互适配的顶板213。
36.作为本实施例的优选方案:第一输送线13和第二输送线17与总线20一端的中间位置处皆设有位置传感器,胶片放置板12与上玻璃放置板18的端面设有定位吸盘,可通过定位吸盘对物料辅助固定,防止输送时产生位置偏移和摇晃。
37.作为本实施例的优选方案:下玻璃板1一端底部的中间位置处设有限位挡板,且限位挡板与机械手臂15阻挡配合,避免机械手臂15在控制台14周围活动,对操作人员造成伤害,点胶装置23的底部设有龙门架,且龙门架固接于总线20的一侧。
38.作为本实施例的优选方案:u型板212的底部固接有定位板,顶板213的两侧设有矫正边,固定座211顶部靠近举升气缸216的两端设有伸缩杆,可通过矫正边与玻璃板的接触进行自动矫正定位,提高玻璃板定位的精确性。
39.实施例1,如图1-4所示,在玻璃下玻璃板1和pvc透明胶片5以及上玻璃板7组合拼接时,可利用pvc透明胶片5外侧的四组卡合块62与卡接槽63卡合定位,保证pvc透明胶片5稳定嵌入凹型腔3的内层,接着利用上玻璃板7与下玻璃板1的密封卡合,促使上玻璃板7带动压块61插入卡接槽63内侧,并与卡合块62接触挤压,从而确保pvc透明胶片5位居凹型腔3和凹槽10之间的中心处,保证pvc透明胶片5作为内芯体系将空腔分隔阻断,进一步提高玻璃的隔热及保温特性。
40.实施例2,如图1-8所示,防紫外线节能隔热玻璃及其智能生产线的生产方法,方法步骤如下:
41.步骤一;通过将pvc透明胶片5在胶片放置板12表面上料输送,将上玻璃板7在上玻璃放置板18表面上料输送,而下玻璃板1则在总线20表面的下玻璃放置版19进行上料输送,并可同苹果果第一输送线13和第二输送线17以及总线20分别对胶片放置板12与上玻璃放置板18和下玻璃放置版19位移;
42.步骤二;当总线20带动一组下玻璃放置版19在点胶装置23点胶后送入指定位置处时,便可通过举升气缸216的启动带动顶板213升高,从而使就位后的下玻璃放置版19单组抬起,促使下玻璃放置版19升起与u型板212的地面接触,进而使下玻璃放置版19得到位置固定,接着通过电动气缸215的启动带动夹持板214位移,促使夹持板214推动下玻璃板1与u型板212的内壁接触,进而对下玻璃板1进行位置定位;
43.步骤三;随着下玻璃板1得到定位后,利用机械手臂15和真空吸盘组22将胶片放置板12表面的纳米透明隔热涂层4吸附位移,而胶片放置板12表面在确认物料被吸走后,便可通过第一输送线13带动胶片放置板12位移进行重复上料和等待,而机械手臂15与真空吸盘组22吸附的纳米透明隔热涂层4则直接在卡合块62的结构配合下卡入下玻璃板1和凹型腔3内侧开设卡接槽63进行定位,之后通过机械手臂15和真空吸盘组22将上玻璃放置板18上方的上玻璃板7吸附位移,同理第二输送线17带动被吸走物料的上玻璃放置板18位移重复装料等待,此时便可通过机械手臂15和真空吸盘组22将上玻璃板7嵌入下玻璃板1的涂胶部位拼合,从而完成玻璃的一体化装配,同时在玻璃完成装配前,可通过点胶装置23对后一组下
玻璃放置版19表面的下玻璃板1进行喷胶工作,从而使后续一组喷胶后的下玻璃板1直接位移进行连续化玻璃生产,而拼合后下玻璃放置版19表面的玻璃整体则直接输送进行后续的烘干等加工作业。
44.工作原理:该玻璃在生产装配时,通过在凹型腔3内侧涂满纳米透明隔热涂层4,并将pvc透明胶片5嵌入纳米透明隔热涂层4中心,之后通过上玻璃板7和下玻璃板1的粘合一体化拼接,期间让凹槽10卡入凸起边2的边缘,从而确保下玻璃板1和上玻璃板7拼接的密封性,从而形成双层中空玻璃;
45.当阳光穿透玻璃射入室内时,可利用抗紫外线涂层8作为玻璃的外部涂层体系,对室外的紫外线进行组合防护,对外界紫外线进行屏蔽,而通过凸起边2与凹槽10形成的空腔,可利用空腔以及内部的纳米透明隔热涂层4和pvc透明胶片5与透光隔热膜层9的复合层,可有效保证透光率的同时进行隔热保温工作,提供室内与室外温度的均衡升降幅度,增加玻璃的节能功效和综合性能。
46.最后应当说明的是,以上内容仅用以说明本发明的技术方案,而非对本发明保护范围的限制,本领域的普通技术人员对本发明的技术方案进行的简单修改或者等同替换,均不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1