一种水溶性陶瓷金属化用AMB法银铜浆料及其制备方法与流程
一种水溶性陶瓷金属化用amb法银铜浆料及其制备方法
技术领域
1.本发明涉及一种活性金属化钎焊银铜浆料技术领域,具体而言,尤其涉及一种水溶性陶瓷金属化用amb法银铜浆料及其制备方法。
背景技术:
2.活性金属焊铜工艺(amb)是利用钎料中含有的少量活性元素与陶瓷反应生成能被液态钎料润湿的反应层,从而实现陶瓷与金属接合的一种方法。通常,先将陶瓷表面印刷活性金属焊料而后再与无氧铜装夹后,再在真空钎焊炉中高温焊接,覆接完毕基板采用类似于pcb板的湿法刻蚀工艺在表面制作电路,最后表面镀覆制备出性能可靠的产品。
3.amb基板是靠陶瓷与活性金属焊膏在高温下进行化学反应来实现结合,因此,其结合强度更高,可靠性更好。但是由于该方法成本较高、合适的焊料较少、焊料对于焊接的可靠性影响较大,目前,只有日本几家公司掌握了高可靠活性金属焊接技术。
4.国内关于活性金属焊料的专利公开的配方列举如下:
5.中国专利cn102276295a,公开了一种适用于丝网印刷的95%氧化铝陶瓷金属化浆料,该浆料是由质量分数为mo粉42-63%、mno粉13-20%、al2o3粉13-21%等组成的原料粉末及松油醇、油酸等组成的粘结剂混合而成;中国专利cn104387118a,公开一种用于钎焊的预处理材料,特别涉及一种钎焊用氧化锆陶瓷金属化浆料配方、制备方法及应用,浆料配方以铂为基料,合理搭配多种无机和有机组分,通过较为简单的研磨混合等操作制成浆料,溶剂选用乙醇、丙酮、辛烯、甲基乙基酮、异丙醇、松油醇等,添加剂为桉叶油、桉叶油醇、蓖麻硬化油、蓖麻油脂肪酸、已二酸二甲酯、二乙二醇丁醚醋酸酯、松香、邻苯二甲酸二乙酯、聚乙烯醇等;中国专利cn108440023b,公开了一种氧化铝陶瓷金属化的方法,该方法所需黏合剂为丁基卡必醇、柠檬酸三丁酯、异丁醇、蓖麻油和醋酸甲酯混合均匀后在48~50℃球磨20~24小时,配制成sa辅助剂;将松油醇和sa辅助剂按重量比混合均匀,于100~110℃预热1~1.5小时,配制成松油醇混合溶剂;将乙基纤维素于100~110℃预热1~1.5小时;将松油醇混合溶剂与乙基纤维素按重量比在100~110℃环境下搅拌,混合均匀,过500目筛后密封待用;中国专利cn110524079a,公开了一种用于金属化陶瓷和金属零件钎焊的银铜焊料层制备方法,将银铜混合粉与有机粘结剂混合得到银铜焊膏,其特征在于,所述有机粘结剂为乙基纤维素和松油醇的混合物;中专利cn111153713a,公开了一种陶瓷金属化浆料及其制备方法和应用,所述有机溶剂为醋酸甲酯、乙酸乙酯、壬稀、环己酮、环氧丙烷或者松油醇中的任意一种或几种,所述有机添加剂为按叶油、按叶油醇、蓖麻硬化油、亚麻油、橄榄油、已二酸二乙脂、二乙二醇丁醚醋酸脂、甲基纤维素、乙基纤维素、聚乙烯醇或者甲基丙烯酸脂中的任意一种或几种。
6.综合来看,上述专利配制的浆料不但气味较大,还伴随着挥发过程,对人体也有一定程度的危害;此外,传统的ec-松油醇体系对触变带来的不利影响也是造成品质不稳定的重要因素;随着国家环保要求越来越高,各地对voc排放标准也水涨船高;一些国际或行业标准也相继出台,如rohs/reach/pohs指令等,对企业环保准入要求越来越高;并且,近年来
原材料价格持续走高,ec及一些溶剂价格上涨较快,对企业的生产经营成本也带来了很大的压力,“油”转“水”也日渐提上日程;且作为对未来行业趋势的判断,提前研判、研发新型浆料也是浆料企业的应有之义。
技术实现要素:
7.根据上述提出现有的用于陶瓷与活性金属接合的焊料存在制备方法成本较高、焊料对于焊接的可靠性影响较大、有机溶剂挥发造成空气及人体损害等技术问题,而提供一种水溶性陶瓷金属化用amb法银铜浆料及其制备方法。本发明主要是一种以水为溶剂的新型金属化银铜浆料,该浆料经过丝网印刷、干燥、真空烧结后能将氮化铝、氮化硅等陶瓷基板与无氧铜箔通过化学键牢牢地结合,形成的陶瓷覆铜板具有结合强度高、翘曲度低、空洞率低、耐冷热冲击性能优等特点。
8.本发明采用的技术手段如下:
9.一种水溶性陶瓷金属化用amb法银铜浆料,其特征在于,所述银铜浆料由以下质量百分含量的组分组成:
10.银铜合金粉或银包铜粉70-76%,
11.氢化钛粉体2-6%,
12.水溶性有机粘合剂18-25%,
13.水性助剂1-4%,
14.金属添加剂1-6%,
15.其中,各组分的质量百分含量之和为100%。
16.进一步地,所述银铜合金粉为球形粉体,平均粒度5.0-7.0μm,振实密度>4.9g/cm3,纯度>99%,氧含量<1%。优选ag72cu28成分粉体。
17.进一步地,所述银包铜粉为球形粉体,平均粒度1.0-3.0μm,振实密度>3.4g/cm3,纯度>99%,氧含量<1%。优选银包覆量40%。
18.进一步地,所述水溶性有机粘合剂可选用商用外购的水性丙烯酸树脂或改性水性丙烯酸树脂。优选帝斯曼、德固萨产相关水性丙烯酸树脂类产品。
19.进一步地,所述水溶性有机粘合剂还可以自制,由以下质量百分含量的原料制成:水溶性树脂6-10%,水性防沉剂3-5%,水80-90%,水溶性表面活性剂0.05-0.1%,气硅0.3-0.5%。
20.进一步地,所述水溶性树脂为水溶性纤维素类,包括甲基纤维素(mc)、甲基羟丙基纤维素(hpmc)、羧甲基纤维素(cmc)、羟乙基纤维素(hec)中的一种或几种的混合。优选陶氏化学(dow chemical)产相关产品。
21.水性银铜浆以水为介质,水的表面张力高达72.5mn/m,较高的表面张力不利于水性铝浆的消泡,并且降低了浆料对陶瓷基片的润湿能力和在基片上的展布能力。其结果往往导致水性浆料性能不良,浆料表面在印刷过程中容易产生气泡、缩孔、鱼眼、针孔等缺陷。因此,水性银铜浆中需加入一定数量和种类的助剂以便形成稳定、优质的产品。
22.进一步地,所述水性助剂为表面活性剂、消泡剂、流变助剂、分散剂、润湿剂中的一种或几种混合。其中,所述表面活性剂为阴离子表面活性剂或是两性离子表面活性剂,优选十二烷基硫酸钠(sds)、十二烷基苯磺酸钠(sdbs)、四丁基溴化铵中的一种或几种的混合。
所述消泡剂为聚硅氧烷类、矿物油类中的一种或两种,优选agitan 315。所述流变助剂(防沉剂)为特殊的酰胺化合物,优选帝斯巴隆aqh-800或aq-600;所述分散剂为氨基丙烯酸酯类共聚物、磷酸盐类、多元酸均聚物中的一种或几种的混合,优选efka-4580。所述润湿剂为双胞硅氧烷类表面活性剂或聚醚硅氧烷共聚物,优选润湿剂tego-4000。
23.所述溶剂为高纯去离子水。
24.进一步地,所述金属添加剂为铝硅合金粉、纳米锡铋合金粉、纳米锡铜合金粉、纳米铟锡合金粉、锡粉、铟粉中的一种或几种的混合。
25.本发明还公开了上述水溶性陶瓷金属化用amb法银铜浆料的制备方法,其特征在于包括如下步骤:
26.s1、水溶性有机粘合剂的配制
27.将除部分比例的水和气硅外的组分按比例称量,用分散搅拌机缓慢搅拌5-10min,然后一边搅拌一边慢慢加入规定量的水溶性树脂,同时加快搅拌机搅拌速度至温度升至50-55℃,搅拌15-20min,当树脂完全溶解后加入气硅和剩余部分的水,搅拌5-10min后趁热过滤,即得到有机粘合剂;
28.s2、浆料的配制
29.按预设比例称取银铜浆料各组分混合,用高速分散搅拌机搅拌均匀,然后在三辊研磨机上进行研磨,使浆料达到均匀分散状态,浆料细度≤8μm,25℃粘度60-200pa
·
s。
30.较现有技术相比,本发明具有以下优点:
31.相比于传统溶剂型陶瓷金属化浆料,本发明添加的有机载体为水溶性载体,具有环保、节省成本等显著优点;采用焊膏丝网印刷技术和真空焊接技术,实现了陶瓷基板和铜的良好焊接,通过对烧结方式和陶瓷基板的特性研究,对金属添加剂比例和配方精准优化及筛选,实现了陶瓷基板和铜焊接强度和焊接界面的良好控制,陶瓷覆铜板具有结合强度高、翘曲度及空洞率低、耐冷热冲击性能优等特点。
32.本发明的创新主要体现在:一是采用水溶性体系,真正做到了无voc排放;二是对金属添加剂比例和配方优化及精准筛选,可以有效降低翘曲度及改善空洞率;三是采用银包铜粉制备amb浆料。
33.另外,本发明采用的气硅及金属添加剂的膨胀系数降低,可以有效降低cte差异引起的翘曲。例如,气硅热膨胀系数是0.5
×
10-6
/k,低于氮化硅陶瓷基板热膨胀系数2.8-3.1
×
10-6
/k、氮化铝4.5
×
10-6
/k,能有效降低cte差异及应力释放,降低翘曲度;由于柯肯达尔效应的存在,两种扩散速率不同的金属在扩散过程中不可避免的会形成空洞缺陷,选用的金属添加剂均为低熔点粉体,在高温烧结过程中熔融流平、高温下黏度降低,有效润湿焊料及陶瓷基板,起到对空洞的二次填充作用。
34.基于上述理由本发明可在活性金属化钎焊银铜浆料领域广泛推广。
附图说明
35.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
36.图1为本发明amb工艺流程图,图中,solder coating焊料;copper foil覆铜;brazing钎焊;graphic etching蚀刻;surface treatment表面处理;vacuum sintering真空烧结。
37.图2为本发明氮化硅基材厚度0.1mm,无氧铜箔厚度为0.8mm,印刷不同amb浆料后做超扫得到的空洞率(红色点)分布图,红色点越多代表空洞率越高;本图显示空洞率接近为0。
38.图3为本发明氮化硅基材厚度0.1mm,无氧铜箔厚度为0.8mm,印刷不同amb浆料后做超扫得到的空洞率(红色点)分布图,本图显示空洞率较大。
39.图4为amb焊料蚀刻及铜箔蚀刻后的相关图形,本图显示蚀刻无明显焊料残留。
40.图5为amb焊料蚀刻及铜箔蚀刻后的相关图形,本图显示有蚀刻不净、焊料残留的情况。
41.图6为蚀刻后的图形做冷热冲击后,超扫空洞率对比图,本图显示空洞率较低仅为0.11%。
42.图7为蚀刻后的图形做冷热冲击后,超扫空洞率对比图,本图显示空洞率较高为0.53%。
具体实施方式
43.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
44.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
46.本发明提供了一种水溶性陶瓷金属化用amb法银铜浆料,所述银铜浆料由以下质量百分含量的组分组成:
47.银铜合金粉或银包铜粉70-76%,所述银铜合金粉为球形粉体,平均粒度5.0-7.0μm,振实密度>4.9g/cm3,纯度>99%,氧含量<1%。优选ag72cu28成分粉体。所述银包铜粉为球形粉体,平均粒度1.0-3.0μm,振实密度>3.4g/cm3,纯度>99%,氧含量<1%。优选银包覆量40%。
48.氢化钛粉体2-6%;
49.水溶性有机粘合剂18-25%,所述水溶性有机粘合剂可选用商用外购的水性丙烯酸树脂或改性水性丙烯酸树脂。优选帝斯曼、德固萨产相关水性丙烯酸树脂类产品。
50.所述水溶性有机粘合剂还可以自制,由以下质量百分含量的原料制成:水溶性树
脂6-10%,水性防沉剂3-5%,水80-90%,水溶性表面活性剂0.05-0.1%,气硅0.3-0.5%。所述水溶性树脂为水溶性纤维素类,包括甲基纤维素(mc)、甲基羟丙基纤维素(hpmc)、羧甲基纤维素(cmc)、羟乙基纤维素(hec)中的一种或几种的混合。优选陶氏化学(dow chemical)产相关产品。所述溶剂水为高纯去离子水。
51.水性助剂1-4%;所述水性助剂为表面活性剂、消泡剂、流变助剂、分散剂、润湿剂中的一种或几种混合。其中,所述表面活性剂为阴离子表面活性剂或是两性离子表面活性剂,优选十二烷基硫酸钠(sds)、十二烷基苯磺酸钠(sdbs)、四丁基溴化铵中的一种或几种的混合。所述消泡剂为聚硅氧烷类、矿物油类中的一种或两种,优选agitan 315。所述流变助剂(防沉剂)为特殊的酰胺化合物,优选帝斯巴隆aqh-800或aq-600;所述分散剂为氨基丙烯酸酯类共聚物、磷酸盐类、多元酸均聚物中的一种或几种的混合,优选efka-4580。所述润湿剂为双胞硅氧烷类表面活性剂或聚醚硅氧烷共聚物,优选润湿剂tego-4000。相应地,在制备水溶性有机粘合剂的时候,选用的水性防沉剂、水溶性表面活性剂时,也可在上述物质中选取。
52.金属添加剂1-6%,所述金属添加剂为铝硅合金粉、纳米锡铋合金粉、纳米锡铜合金粉、纳米铟锡合金粉、锡粉、铟粉中的一种或几种的混合。
53.其中,各组分的质量百分含量之和为100%。
54.本发明还公开了上述水溶性陶瓷金属化用amb法银铜浆料的制备方法,包括如下步骤:
55.s1、水溶性有机粘合剂的配制
56.将除部分比例的水和气硅外的组分按比例称量,用分散搅拌机缓慢搅拌5-10min,然后一边搅拌一边慢慢加入规定量的水溶性树脂,同时加快搅拌机搅拌速度至温度升至50-55℃,搅拌15-20min,当树脂完全溶解后加入气硅和剩余部分的水,搅拌5-10min后趁热过滤,即得到有机粘合剂;
57.s2、浆料的配制
58.按预设比例称取银铜浆料各组分混合,用高速分散搅拌机搅拌均匀,然后在三辊研磨机上进行研磨,使浆料达到均匀分散状态,浆料细度≤8μm,25℃粘度60-200pa
·
s。
59.实施例1
60.本发明提供了一种水溶性陶瓷金属化用银铜浆料及其制备方法,具体制备步骤如下:
61.1)制备水溶性有机粘合剂
62.称取流变助剂(水性防沉剂)aq-600 3份、去离子水74.5份、表面活性剂sds 0.1份,用叶片式高速分散搅拌机以低速(600-800rpm/min)搅拌5-10min,随后边搅拌边加入水溶性树脂hec 6份,提升转速至2500-3000rpm/min,在此期间,应体系的粘度急剧上升、温度也会上升至50-55℃,保持此温度继续搅拌10-15min,随后加入去离子水16份,气相二氧化硅0.4份,继续以此转速分散5min后趁热过滤,即得到有机粘合剂,命名为og-1。
63.2)制备amb浆料
64.称取银铜合金粉71份,水溶性有机粘合剂og-1 24份,氢化钛粉体2.0份,金属氧化物纳米锡铋合金粉1.4份、硅铝合金粉0.5份,分散剂efka-45800.5份,润湿剂tego-4000 0.5份,消泡剂agitan-315 0.1份,分散机搅拌10-15min后,用三辊机研磨3-4遍,得到细度
<15μm、粘度150
±
50pa
·
s的水性陶瓷金属化用银铜浆料。
65.实施例2
66.本发明提供了一种水溶性陶瓷金属化用银铜浆料及其制备方法,具体制备步骤如下:
67.1)制备水溶性有机粘合剂
68.称取流变助剂aq-600 4份、去离子水76.5份、表面活性剂sdbs 0.1份,用叶片式高速分散搅拌机以低速(600-800rpm/min)搅拌5-10min,随后边搅拌边加入水溶性树脂hec 6份、hpmc 2份,提升转速至2500-3000rpm/min,在此期间,应体系的粘度急剧上升、温度也会上升至50-55℃,保持此温度继续搅拌10-15min,随后加入去离子水11份,气相二氧化硅0.4份,继续以此转速分散5min后趁热过滤,即得到有机粘合剂,命名为og-2。
69.2)制备amb浆料
70.称取银铜合金粉74份,水溶性有机粘合剂og-2 18份,氢化钛粉体5份,金属氧化物纳米锡铜合金粉0.6份、锡粉0.2份、铟粉0.2份,分散剂efka-45800.5份,润湿剂tego-4000 0.5份,消泡剂agitan-315 0.1份,去离子水0.9份,分散机搅拌10-15min后,用三辊机研磨3-4遍,得到细度<15μm、粘度150
±
50pa
·
s的水性陶瓷金属化用银铜浆料。
71.实施例3
72.本发明提供了一种水溶性陶瓷金属化用银铜浆料及其制备方法,具体制备步骤如下:
73.1)制备水溶性有机粘合剂
74.称取流变助剂aqh-800 5份、去离子水76.5份、表面活性剂四丁基溴化铵0.05份,用叶片式高速分散搅拌机以低速(600-800rpm/min)搅拌5-10min,随后边搅拌边加入水溶性树脂hec 4份、hpmc 2份、mc 2份,提升转速至2500-3000rpm/min,在此期间,应体系的粘度急剧上升、温度也会上升至50-55℃,保持此温度继续搅拌10-15min,随后加入去离子水10份,气相二氧化硅0.45份,继续以此转速分散5min后趁热过滤,即得到有机粘合剂,命名为og-3。
75.2)制备amb浆料
76.称取银包铜粉71.2份,有机粘合剂og-3 22份,氢化钛粉体3.5份,锡铟合金粉0.7份、锡铜合金粉0.5份,分散剂efka-4580 0.4份,润湿剂tego-4000 0.6份,消泡剂agitan-315 0.1份,去离子水1.0份,分散机搅拌10-15min后,用三辊机研磨3-4遍,得到细度<15μm、粘度150
±
50pa
·
s的水性陶瓷金属化用银铜浆料。
77.实施例4
78.制备amb浆料
79.称取银铜合金粉76份,外购水性丙烯酸树脂21份,氢化钛粉体2份,锡铋合金粉0.5份,锡粉0.5份,消泡剂agitan-315 0.1份,分散机搅拌10-15min后,用三辊机研磨3-4遍,得到细度<15μm、粘度150
±
50pa
·
s的水性陶瓷金属化用银铜浆料。
80.对比例1
81.在实施例1的基础上,制备amb浆料时,去掉铝硅合金粉0.5份,将其份量转移至og-1(24份
→
24.5份),其余保持不变。
82.对比例2
83.在实施例1的基础上,制备amb浆料时,去掉纳米锡铜合金粉0.6份,将其份量转移至og-1(18份
→
18.6份),其余保持不变。
84.对比例3
85.在实施例1的基础上,制备amb浆料时,去掉锡铟合金粉0.7份,将其份量转移至og-1(22份
→
22.7份),其余保持不变。
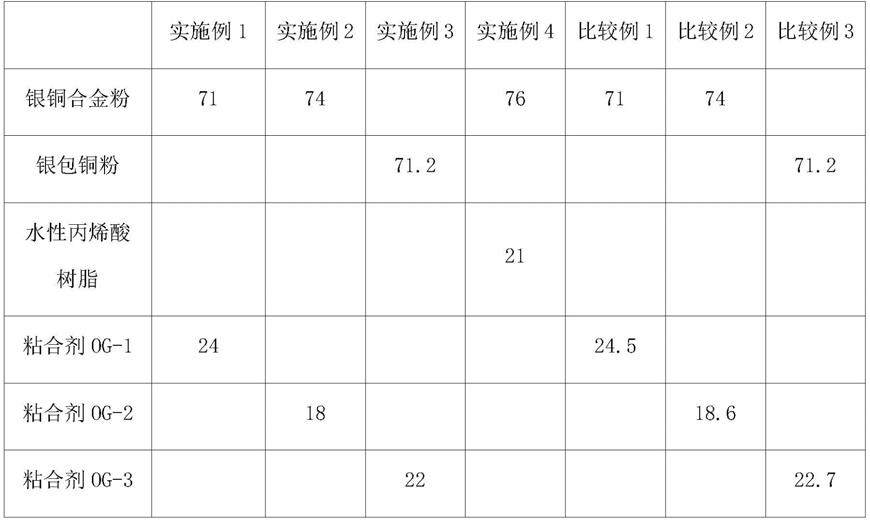
86.表1.配方组分用料表
87.[0088][0089]
将表1中配制的陶瓷金属化(amb)银铜浆料进行性能测试,内容如下:氮化硅基材厚度1mm,无氧铜箔厚度0.8mm。(如图1所示)
[0090]
(1)外观:目测,观察是否有爬银、焊接不良、色差等;
[0091]
(2)空洞率:超声扫描仪,德国pva,am300型;
[0092]
(3)垂直剥离强度:3mm铜箔,东莞迈科,mk-bl-x拉力计;
[0093]
(4)快速冷热冲击性能:加热炉0-400℃,统计陶瓷基板开始出现碎裂时的次数;
[0094]
(5)焊料蚀刻:特制蚀刻液,观察有无残留;
[0095]
(6)翘曲度:塞尺,mm;
[0096]
测试结果列于下表2:
[0097][0098]
综上,本发明制备的水溶性陶瓷金属化用银铜浆料,表面状态良好,孔洞率低于0.4%,垂直剥离强度大于等于11n,快速冷热冲击次数大于等于75次,焊料蚀刻性能无残留,翘曲度小于等于0.2mm。本发明的配方实现了陶瓷基板和铜焊接强度和焊接界面的良好控制,陶瓷覆铜板具有结合强度高、翘曲度及空洞率低、耐冷热冲击性能优等特点(如图2-图7所示)。
[0099]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1