可转动圆盘式多工位结构的玻璃容器加热成型设备的制作方法
1.本实用新型涉及日常用品领域,具体涉及可转动圆盘式多工位结构的玻璃容器加热成型设备。
背景技术:
2.现有的玻璃容器(如婴幼儿奶瓶,螺牙口水杯等)的生产流程是把玻璃毛坯固定在单一模具上进行火焰加热,加热到合适温度后停止加热,移动成型模具前来完成合模、吹气成型、开模、成型模具回原位,然后人工取出成型好的瓶子,再重复装上新玻璃毛坯继续生产下一个产品。
3.目前的生产设备效率低,消耗燃气多,工人操作复杂,工人操作生产危险系数大。
技术实现要素:
4.本实用新型所要解决的技术问题在于针对上述现有技术中的不足,公开了可转动圆盘式多工位结构的玻璃容器加热成型设备。
5.本实用新型解决其技术问题所采用的技术方案是:
6.可转动圆盘式多工位结构的玻璃容器加热成型设备,包括:转动圆盘,凸轮分割器,伺服电机,合模模具,合模位上下火焰头,操作触摸屏,控制机构,电气箱,吹气结构,机器主体,瓶子夹具;所述机器主体由支撑台、立板和连接板组成,所述支撑台的一侧设置立板,所述立板的上方设置连接板,所述连接板与立板垂直设置;所述支撑台靠近立板的一侧设置合模模具,所述合模模具与伺服电机连接,所述支撑台上设置移动导轨,所述伺服电机带动合模模具沿移动导轨前进后退,所述支撑台上设置合模位上下火焰头;所述立板的上侧设置电气箱;所述连接板的前端设置转动支架,所述转动支架底部连接转动圆盘,所述转动圆盘的底部设置凸轮分割器,所述转动圆盘上设置瓶子夹具,所述转动支架上设置正反启停控制机构;所述连接板的前端还设置操作触摸屏,所述转动圆盘与瓶子夹具之间设置吹气结构。
7.作为本实用新型的进一步技术方案为,所述瓶子夹具包括:转动/停止行程开关、主动齿轮、轴承座、玻璃瓶子、玻璃瓶子螺牙模具、中空杆、正转/反转行程开关、电机调速器、从动齿轮和电机支架;所述玻璃瓶子通过玻璃瓶子螺牙模具与中空杆连接,所述中空杆上设置轴承座,所述中空杆上设置电机支架,所述电机支架上设置电机,所述电机的输出端连接主动齿轮,所述电机通过电机调速器与正转/反转行程开关和转动/停止行程开关连接。
8.作为本实用新型的进一步技术方案为,所述瓶子夹具包括进瓶夹具、火焰头夹具、合模成型夹具、冷却夹具和出瓶位置,所述瓶子夹具均匀布设在圆盘的外侧。
9.作为本实用新型的进一步技术方案为,所述火焰头夹具设置三组,且相邻设置在转动圆盘上。
10.作为本实用新型的进一步技术方案为,所述冷却夹具设置两组,且相邻设置在转
动圆盘上。
11.作为本实用新型的进一步技术方案为,所述进瓶夹具和出瓶夹具设置转动电机,所述转动待机旋转带动设置在进瓶夹具和出瓶夹具端部的瓶子转动,所述转动电机设置调速装置。
12.本实用新型与现有技术相比具有以下优点:
13.本实用新型中,瓶子夹具包括进瓶夹具、火焰头夹具、合模成型夹具、冷却夹具和出瓶位置,瓶子夹具均匀布设在转动圆盘的外侧,生产效率高,玻璃瓶进料位置、出料位置、玻璃瓶加热位置、玻璃瓶合模吹气成型位置、玻璃瓶成型后冷即位置均是独立工作的,互不干扰;人工人操作简单,只需要放入玻璃瓶毛坯在相应模具上,及把生产好的玻璃产品从模具上取出,不需要再进行其它操作;工人远离火焰加热区,远离爆瓶产生的高温玻璃碎片,生产安全性提高。
附图说明
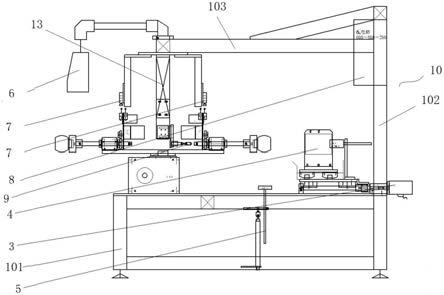
14.图1为本实用新型提出的可转动圆盘式多工位结构的玻璃容器加热成型设备主视图;
15.图2为本实用新型提出的可转动圆盘式多工位结构的玻璃容器加热成型设备俯视图;
16.图3为本实用新型提出的可转动圆盘式多工位结构的玻璃容器加热成型设备左视图;
17.图4为本实用新型提出的瓶子夹具主视图;
18.图5为本实用新型提出的瓶子夹具右视图;
19.图6为本实用新型提出的瓶子夹具工位示意图;
20.附图标记说明:
[0021]1‑
转动圆盘,2
‑
凸轮分割器,3
‑
伺服电机,4
‑
合模模具,5
‑
合模位上下火焰头,6
‑
操作触摸屏,7
‑
正反转启停控制机构,8
‑
电气箱,9
‑
吹气结构,10
‑
机器主体,11
‑
瓶子夹具,12
‑
操作工人,13
‑
转动支架;
[0022]
101
‑
支撑台,102
‑
立板,103
‑
连接板;
[0023]
111
‑
转动/停止行程开关,112
‑
主动齿轮,113
‑
轴承座,114
‑
玻璃瓶子,115
‑
玻璃瓶子螺牙模具,116
‑
中空杆,117
‑
正转/反转行程开关,118
‑
电机调速器,119
‑
电机,1110
‑
从动齿轮,1111
‑
电机支架。
具体实施方式
[0024]
下面结合附图所示的各实施方式对本实用新型进行详细说明,但应当说明的是,这些实施方式并非对本实用新型的限制,本领域普通技术人员根据这些实施方式所作的功能、方法、或者结构上的等效变换或替代,均属于本实用新型的保护范围之内。
[0025]
参见图1至图5,可转动圆盘式多工位结构的玻璃容器加热成型设备,包括:转动圆盘1,凸轮分割器2,伺服电机3,合模模具4,合模位上下火焰头5,操作触摸屏6,控制机构7,电气箱8,吹气结构9,机器主体10,瓶子夹具11;所述机器主体10由支撑台101、立板102和连接板103组成,所述支撑台101的一侧设置立板102,所述立板102的上方设置连接板103,所
述连接板103与立板102垂直设置;所述支撑台101靠近立板102的一侧设置合模模具4,所述合模模具4与伺服电机3连接,所述支撑台101上设置移动导轨,所述伺服电机3带动合模模具4沿移动导轨前进后退,所述支撑台101上设置合模位上下火焰头5;所述立板102的上侧设置电气箱8;所述连接板103的前端设置转动支架13,所述转动支架13底部连接转动圆盘1,所述转动圆盘1的底部设置凸轮分割器2,所述转动圆盘1上设置瓶子夹具11,所述转动支架13上设置正反启停控制机构7;所述连接板103的前端还设置操作触摸屏6,所述转动圆盘1与瓶子夹具11之间设置吹气结构9。
[0026]
本实用新型实施例中,瓶子夹具包括:转动/停止行程开关111、主动齿轮112、轴承座113、玻璃瓶子114、玻璃瓶子螺牙模具115、中空杆116、正转/反转行程开关117、电机调速器118、电机119,从动齿轮1110和电机支架1112;所述玻璃瓶子114通过玻璃瓶子螺牙模具115与中空杆116连接,所述中空杆116上设置轴承座113,所述中空杆116上设置电机支架1112,所述电机支架1112上设置电机119,所述电机119的输出端连接主动齿轮112,所述电机119通过电机调速器118与正转/反转行程开关117和转动/停止行程开关111连接。
[0027]
其中,所述瓶子夹具包括进瓶夹具、火焰头夹具、合模成型夹具、冷却夹具和出瓶位置,所述瓶子夹具均匀布设在圆盘的外侧。火焰头夹具设置三组,且相邻设置在转动圆盘上,冷却夹具设置两组,且相邻设置在转动圆盘上。
[0028]
本实用新型实施例中,进瓶夹具和出瓶夹具设置转动电机,所述转动待机旋转带动设置在进瓶夹具和出瓶夹具端部的瓶子转动,所述转动电机设置调速装置。
[0029]
参见图6,本机在可转动圆盘上设计多个工位,其中包含放入玻璃瓶毛坯工位、火焰加热工位、合模成型工位、成型后冷却工位、成品出料工位;进瓶夹具和出瓶夹具由独立的电机带动瓶子旋转,旋转速度可调,电机在生产流程中可被独立控制当前所需要的转动状态如停止转动或正转或反转;
[0030]
操作工人把玻璃瓶子放入工位a上的夹具内;转盘转动后,玻璃瓶子在工位b上烧火加热(工位b、c、d可同时烧火或只选择其中的一位或多位烧火);玻璃瓶子转到工位e上,上下火焰头自动上升对瓶子加热,加热完成后火焰头自动下降,伺服电机带动合模模具对玻璃瓶吹气成型;吹气成型时,通过对工位e的电机的控制,可生产出不同形状的瓶子。如合模时电机一直转动,可吹出圆形的瓶子;如合模时电机不转,可吹出方形或其它非圆形的瓶子;玻璃瓶子成型后转到工位f、g,自动冷却;玻璃瓶子转到工位h,控制正反转结构控制工位h夹具上的电机反转,以便于工人取出瓶子;工位h重新转到工位a后,夹具上的电机自动恢复正转,在夹具上放入新玻璃,机器即一直运转生产。
[0031]
进瓶夹具和出瓶夹具的控制原理如下:支架把电机与电机调速器、转动/停止行程开关、正转/反转行程开关联接成一体;电机通过齿轮带动中空杆旋转,中空杆前端装有螺牙模具,不同规格的螺牙模具配套不同螺牙的玻璃瓶子,中空杆末端对接吹气口;转动/停止行程开关处于常闭时,电机是一直转动,气缸下压该开关,电机即由转动变为停止;正转/反转行程开关处于正转时,电机是一直正转,气缸下压该开关,电机即由正转变为反转;本瓶子夹具旋转状态有转动/停止转动/正转/反转共4种
[0032]
上文所列出的一系列的详细说明仅仅是针对本实用新型的可行性实施方式的具体说明,它们并非用以限制本实用新型的保护范围,凡未脱离本实用新型技艺精神所作的等效实施方式或变更均应包含在本实用新型的保护范围之内。
[0033]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1