齿条以及篮具的制作方法
1.本实用新型涉及玻璃加工技术领域,尤其是涉及一种齿条以及篮具。
背景技术:
2.随着生产技术和消费需求的不断发展,曲面玻璃的需求量和使用量正在不断增大。曲面玻璃结构中曲面的存在给玻璃的生产带来了一定的难度。比如,在将曲面玻璃放置在传统的篮具中时,曲面与篮具齿条之间存在较大的相互作用,容易出现曲面磨损的问题,进而导致曲面玻璃的制造良率较低。
技术实现要素:
3.基于此,有必要提供一种能够有效提高曲面玻璃制造良率的齿条,以及包括该齿条的篮具。
4.一种齿条,包括支撑件以及多个齿珠,多个所述齿珠套设于所述支撑件的外表面;所述齿珠具有第一抵接部、第二抵接部以及第一过渡部;所述第一抵接部和所述第二抵接部分别位于所述第一过渡部的两侧;所述第一抵接部自所述第一过渡部伸出且直径逐渐变小,所述第二抵接部自所述第一过渡部伸出且直径逐渐变小,所述第一抵接部的直径变小的速率小于所述第二抵接部的直径变小的速率;其中一齿珠的第一抵接部能够抵接于与其相邻的另一齿珠的第二抵接部。
5.在其中一个实施例中,在沿所述支撑件的方向上,所述第一抵接部的长度大于或等于所述第二抵接部的长度。
6.在其中一个实施例中,所述第一抵接部分为第一子抵接部和第二子抵接部,所述第二子抵接部较所述第一子抵接部更加远离所述第一过渡部,所述第二子抵接部的直径变小的速率小于所述第一子抵接部的直径变小的速率。
7.在其中一个实施例中,所述第二子抵接部与所述第二抵接部之间形成的夹角大于所述第一子抵接部与所述第二抵接部之间形成的夹角。
8.在其中一个实施例中,所述第二子抵接部与所述第二抵接部之间形成的夹角为90
°
~100
°
,所述第一子抵接部与所述第二抵接部之间形成的夹角为 80
°
~90
°
。
9.在其中一个实施例中,所述齿条还包括第二过渡部,所述第二过渡部位于所述第二抵接部的远离所述第一过渡部的一侧,所述第二过渡部用于过渡相邻的齿珠的第一抵接部和第二抵接部。
10.在其中一个实施例中,所述第二过渡部远离所述第一过渡部的端面的直径与所述第一抵接部远离所述第一过渡部的端面的直径相等。
11.一种篮具,包括第一侧板、第二侧板、连接件以及如上述任一实施例中所述的齿条;所述第一侧板和所述第二侧板分别连接于所述连接件的两端,所述支撑件的两端分别连接于所述第一侧板和所述第二侧板。
12.在其中一个实施例中,所述篮具还包括弹性件,所述弹性件套设于所述支撑件的
至少一端。
13.在其中一个实施例中,所述支撑件的两端形成第一凸出部和第二凸出部,所述第一凸出部的长度小于所述第二凸出部的长度,所述弹性件套设于所述第二凸出部。
14.上述齿条包括支撑件以及多个齿珠,多个齿珠套设于支撑件的外表面;齿珠具有第一抵接部、第二抵接部以及第一过渡部。其中齿条的第一抵接部和第二抵接部相对于第一过渡部为非对称结构。当使用上述齿条时,玻璃的曲面与齿条的接触面积较小,尤其是玻璃的外表面与齿条的接触面积较小,这样能够有效减小了曲面玻璃与齿条之间的接触面积,进而可以降低齿条对玻璃曲面的影响,提高曲面玻璃的制造良率。
附图说明
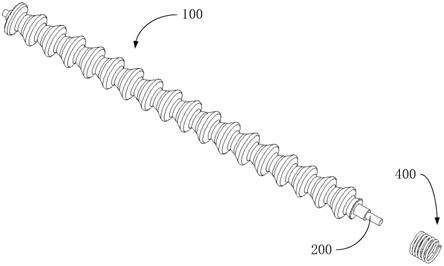
15.图1为本实用新型一实施例中齿条及弹性件的结构示意图;
16.图2为图1对应的结构的另一角度的示意图;
17.图3为图1对应的齿条中的齿珠的结构示意图;
18.图4为图1对应的齿条中的齿珠的角度示意图;
19.图5为本实用新型一实施例中篮具的结构示意图;
20.图6为图5对应的篮具的主视图;
21.图7为图5对应的篮具的左视图;
22.图8为图5对应的篮具的俯视图;
23.图9为图5对应篮具中齿条的安装示意图;
24.图10为图5对应篮具中装入曲面玻璃之后的示意图;
25.图11为钢化时曲面玻璃与齿条接触的示意图。
26.图中标记说明:
27.100、齿条;200、支撑件;201、第一凸出部;202、第二凸出部;300、齿珠;301、第一抵接部;3011、第一子抵接部;3012、第二子抵接部;302、第二抵接部;303、第一过渡部;304、第二过渡部;400、弹性件;500、篮具; 501、第一侧板;5011、第一安装孔;502、第二侧板;5021、第二安装孔;503、连接件;600、曲面玻璃。
具体实施方式
28.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
29.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
31.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
32.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
33.本实用新型一实施例提供了一种玻璃钢化方法。该玻璃钢化方法包括如下步骤:
34.s101:将篮具在熔融液中进行修饰处理,得到修饰篮具。
35.s102:将玻璃放入修饰篮具中,然后进行钢化处理。
36.s103:熔融液为硝酸钾和硝酸钠中的至少一种制成的熔融液。
37.在本实施例的玻璃钢化方法中,钢化处理之前将篮具在熔融液中进行修饰处理,其中熔融液为硝酸钾和硝酸钠中的至少一种制成的熔融液,通过对篮具进行修饰处理之后,能够对篮具进行有效改性,提高篮具在后续钢化处理过程中的稳定性,提高篮具的使用寿命。
38.进一步地,采用本实施例中的玻璃钢化方法对玻璃进行钢化时,对篮具进行修饰处理之后,将玻璃放入修饰篮具中进行钢化处理,能够有效提高玻璃边缘的钢化效果,提高玻璃的良率。
39.在一个具体的示例中,修饰处理的温度为360℃~440℃,修饰处理的时间为 8h~24h。可选地,修饰处理的温度为360℃、370℃、380℃、390℃、400℃、410℃、 420℃、430℃或440℃。修饰处理的时间可以是但不限定为8h、9h、10h、11h、 12h、13h、14h、15h、16h、17h、18h、19h、20h、21h、22h、23h或24h。
40.在一个具体的示例中,熔融液为硝酸钾制成的熔融液,或者熔融液为硝酸钠制成的熔融液。
41.在另一个具体的示例中,熔融液为硝酸钾和硝酸钠制成的熔融液,其中硝酸钾的质量百分数为95%~99%、硝酸钠的质量百分数为1%~5%。可选地,硝酸钾的质量百分数为95%、硝酸钠的质量百分数为5%。可选地,硝酸钾的质量百分数为96%、硝酸钠的质量百分数为4%。可选地,硝酸钾的质量百分数为97%、硝酸钠的质量百分数为3%。可选地,硝酸钾的质量百分数为98%、硝酸钠的质量百分数为2%。可选地,硝酸钾的质量百分数为99%、硝酸钠的质量百分数为 1%。
42.在一个具体的示例中,熔融液为硝酸钾和硝酸钠制成的熔融液,硝酸钾的质量百分数为97%、硝酸钠的质量百分数为3%。修饰处理的温度为380℃,修饰处理的时间为12h。
43.作为一个优选的方案,钢化处理包括如下步骤:将玻璃进行第一钢化处理,得到第
一钢化玻璃;第一钢化处理的温度为380℃~450℃,第一钢化处理的时间为60min~120min。可选地,第一钢化处理的温度为380℃、390℃、400℃、410℃、 420℃、430℃、440℃或450℃。第一钢化处理的时间可以是但不限定为60min、 70min、80min、90min、100min、110min或120min。
44.进一步地,第一钢化处理的第一钢化液包括如下质量百分数的各原料:硝酸钾51.8%~61.6%、硝酸钠38%~45%、磷酸钾0.1%~0.8%、磷酸钠0.1%~0.8%、碳酸钾0.1%~0.8%、以及硅酸0.1%~0.8%。
45.更进一步地,第一钢化处理的第一钢化液由以下质量百分数的各原料制成:硝酸钾51.8%~61.6%、硝酸钠38%~45%、磷酸钾0.1%~0.8%、磷酸钠0.1%~0.8%、碳酸钾0.1%~0.8%、以及硅酸0.1%~0.8%。
46.可选地,第一钢化处理的第一钢化液由以下质量百分数的各原料制成:硝酸钾58.5%、硝酸钠39.5%、磷酸钾0.5%、磷酸钠0.5%、碳酸钾0.5%、以及硅酸0.5%。第一钢化处理的温度为420℃。第一钢化处理的时间85min。
47.在一个具体的示例中,将玻璃进行第一钢化处理之后还包括如下步骤:将第一钢化玻璃进行盐浴处理,得到盐浴玻璃;盐浴处理的温度为380℃~450℃,盐浴处理的时间为2min~5min。可选地,盐浴处理的温度为380℃、390℃、400℃、 410℃、420℃、430℃、440℃或450℃。可选地,盐浴处理的时间为2min、2.5min、 3min、3.5min、4min、4.5min或5min。通过盐浴处理,在进一步提高玻璃性能的基础上,能够有效去除玻璃表面的杂质,尤其是能够有效去除第一钢化液在玻璃表面的残留。
48.进一步地,盐浴处理的盐浴液包括如下质量百分数的各原料:硝酸钾 90%~100%、以及硝酸钠0%~10%。可以理解的是,盐浴液是包括硝酸钾 90%~100%以及硝酸钠0%~10%的熔融液。可选地,盐浴处理的盐浴液包括如下质量百分数的各原料:硝酸钾90%和硝酸钠10%,或者硝酸钾91%和硝酸钠9%,或者硝酸钾92%和硝酸钠8%,或者硝酸钾93%和硝酸钠7%,或者硝酸钾94%和硝酸钠6%,或者硝酸钾95%和硝酸钠5%,或者硝酸钾96%和硝酸钠4%,或者硝酸钾97%和硝酸钠3%,或者硝酸钾98%和硝酸钠2%,或者硝酸钾99%和硝酸钠1%,或者硝酸钾100%和硝酸钠0%。
49.在一个具体的示例中,盐浴处理的盐浴液由质量百分数为100%的硝酸钾制成。盐浴处理的温度为380℃,盐浴处理的时间为3min。
50.在一个具体的示例中,将第一钢化玻璃进行盐浴处理之后还包括如下步骤:将盐浴玻璃进行第二钢化处理;第二钢化处理的温度为350℃~410℃,第二钢化处理的时间为20min~30min。可选地,第二钢化处理的温度为350℃、360℃、 370℃、380℃、390℃、400℃或410℃。第二钢化处理的时间可以是但不限定为 20min、21min、22min、23min、24min、25min、26min、27min、28min、29min 或30min。
51.具体地,第二钢化处理的第二钢化液包括如下质量百分数的各原料:硝酸钾96%~98%、磷酸钾0.5%~1%、碳酸钾0.5%~1%、氢氧化钾0.5%~1%、以及焦锑酸钾0.5%~1%。
52.更具体地,第二钢化处理的第二钢化液由以下质量百分数的各原料制成:硝酸钾97%、磷酸钾1%、碳酸钾1%、氢氧化钾0.5%、以及焦锑酸钾0.5%。第二钢化处理的温度为380℃,第二钢化处理的时间为25min。
53.可以理解的是,在进行第二钢化处理之后还包括如下步骤:对第二钢化处理之后的玻璃进行清洗处理。
54.还可以理解的是,在进行清洗处理之后还包括如下步骤:对清洗处理之后的玻璃进行检测。
55.在一个具体的示例中,请参阅图1~图9,在玻璃钢化方法中,篮具500包括第一侧板501、第二侧板502、连接件503以及齿条100。齿条100包括支撑件200以及多个齿珠300,多个齿珠300套设于支撑件200的外表面;齿珠300 具有第一抵接部301、第二抵接部302以及第一过渡部303;第一抵接部301和第二抵接部302分别位于第一过渡部303的两侧;第一抵接部301自第一过渡部303伸出且直径逐渐变小,第二抵接部302自第一过渡部303伸出且直径逐渐变小,第一抵接部301的直径变小的速率小于第二抵接部302的直径变小的速率;其中一齿珠的第一抵接部301能够抵接于与其相邻的另一齿珠的第二抵接部302。第一侧板501和第二侧板502分别连接于连接件503的两端,支撑件 200的两端分别连接于第一侧板501和第二侧板502。
56.在采用本示例中的篮具500时,第一抵接部301和第二抵接部302相对于第一过渡部303为非对称结构。此时,当玻璃放入篮具500中时,相邻的齿珠300的第一抵接部301和第二抵接部302能够对玻璃进行稳定的支撑。当对玻璃进行钢化时,玻璃可能会出现一定的晃动,此时玻璃在相邻的齿珠300的第一抵接部301和第二抵接部302之间仍然能够保持稳定的状态,降低玻璃脱离篮具500的风险。
57.进一步地,目前随着生产技术和消费需求的不断发展,曲面玻璃600的需求量和使用量正在不断增大。如图10~11所示,将曲面玻璃600放入篮具500 中时,玻璃的曲面部分会与齿条100相接触,进而通过齿条100的作用将曲面玻璃600进行支撑。同时,将曲面玻璃600放入篮具500中时,曲面玻璃600 的外表面与齿条100的接触面积较小。有效减小了曲面玻璃600与齿条100之间的接触面积,进而可以有效降低齿条100对玻璃曲面的影响,提高曲面玻璃600的制造良率。
58.更进一步地,当曲面玻璃600为曲面ag玻璃(比如防眩光玻璃)时,玻璃的表面存在较多的粒子,采用本示例中的齿条100可以降低齿条100对粒子的磨损,提高曲面ag玻璃的品质。
59.在一个具体的示例中,篮具500还包括保护套(图中未示出),保护套套设于齿珠300的外表面。进一步地,保护套为玻璃纤维保护套、金属保护套或耐火保护套。更进一步地,保护套将篮具500的表面整体包覆。具体地,将篮具的金属部分整体包覆。
60.请参阅图1~图5,本实用新型还有一实施例提供了一种齿条100。该齿条 100包括支撑件200以及多个齿珠300,多个齿珠300套设于支撑件200的外表面;齿珠300具有第一抵接部301、第二抵接部302以及第一过渡部303;第一抵接部301和第二抵接部302分别位于第一过渡部303的两侧;第一抵接部301 自第一过渡部303伸出且直径逐渐变小,第二抵接部302自第一过渡部303伸出且直径逐渐变小,第一抵接部301的直径变小的速率小于第二抵接部302的直径变小的速率;其中一齿珠的第一抵接部301能够抵接于与其相邻的另一齿珠的第二抵接部302。
61.本实施例中齿条100的第一抵接部301和第二抵接部302相对于第一过渡部303为非对称结构。尤其适用于对曲面玻璃600的收纳和支撑。当使用本实施例中的齿条100时,玻
璃的曲面会与齿条100相接触,进而通过齿条100的作用将曲面玻璃600进行支撑。同时,曲面玻璃600的外表面与齿条100的接触面积较小,有效减小了曲面玻璃600与齿条100之间的接触面积,进而可以有效降低齿条100对玻璃曲面的影响,进而提高曲面玻璃600的制造良率。
62.可以理解的是,第一抵接部301的直径变小的速率小于第二抵接部302的直径变小的速率可以表现为在各自的延伸方向上,第一抵接部301较第二抵接部302更加平缓。
63.还可以理解的是,在齿条100结构中,多个齿珠300套设于支撑件200的外表面,可以表现为多个齿珠300能够呈现首尾相连的结构,进而对玻璃进行支撑和收纳。
64.还可以理解的是,第一过渡部303和第一抵接部301,以及第一过渡部303 和第二抵接部302平滑过渡连接。
65.在一个具体的示例中,第一抵接部301的长度大于或等于第二抵接部302 的长度。优选地,第一抵接部301的长度大于第二抵接部302的长度。可以理解的是,第一抵接部301的长度表示为沿支撑件200的方向上第一抵接部301 的长度。第二抵接部302的长度表示为沿支撑件200的方向上第二抵接部302 的长度。
66.请再次参阅图4,第一抵接部301分为第一子抵接部3011和第二子抵接部3012,第二子抵接部3012较第一子抵接部3011更加远离第一过渡部303,第二子抵接部3012的直径变小的速率小于第一子抵接部3011的直径变小的速率。
67.进一步地,第二子抵接部3012与第二抵接部302之间形成的夹角大于第一子抵接部3011与第二抵接部302之间形成的夹角。
68.为了更加清楚地表示第二子抵接部3012与第二抵接部302之间形成的夹角,以及第一子抵接部3011与第二抵接部302之间形成的夹角。在图4中,α表示第二子抵接部3012与第二抵接部302之间形成的夹角,β表示第一子抵接部3011与第二抵接部302之间形成的夹角,其中α>β。
69.更进一步地,第二子抵接部3012与第二抵接部302之间形成的夹角为 90
°
~100
°
,第一子抵接部3011与第二抵接部302之间形成的夹角为80
°
~90
°
。可选地,第二子抵接部3012与第二抵接部302之间形成的夹角为90
°
~95
°
,第一子抵接部3011与第二抵接部302之间形成的夹角为85
°
~90
°
。在一个具体的示例中,优选第二子抵接部3012与第二抵接部302之间形成的夹角为91
°
,第一子抵接部3011与第二抵接部302之间形成的夹角为87
°
。
70.可以理解的是,第二子抵接部3012与第二抵接部302之间形成的夹角α可以是但不限定为90
°
、91
°
、92
°
、93
°
、94
°
、95
°
、96
°
、97
°
、98
°
、99
°
或100
°
。第一子抵接部3011与第二抵接部302之间形成的夹角β可以是但不限定为80
°
、 81
°
、82
°
、83
°
、84
°
、85
°
、86
°
、87
°
、88
°
、89
°
或90
°
。
71.请再次参阅图3和图4,在一个具体的示例中,齿条100还包括第二过渡部 304,第二过渡部304位于第二抵接部302的远离第一过渡部303的一侧,第二过渡部304用于过渡相邻的齿珠300的第一抵接部301和第二抵接部302。可以理解的是,第二过渡部304实现相邻的齿珠300的第一抵接部301和第二抵接部302平滑过渡。
72.进一步地,第二过渡部304远离第一过渡部303的端面的直径与第一抵接部301远离第一过渡部303的端面的直径相等。这样可以使相邻的齿珠300的尺寸更加适配,进一步提高相邻的齿珠300的第一抵接部301和第二抵接部302 的平滑过渡。
73.在一个具体的示例中,齿珠300与支撑件200为一体成型的结构。此时便于加工制造成型。
74.在一个具体的示例中,齿条100还包括保护套(图中未示出),保护套套设于齿珠300的外表面。通过保护套的设置可以有效提高对齿珠300的保护效果,提高齿条100的使用寿命。
75.进一步地,保护套为玻璃纤维保护套、金属保护套或耐火保护套。更进一步地,保护套将篮具的表面整体包覆。具体地,将篮具的金属部分整体包覆。
76.请再次参阅图1和图2,在一个具体的示例中,支撑件200的两端形成第一凸出部201和第二凸出部202,第一凸出部201和第二凸出部202分别用于安装支撑件200的两端。通过第一凸出部201和第二凸出部202的设置可以方便地安装支撑件200。比如,通过第一凸出部201和第二凸出部202的设置可以方便地将齿条100安装到篮具500上。可选地,第一凸出部201的长度小于第二凸出部202的长度。
77.请参阅图5~图9,本实用新型还有一实施例提供了一种篮具500。该篮具 500包括第一侧板501、第二侧板502、连接件503以及上述齿条100;第一侧板501和第二侧板502分别连接于连接件503的两端,支撑件200的两端分别连接于第一侧板501和第二侧板502。
78.在一个具体的示例中,篮具500还包括弹性件400,弹性件400套设于支撑件200的至少一端。通过弹性件400的设置,可以方便地对支撑件200进行拆装,进而方便地对齿条100进行拆装。
79.进一步地,支撑件200的两端形成第一凸出部201和第二凸出部202,第一凸出部201的长度小于第二凸出部202的长度,弹性件400套设于第二凸出部 202。此时,当安装齿条100时,可以先将第二凸出部202安装到第二侧板502 上,然后下压弹性件400,这样可以在第一凸出部201和第一侧板501之间形成让位空间,进而将第一凸出部201安装到第一侧板501上,然后在弹性件400 的作用下使齿条100稳定地安装在第一侧板501和第二侧板502之间。当拆卸齿条100时,可以先下压弹性件400,将第一凸出部201取出,然后再将第二凸出部202取出。这样在齿条100的拆装过程中,不需要对第一侧板501和第二侧板502进行拆卸和组装,有利于提高齿条100拆装的便利性和生产效率。
80.可选地,弹性件400为弹簧。
81.可以理解的是,齿条100有多个,多个齿条100呈阵列分布。多个齿条100 阵列分布进而完成对玻璃不同位置以及多个玻璃的支撑。
82.还可以理解的是,第一侧板501和第二侧板502上分别设有第一安装孔5011 和第二安装孔5021,第一安装孔5011和第二安装孔5021分别用于安装支撑件 200的两端。具体地,第一安装孔5011有多个,多个第一安装孔5011呈阵列分布;第二安装孔5021有多个,多个第二安装孔5021呈阵列分布。
83.以下为具体实施例。
84.实施例1
85.本实施例提供了一种曲面ag玻璃的钢化方法,其中玻璃为康宁第七代大猩猩玻璃,篮具采用图5~图9中的篮具。其中,在篮具中,第二子抵接部与第二抵接部之间形成的夹角α为91
°
,第一子抵接部与第二抵接部之间形成的夹角β为87
°
。在篮具表面缠绕玻璃纤维线,以在篮具表面形成玻璃纤维保护套。
86.本实施例中玻璃钢化方法如下:
87.s201:将篮具在熔融液中进行修饰处理,得到修饰篮具。其中,熔融液为硝酸钾和硝酸钠制成的熔融液,硝酸钾的质量百分数为97%、硝酸钠的质量百分数为3%。修饰处理的温度为380℃,修饰处理的时间为12h。
88.s202:将曲面ag玻璃放入修饰篮具中,然后进行第一钢化处理,得到第一钢化玻璃。第一钢化处理的第一钢化液由以下质量百分数的各原料制成:硝酸钾58.5%、硝酸钠39.5%、磷酸钾0.5%、磷酸钠0.5%、碳酸钾0.5%、以及硅酸0.5%。第一钢化处理的温度为420℃。第一钢化处理的时间85min。
89.s203:将第一钢化玻璃进行盐浴处理,得到盐浴玻璃。其中,盐浴处理的盐浴液由质量百分数为100%的硝酸钾制成。盐浴处理的温度为380℃,盐浴处理的时间为3min。
90.s204:将盐浴玻璃进行第二钢化处理。其中,第二钢化处理的第二钢化液由以下质量百分数的各原料制成:硝酸钾97%、磷酸钾1%、碳酸钾1%、氢氧化钾0.5%、以及焦锑酸钾0.5%。第二钢化处理的温度为380℃,第二钢化处理的时间为25min。
91.s205:对第二钢化处理之后的玻璃进行清洗处理。得到本实施例中的目标钢化玻璃。
92.实施例2
93.与实施例1相比,实施例2的不同之处在于:在篮具表面缠绕金属线,金属线的材质为sus316l,以在篮具表面形成金属保护套。
94.实施例3
95.与实施例1相比,实施例3的不同之处在于:在篮具表面缠绕耐火纤维线,以在篮具表面形成耐火保护套。
96.对比例1
97.与实施例1相比,对比例1的不同之处在于:在篮具中,第二子抵接部与第二抵接部之间形成的夹角α为80
°
,第一子抵接部与第二抵接部之间形成的夹角β为75
°
。
98.对比例2
99.与实施例1相比,对比例2的不同之处在于:不将篮具在熔融液中进行修饰处理。
100.对比例3
101.与实施例1相比,对比例3的不同之处在于:在篮具表面不形成保护套。
102.对比例4
103.与实施例1相比,对比例4的不同之处在于:
104.s204中第二钢化处理的第二钢化液由以下质量百分数的各原料制成:硝酸钾98%、磷酸钾1%以及碳酸钾1%。第二钢化处理的温度为380℃,第二钢化处理的时间为25min。
105.对比例5
106.与实施例1相比,对比例5的不同之处在于:将篮具在熔融液中进行修饰处理时,熔融液为溴化钾融盐制成的熔融液。
107.对实施例和对比例中的目标玻璃进行测试。测试项目包括ag面是否损坏 (齿条位与玻璃接触的位置在显微镜下200倍进行ag损伤检验)、篮具寿命(篮具使用次数)以及cs应力值。测试结果如下表所示。
[0108][0109][0110]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0111]
以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准,说明书及附图可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1