硬质复合材料的制作方法
1.本发明特别涉及一种适合挖掘工具的挖掘刀片的硬质复合材料。本技术基于2020年3月13日申请的日本专利申请即特愿2020-043693号要求优先权。该日本专利申请中记载的所有记载内容通过参照被引用到本说明书中。
背景技术:
2.wc基硬质合金由于硬度高且韧性优异,因此除了用作切削工具之外,还用作挖掘工具的挖掘刀片。另外,虽然立方晶氮化硼烧结体(以下,有时称为cbn烧结体)与金刚石相比较硬度差,但由于具有与fe类或ni类材料的反应性低这种性质,因此除了用作切削工具之外,还用作fe类或ni类的矿山挖掘工具的挖掘刀片。并且,对这些wc基硬质合金、cbn烧结体提出了用于提高切削性能和挖掘性能的提案。
3.例如,在专利文献1中提出了一种用于具有铁类金属、wc、ticn的高深度挖掘用工具的切削刃的硬质合金。
4.另外,例如在专利文献2中提出了一种用于切削工具或耐磨损工具的cbn烧结体,该cbn烧结体通过在结合相形成物质中使用ti2alc,使该结合相形成物质的表面活性化而使cbn与结合相的反应活跃,由此形成第一层与第二层的双层结构的反应层,该第一层在cbn粒的表面包含ti和硼,该第二层在该第一层的整个表面包含al和硼,从而提高cbn与结合相的密接性,并且提高烧结体的强度及韧性等。
5.此外,例如在专利文献3中提出了一种高含有率的cbn烧结体,在具有cbn粒子的第一相和包含钛化合物的陶瓷粘合剂相的自烧结多晶立方晶氮化硼的压块(compact)中,所述第一相所占的体积百分比大于所述硼压块的80体积%,并且由于所述压块包含通过在粘合剂前驱体中使用ti2alc而具有导电性或半导电性的粘合剂相,因此放电加工的加工性优异。
6.专利文献1:日本特开昭53-89809号公报
7.专利文献2:日本特开平5-310474号公报
8.专利文献3:日本特开2013-537116号公报
技术实现要素:
9.本发明是鉴于上述情况和提案而完成的,其目的在于提供一种硬质复合材料,该硬质复合材料的耐疲劳磨损性及耐磨蚀磨损性优异,并且在用作挖掘工具时,对因用于破坏岩石的冲击和振动引起的缺损等损伤也具有耐受性。
10.本发明的实施方式所涉及的cbn烧结体具有立方晶氮化硼粒子和结合相,
11.在所述结合相中包含ti2cn和tial3,
12.在将xrd测定时的2θ=41.9~42.2
°
中出现的ti2cn的峰强度设为i
ti2cn
、将同一xrd测定时的2θ=39.0~39.3
°
中出现的tial3的峰强度设为i
tial3
时,
13.所述峰强度之比i
ti2cn
/i
tial3
满足2.0~30.0。
14.另外,上述实施方式所涉及的cbn烧结体也可以满足以下的事项(1)。
15.(1)在所述结合相中分散有al2o3,所述al2o3的平均粒径为0.9μm以上且2.5μm以下。
16.根据前述,得到cbn烧结体,该cbn烧结体的耐疲劳磨损性及耐磨蚀磨损性优异,并且在用作挖掘工具时,对因用于破坏岩石的冲击和振动引起的缺损等损伤也具有耐受性。
附图说明
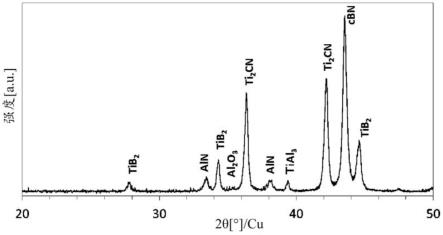
17.图1表示实施例烧结体3的xrd测定图。
具体实施方式
18.本发明人研究了前述文献中记载的提案,其结果认识到以下事项。
19.专利文献1中记载的硬质合金虽然用于高深度挖掘,但由于以在腐蚀性强的气氛下的挖掘为前提,因此在挖掘深度深且硬的岩质中耐磨损性差,在用作挖掘用工具的切削刃的情况下,会提前磨损而寿命短。
20.对于专利文献2或专利文献3所示的cbn烧结体而言,由于主要以与成分均匀的工件抵接使用为前提,因此在用作岩石挖掘用挖掘工具时,对因反复施加的冲击引起的疲劳磨损、因破碎后的岩石中的硬质成分进入工具切削刃与岩石之间而产生的微小的切削作用引起的磨蚀磨损、以及因用于破坏岩石的冲击和振动引起的缺损等损伤的耐受性不充分。
21.但是,挖掘工具是用于挖掘地面和岩盘的工具。另一方面,地下岩石的成分和强度不均匀,地下岩石是脆性材料。因此,与重视切挖性能的切削加工不同,挖掘工具需要承受用于破坏岩石的冲击和振动,并且需要承受用于有效地去除该破坏后的岩石的旋转。
22.即,在挖掘工具用材料中,要求对因反复施加的冲击引起的疲劳磨损、因在破碎后的岩石卷入挖掘工具的周围的过程中岩石的硬质成分进入工具切削刃与岩石之间而产生的微小的切削作用引起的磨蚀磨损、以及因用于破坏岩石的冲击和振动引起的缺损等损伤的耐受性。
23.因此,本发明人基于上述认识等进行了深入研究。其结果得到如下见解:着眼于作为硬质复合材料的cbn烧结体,在构成其结合相的ti2cn和tial3的xrd测定时的各峰强度具有规定的关系时,耐疲劳磨损性及耐磨蚀磨损性优异,并且在用作挖掘工具时,也能够得到对因用于破坏岩石的冲击和振动引起的缺损等损伤具有耐受性的cbn烧结体。
24.下面,对本发明的实施方式所涉及的cbn烧结体进行更详细说明。此外,在本说明书及权利要求书的记载中,将数值范围表示为“a~b”(a、b均为数值)的情况下,与“a以上且b以下”的含义相同,其范围包含上限值(b)及下限值(a)。另外,上限值及下限值的单位相同。另外,数值包含公差。
25.立方晶氮化硼(cbn)粒子的平均粒径:
26.本实施方式中使用的cbn粒子的平均粒径不受特别限定,优选在0.5~30.0μm的范围内。
27.其理由是因为,除了通过在烧结体内包含硬质的cbn粒子来提高耐缺损性的效果之外,如果cbn粒子的平均粒径为0.5~30.0μm,则例如不仅在用作挖掘工具时抑制因工具表面的cbn粒子脱落而产生的以切削刃的凹凸形状为起点的缺损及崩刃,而且在用作挖掘
工具时抑制因施加到切削刃的应力而产生的从cbn粒子与结合相的界面扩展的裂纹的传播、或者因cbn粒子开裂而扩展的裂纹的传播,从而能够具有更优异的耐缺损性。
28.在此,能够以如下方式求出cbn粒子的平均粒径。
29.通过对cbn烧结体的截面进行镜面加工,并且利用扫描型电子显微镜(scanning electron microscope:以下称为“sem”)对经所述镜面加工的面实施组织观察,得到二次电子图像。接着,通过图像处理提取所得到的图像内的cbn粒子部分,并且以通过图像解析求出的各粒子的最大长度为基础算出平均粒径。
30.当通过图像处理提取图像内的cbn粒子部分时,为了明确判断cbn粒子和结合相,在图像中用黑色为0、白色为255的256灰度的单色表示,并且使用cbn粒子部分的像素值与结合相部分的像素值之比为2以上的像素值的图像,以cbn粒子成为黑色的方式进行二值化处理。
31.另外,作为用于求出cbn粒子部分的像素值的区域,最好选择0.5μm
×
0.5μm左右的区域,并且至少将从同一图像区域内的不同的三个部位求出的平均值作为cbn的前述的像素值。
32.此外,在二值化处理之后,进行将被认为cbn粒彼此接触的部分切开的处理,例如使用水流喷射(watershed)来将被认为接触的cbn粒彼此分离。
33.对二值化处理后得到的图像内的相当于cbn粒子的部分(黑色部分)进行粒子解析,将求出的各粒子的最大长度分别作为各粒子的直径。作为求出最大长度的粒子解析,将通过对一个cbn粒子算出弗里特直径(
フェレ
径)而得到的两个长度中的较大的长度的值作为最大长度,将该最大长度的值作为各粒子的直径。
34.并且,将各粒子假定为具有该直径的理想球体,通过将经计算求出的体积作为各粒子的体积来求出累积体积。通过以该累积体积为基础,将纵轴设为体积百分比(%),将横轴设为直径(μm),来绘制图表,将体积百分比为50%时的直径作为cbn粒子的平均粒径。对三个观察区域进行该处理,将其平均值作为cbn的平均粒径(μm)。
35.在进行该粒子解析时,使用预先通过sem知道的比例尺的值,设定每一像素的长度(μm)。作为在图像处理中使用的观察区域,在cbn粒子的平均粒径为3μm左右的情况下,最好为15μm
×
15μm左右的视场区域。
36.cbn粒子在cbn烧结体中所占的含有比例(体积%)不受特别限定。当cbn粒子的含有比例小于65体积%时,烧结体中的硬质物质较少,在用作挖掘用工具时,耐缺损性会降低,另一方面,当cbn粒子的含有比例大于93体积%时,在烧结体中生成成为裂纹的起点的空隙,耐缺损性有时会降低。因此,为了进一步发挥本实施方式所取得的效果,cbn粒子在cbn烧结体中所占的含有比例优选在65~93体积%的范围内。
37.能够以如下方式求出cbn粒子在cbn烧结体中所占的含有比例。即,通过sem观察cbn烧结体的截面组织,通过图像处理而在所得到的二次电子图像内提取cbn粒子部分,通过图像解析算出cbn粒子所占的面积,将处理至少三个图像而求出的值的平均值作为cbn粒子的含有比例(体积%)。作为用于图像处理的观察区域,在cbn粒子的平均粒径为3μm时,最好为15μm
×
15μm左右的视场区域。
38.结合相:
39.本实施方式的陶瓷结合相能够使用ti2alc粉末、ti3alc2粉末、tin粉末、tic粉末、
ticn粉末以及tial3粉末来制作。
40.而且,关于作为结合相的成分的ti2cn和tial3,如果在它们的xrd测定时的各峰强度处于规定的关系时,即,
41.在将xrd测定时的2θ=41.9~42.2
°
中出现的ti2cn的峰强度设为i
ti2cn
、将同一xrd测定时的2θ=39.0~39.3
°
中出现的tial3的峰强度设为i
tial3
时,峰强度之比i
ti2cn
/i
tial3
满足2.0~30.0,则会形成例如在岩石挖掘时耐磨损性及耐磨蚀磨损性优异、对因岩石挖掘时的冲击和振动引起的缺损等损伤的耐受性高的cbn烧结体而优选。
42.其理由是因为,在i
ti2cn
/i
tial3
小于2.0时,由于在烧结体中过量存在的tial3,cbn粒子与该tial3反应而形成粗大的tib2,该tib2在岩石挖掘时成为破坏的起点。另一方面,在i
ti2cn
/i
tial3
大于30.0时,烧结体中的tial3变少,从而导致cbn与结合相的附着力降低以及烧结体的韧性降低。
43.在此,ti2cn的峰强度i
ti2cn
和tial3的峰强度i
tial3
通过利用cu管球的xrd测定来确认。即,将cbn的111衍射线设为2θ=43.3,以该峰位置(角度)为基准,将2θ=41.9~42.2
°
之间的峰设为ti2cn,将2θ=39.0~39.3
°
之间的峰设为tial3。然后,在去除背景之后,进行峰搜索,确认各自的峰强度。
44.另外,更优选在结合相中分散有al2o3,该al2o3的平均粒径为0.9μm以上且2.5μm以下。
45.其理由是因为,在al2o3的平均粒径小于0.9μm时,为了生成al2o3而所需的ti2alc或ti3alc2的粒径较小,因此烧结体中生成的ti2cn或tial3变少,从而导致cbn烧结体的韧性降低。另一方面,在al2o3的平均粒径大于2.5μm时,因以结合相中的al2o3粒子为起点的疲劳蓄积而容易产生裂纹,cbn烧结体的韧性有时会降低。
46.在此,al2o3的平均粒径通过如下方法算出:根据利用sem-edx(energy dispersive x-ray spectroscopy:能量色散x射线光谱仪)进行的al元素与o元素的映射,将两个元素重叠的部位识别为al2o3,通过图像解析求出上述识别出的各粒子的晶体粒径,然后算出平均粒径。
47.即,通过sem观察本实施方式所涉及的烧结体的截面组织,得到二次电子图像,并且通过edx获取相同部位的al元素与o元素的映射图像。然后,将al元素与o元素重叠的部分作为al2o3,通过图像处理进行二值化并提取。
48.在通过图像处理提取图像内的各粒子部分时,为了明确判断各粒子部分,使用在图像中用黑色为0、白色为255的256灰度的单色表示的灰度处理图像来进行。
49.此外,在二值化处理之后,使用如将被认为粒子彼此接触的部分切开那样的处理进行分离,例如使用前述的水流喷射(watershed)进行分离。
50.对二值化处理后得到的图像内的相当于各粒子的部分(黑色部分)进行粒子解析,将求出的各粒子的最大长度分别作为各粒子的直径,计算各粒子的体积。体积假定为理想球来计算。在进行粒子解析时,使用预先通过sem知道的比例尺的值,设定每一像素的长度(μm)。
51.通过以累积各粒子的体积而得到的体积为基础,将纵轴设为体积百分比(%),将横轴设为直径(μm),来绘制图表。然后,将体积百分比为50%时的直径作为观察图像中的al2o3的平均粒径,将从至少三个图像求出的平均值作为分散在结合相中的al2o3的平均粒
变少,烧结体的韧性会降低。
68.为了比较,制作了比较例的cbn烧结体。关于原料粉末,作为硬质原料,准备平均粒径为1.0~4.0μm的cbn原料,作为构成结合相的原料粉末,准备包含ti2alc或ti3alc2的原料粉末。在此,ti2alc、ti3alc2原料的平均粒径为50μm。将它们以成为表1或表3所示的组成的方式进行配合,在与实施例同样的条件下通过球磨机进行混合。
69.然后,以规定压力进行成型来制作成型体,并且在温度100℃~1200℃的范围内的规定的温度对该成型体进行预热处理(在表4中记载为“混合后的热处理温度”)。然后,装入超高压烧结装置,在压力:5gpa、温度:1600℃进行烧结,由此制作表4所示的比较例的cbn烧结体(以下称为比较例烧结体)1~5。
70.[表1]
[0071][0072]
“‑”
:表示不含有。
[0073]“*”:一部分也用作比较例用结合相原料。
[0074]
[表2]
[0075][0076]
*在epma中确认了al2o3的存在
[0077]
[表3]
[0078][0079]
“‑”
:表示不含有。
[0080]
[表4]
[0081]
[0082]
*在xrd中未检测到tial3的峰。
[0083]
在此,图1示出实施例烧结体3的xrd测定图。由该图明确可知,关于该烧结体,在将xrd测定时的2θ=41.9~42.2
°
中出现的ti2cn的峰强度设为i
ti2cn
、将同一xrd测定时的2θ=39.0~39.3
°
中出现的tial3的峰强度设为i
tial3
时,可以看出所述峰强度之比i
ti2cn
/i
tial3
满足2.0~30.0。
[0084]
接着,根据实施例烧结体1~15和比较例烧结体1~5,分别制作作为具有iso标准rngn090300形状的工具的实施例1~15和比较例1~5,将这些工具安装在数控(nc)车床上,进行以下的湿式切削试验。
[0085]
切削速度:150m/分钟
[0086]
切削深度:0.3mm
[0087]
进给量:0.1mm/rev
[0088]
工件:花岗岩(泷根产)形状φ150mm
×
200mml
[0089]
确认了切削长度(切削距离)为800m时的切削刃的磨损量和切削刃状态。其中,对每100m切削长度观察切削刃,测定有无缺损及磨损量,如果磨损量大于2000μm,则在该时刻停止切削试验。将结果示于表5。
[0090]
[表5]
[0091]
[0092]
*:切削距离100m后
[0093]
由表5明确可知,由于实施例的磨损量均少且不产生崩刃,因此耐磨蚀磨损性优异,在用作挖掘工具时,对因用于破坏岩石的冲击和振动引起的缺损等损伤也具有耐受性。另一方面,比较例均在微小的切削长度下示出缺损的产生或较大的磨损量,耐磨蚀磨损性能较低,会容易缺损,因此难以用作挖掘工具。
[0094]
前述公开的实施方式在所有方面只是示例性的,而不是限制性的。本发明的范围是由权利要求书表现,而不是由前述的实施方式表现,旨在包括与权利要求书等同的意义及范围内的所有变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1