装配式房屋用保温板及其制作方法与流程
1.本发明属于建筑材料技术领域,更具体地说,是涉及一种装配式房屋用保温板及其制作方法。
背景技术:
2.在装配式房屋建造施工过程中,需要用到墙板,墙板包括内墙板和外墙板,为了满足装配式房屋建设施工标准或设计要求,墙板应具有一定的保温、防水、隔热等功能。现有技术中通常使用保温板作为墙板或外墙保温材料,保温板是以聚苯乙烯树脂为原料加上其他的原辅料与聚合物,通过加热混合同时注入催化剂,然后挤塑成型而制造的硬质泡沫塑料板,具有防潮、防水性能。目前使用的保温板主要是以保温材料为主,虽然能满足基本要求,但是稳定性不足,易开裂,防水防火性能等级较低,该保温板在实际使用时总是存在上述问题。
技术实现要素:
3.本发明的目的在于提供一种装配式房屋用保温板及其制作方法,旨在解决现有使用的保温板防水防火性能低,稳定性不足的技术问题。
4.为实现上述目的,本发明采用的技术方案是:提供一种装配式房屋用保温板,包括以下按重量份数配比的组分:
5.玻化微珠70-90份、水泥4-6份、石膏粉8-12份、硅凝胶2-3份、液体固化剂3-4份、水100-120份。
6.在一种可能的实现方式中,装配式房屋用保温板包括以下按重量份数配比的组分:玻化微珠75-85份、水泥4.5-5.5份、石膏粉9-11份、硅凝胶2-2.5份、液体固化剂3-3.5份、水100-110份。
7.在一种可能的实现方式中,装配式房屋用保温板包括以下按重量份数配比的组分:玻化微珠80份、水泥5份、石膏粉10份、硅凝胶2份、液体固化剂3份、水100份。
8.在一种可能的实现方式中,装配式房屋用保温板还包括以下重量份数的组分:防水剂3份、减水剂2份、乳胶粉2份、pp纤维2份和矿渣粉5份。
9.在一种可能的实现方式中,所述玻化微珠堆积密度为110-130
㎏
/m3、目数为50-60目、粒径为1-4mm,表面闭孔率≥70%;
10.所述石膏粉的目数为250目、纯度为97%、含水率为6%。
11.在一种可能的实现方式中,所述矿渣粉为超细矿渣粉,比表面积为800-900
㎡
/
㎏
,颗粒粒径为≤20μm,质量系数k为2.3-2.8;
12.所述乳胶粉为可再分散乳胶粉,为最低成膜温度0℃的聚丙烯酸乳胶粉。
13.本发明提供的装配式房屋用保温板的有益效果在于:与现有技术相比,本发明装配式房屋用保温板具有密度小,强度高,防水性能好,a级防火,耐火,抗压,质轻,保温性能强,稳定性高,抗老化,抗冻融,外观美丽大方,并且施工简单,节约能耗,适用于建筑墙体保
温节能工程。
14.本发明还提供了一种装配式房屋用保温板的制作方法,包括以下步骤:
15.将玻化微珠、水泥、石膏粉、硅凝胶和液体固化剂,按照配比比例加入到搅拌装置中,搅拌装置对加入的物料进行搅拌,待搅拌均匀后制得保温层干粉;
16.向搅拌装置中按照配比比例加入水,搅拌装置继续搅拌,待搅拌均匀后制得保温层浆料;
17.将保温层浆料倒入冲压成型装置上的模具中,通过冲压成型装置上的压力机对模具闭合并施加压力,使保温层浆料加压成型后制得保温层湿胚,其中压力机压力为30-40
㎏
/cm3;
18.将保温层湿胚放入恒温烘干装置的烘干室中进行烘干处理,其中控制烘干的温度为50-70℃,烘干养护时间为7-9小时,烘干后制得保温板;
19.将烘干后的保温板放置在包装装置上,通过包装装置对保温板进行打包。
20.在一种可能的实现方式中,所述搅拌装置包括粗搅拌器和细搅拌器,所述粗搅拌器位于所述细搅拌器上方,所述粗搅拌器底部与所述细搅拌器顶部连通,通过所述粗搅拌器搅拌后的物料流入所述细搅拌器中,所述细搅拌器的搅拌速度大于所述粗搅拌器的搅拌速度,所述细搅拌器的底部具有出料口,所述出料口与所述冲压成型装置之间设有物料输送机,所述物料输送机用于承接从所述出料口输出的保温层浆料并向所述冲压成型装置上的模具上输送。
21.在一种可能的实现方式中,所述冲压成型装置上具有翻转机构,所述模具连接于所述翻转机构上,所述模具借助所述翻转机构可向一侧翻转,使挤压成型后的保温层湿胚脱出所述模具,所述翻转机构的翻转角度可调节;
22.所述冲压成型装置的侧部设有模具更换台,所述模具更换台上放置有多个不同形状的模具,根据待成型的保温板形状可选择一个形状匹配的模具至所述冲压成型装置上。
23.在一种可能的实现方式中,所述冲压成型装置与所述恒温烘干装置之间设有输送机构,所述输送机构用于承接从所述模具上脱出的保温层湿胚并向所述恒温烘干装置的烘干室输送。
24.本发明提供的装配式房屋用保温板的制作方法的有益效果在于:与现有技术相比,本发明装配式房屋用保温板的制作方法机械化程度高,加工制作工序简单,加工效率高,生产周期短,成本低,产品成品率高,人工劳动强度低。
附图说明
25.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
26.图1为本发明实施例提供的装配式房屋用保温板的制作方法的整体结构示意图;
27.图2为本发明实施例提供的装配式房屋用保温板的制作方法的冲压成型装置结构示意图。
28.附图标记说明:
29.1、搅拌装置;11、粗搅拌器;12、细搅拌器;2、冲压成型装置;21、模具;22、翻转机构;23、模具更换台;24、压力机;3、恒温烘干装置;4、包装装置;5、遥控器;6、物料输送机;7、输送机构。
具体实施方式
30.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
31.请一并参阅图1至图2,现对本发明提供的装配式房屋用保温板及其制作方法进行说明。
32.实施例一
33.装配式房屋用保温板,包括以下按重量份数配比的组分:玻化微珠70份、水泥4份、石膏粉8份、硅凝胶2份、液体固化剂3份、水100份。
34.实施例二
35.装配式房屋用保温板,包括以下按重量份数配比的组分:玻化微珠90份、水泥6份、石膏粉12份、硅凝胶3份、液体固化剂4份、水120份。
36.实施例三
37.装配式房屋用保温板,包括以下按重量份数配比的组分:玻化微珠75份、水泥4.5份、石膏粉9份、硅凝胶2份、液体固化剂3份、水100份。
38.实施例四
39.装配式房屋用保温板,包括以下按重量份数配比的组分:玻化微珠85份、水泥5.5份、石膏粉11份、硅凝胶2.5份、液体固化剂3.5份、水110份。
40.实施例五
41.装配式房屋用保温板,包括以下按重量份数配比的组分:玻化微珠80份、水泥5份、石膏粉10份、硅凝胶2份、液体固化剂3份、水100份。
42.本发明提供的装配式房屋用保温板,与现有技术相比,本发明装配式房屋用保温板具有密度小,强度高,防水性能好,a级防火,耐火,抗压,质轻,保温性能强,稳定性高,抗老化,抗冻融,外观美丽大方,并且施工简单,节约能耗,适用于建筑墙体保温节能工程。
43.在一些实施例中,装配式房屋用保温板还包括以下重量份数的组分:防水剂3份、减水剂2份、乳胶粉2份、pp纤维2份和矿渣粉5份。
44.在一些实施例中,玻化微珠堆积密度为110-130
㎏
/m3、目数为50-60目、粒径为1-4mm,表面闭孔率≥70%;石膏粉的目数为250目、纯度为97%、含水率为6%。
45.在一些实施例中,矿渣粉为超细矿渣粉,比表面积为800-900
㎡
/
㎏
,颗粒粒径为≤20μm,质量系数k为2.3-2.8;乳胶粉为可再分散乳胶粉,为最低成膜温度0℃的聚丙烯酸乳胶粉。
46.水泥可选用硅酸盐水泥,或为普通425标号的硅酸盐水泥,防水剂可选用硅烷防水剂,减水剂可选用nf萘系高效减水剂。pp纤维可以增强保温板韧性,抵抗在制备过程中产生的内应力,抑制微裂缝的产生和生长,同时具有质轻多孔且容重小的特点,具有很好的保温隔热性能,一定程度上提高了保温性能。玻化微珠具有优异的保温性能和a级防水不燃性
能,确保了本发明安全高效耐久地应用于建筑墙体内外保温工程。聚丙烯酸乳胶粉增强了保温板的粘结性能,提升保温板的内聚力和柔性,较低成膜温度确保了在低温环境下进行施工应用和服役使用,同时具有优异的耐水性能和韧性,显著提高本发明产品的耐水性和抗开裂性能。
47.通过上述配比制成的保温板,大大提高了保温性能,吸水率很低,解决了现有保温板因吸水问题而引起的龟裂、起鼓、脱落、发霉、伸色等问题,也避免了因为热胀冷缩造成的各种问题,制备的板材更致密,更防水,经过检验满足相关要求,其中吸水率≤0.3%,且防水性能远远高于市场同类产品。
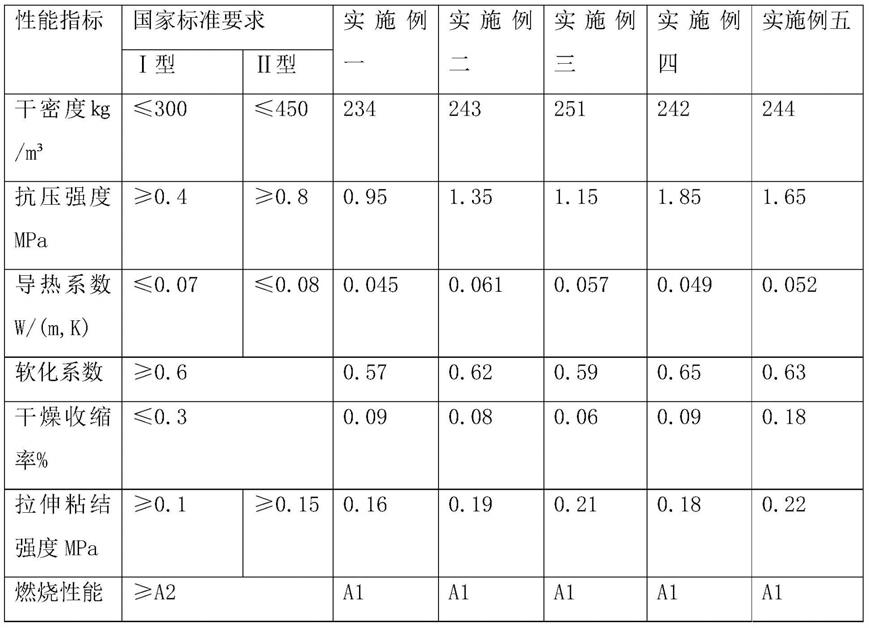
48.经检测,通过上述组分按重量份数配比制备的保温板的性能测试结果如下:
[0049][0050]
综上,以上各个测试数据均满足国家标准要求,而且性能效果较为突出。其中检测依据为jc/t2298-2014,本发明经过燃烧测试,其燃烧80次、4个小时后还不变形、不燃烧,燃烧性能的检测依据为gb8624-2006。
[0051]
本发明还提供了一种装配式房屋用保温板的制作方法,包括以下步骤:
[0052]
将玻化微珠、水泥、石膏粉、硅凝胶和液体固化剂,按照配比比例加入到搅拌装置1中,搅拌装置1对加入的物料进行搅拌,待搅拌均匀后制得保温层干粉;
[0053]
向搅拌装置1中按照配比比例加入水,搅拌装置1继续搅拌,待搅拌均匀后制得保温层浆料;
[0054]
将保温层浆料倒入冲压成型装置2上的模具21中,通过冲压成型装置2上的压力机24对模具21闭合并施加压力,使保温层浆料加压成型后制得保温层湿胚,其中压力机24压力为30-40
㎏
/cm3;固定好模具21以后,才进行加压,加压后移开模具21;
[0055]
将保温层湿胚放入恒温烘干装置3的烘干室中进行烘干处理,其中控制烘干的温度为50-70℃,烘干养护时间为7-9小时,烘干后硬化,制得保温板;
[0056]
将烘干后的保温板放置在包装装置4上,通过包装装置4对保温板进行打包。
[0057]
本发明提供的装配式房屋用保温板的制作方法的有益效果在于:与现有技术相比,本发明装配式房屋用保温板的制作方法机械化程度高,加工制作工序简单,加工效率高,生产周期短,成本低,产品成品率高,人工劳动强度低。
[0058]
通常来说保温板呈板状,其形状可为长方形,也可为正方形,具体的制作出来的形状要根据所使用的模具21的形状来定,若模具21形状为长方形,则制作出来的保温板的形状为长方形,若模具21形状为正方形,则制作出来的保温板的形状为正方形。另外,该模具21的形状、样式等都是可以更换的,也有的模具21上有花纹等样式或花型,通过选择不同样式、结构的模具21,则制作出来的成品样式就随之改变。压力机24的压力可以调节。
[0059]
在本实施例中,本发明还包括遥控器5,遥控器5分别与搅拌装置1、冲压成型装置2、恒温烘干装置3和包装装置4分别电性连接,并分别控制运行。遥控器5可理解为一种控制面板或控制器,通过连接后可实现分别控制运行的功能。
[0060]
在一些实施例中,请参阅图1至图2,搅拌装置1包括粗搅拌器11和细搅拌器12,粗搅拌器11位于细搅拌器12上方,粗搅拌器11底部与细搅拌器12顶部连通,通过粗搅拌器11搅拌后的物料流入细搅拌器12中,细搅拌器12的搅拌速度大于粗搅拌器11的搅拌速度,细搅拌器12的底部具有出料口(出料口处设有阀门),出料口与冲压成型装置2之间设有物料输送机6,从出料口输出的保温层浆料直接落到物料输送机6上,物料输送机6用于承接从出料口输出的保温层浆料并向冲压成型装置2上的模具21上输送。粗搅拌器11和细搅拌器12均受控于遥控器5,通过遥控器5的控制,可以实现对搅拌装置1的搅拌自动控制,物料先是通过粗搅拌器11进行搅拌,后通过细搅拌器12进行搅拌,粗搅拌器11搅拌后的物料的粒径比细搅拌器12搅拌后的物料的粒径要大,因此可理解为粗搅拌器11相当于对物料的一次搅拌,细搅拌器12相当于对物料的二次搅拌,二次搅拌后的物料形成了保温层浆料,该浆料为半固态状,可被物料输送机6输送,在物料输送机6上不会掉落。
[0061]
粗搅拌器11和细搅拌器12的内部结构可相同、也可不同,粗搅拌器11的上端具有进料口,通过该进料口向粗搅拌器11内部添加物料。本发明中的粗搅拌器11和细搅拌器12内部容量较大,均可容纳上述待搅拌的物料。搅拌速度越快,则对物料的搅拌效率越高,物料被粉碎的速度越快,物料变成粉状的程度就越明显。
[0062]
上述所说的物料是指由玻化微珠、水泥、石膏粉、硅凝胶、液体固化剂、水,还包括防水剂、减水剂、乳胶粉、pp纤维和矿渣粉,为叙述方便,在本文中可用物料代替理解。
[0063]
物料输送机6可为带式输送机(输送机上设有料斗,用于盛装浆料,防止浆料在输送中掉落)或绞龙等浆料输送设备,选用其中一种输送设备即可,能够将支撑的保温层浆料从出料口处运输到模具21上,在运输过程中,不用人工操作,减少人工劳动强度。
[0064]
在一些实施例中,请参阅图1至图2,冲压成型装置2上具有翻转机构22,模具21连接于翻转机构22上,模具21借助翻转机构22可向一侧翻转,使挤压成型后的保温层湿胚脱出模具21,翻转机构22的翻转角度可调节;该角度越大,保温层湿胚就越容易脱模。冲压成型装置2可采用现有技术产品。
[0065]
冲压成型装置2的侧部设有模具更换台23,模具更换台23上放置有多个不同形状的模具21,根据待成型的保温板形状可选择一个形状匹配的模具21至冲压成型装置2上。通过遥控器5还可以控制翻转机构22的翻转角度,因为保温层湿胚在模具21内部,当通过翻转
机构22推顶模具21翻转后,位于模具21内部的保温层湿胚就被侧翻、翻倒出来,相当于完成了脱模处理,此时不用人工脱模,减轻人工劳动强度。通过设置模具更换台23,方便对使用的不同形式、样式的模具21进行更换,其中模具21更换的动作可采用人工更换或通过机械手操作更换,当更换完成后,再通过冲压成型装置2冲压成型后的保温层湿胚的样式也就随之改变,在实际应用中可根据不同工况灵活更换模具21。
[0066]
具体的,翻转机构22可采用现有技术中普遍使用的翻转机构22,能够与模具21连接并支撑模具21,还可以对模具21产生侧翻即可。在实际使用中,该翻转机构22也可采用机械手或机械臂代替。
[0067]
在一些实施例中,请参阅图1至图2,冲压成型装置2与恒温烘干装置3之间设有输送机构7,输送机构7用于承接从模具21上脱出的保温层湿胚并向恒温烘干装置3的烘干室输送。输送机构7的可以移动,可以靠近冲压成型装置2设置,当模具21被翻转后,输送机构7可以承接从模具21上倒出的保温层湿胚,可选用现有技术中的输送设备。
[0068]
具体的,该输送机构7可为运输车或手推车或输送机等,可以实现对保温层湿胚的运输,当靠近恒温烘干装置3的烘干室时,人工或通过机器将保温层湿胚转运到烘干室内部即可。
[0069]
在恒温烘干装置3与包装装置4之间也设置有运输车(在图中未示出),通过运输车的运输,可将烘干后的保温板运输到包装装置4上,通过包装装置4可以对保温板包装撑产品,这样可以有效防止在运输过程中保温板造成磕碰等现象。
[0070]
本恒温烘干装置3可采用现有技术中的烘干设备,包装装置4也可采用现有技术中的包装设备。本发明的保温板具有施工性能和力学性能好,防水性能好,保温性能和防水性能优异,安全耐火,防水性a级不燃等特点。不造成环境污染,不含有对人体有害成分,绿色环保无毒,制作成本低,施工简单快捷,具有良好的经济效益和社会效益,适用于装配式房屋墙板保温节能工程。
[0071]
本发明的保温板的质轻表现为:单位面积或体积的市场上的保温板的重量为9吨,而本发明的保温板的重量为1.2吨。
[0072]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1