陶瓷基复合材料紧固件的制作方法
1.本主题大体上涉及陶瓷基复合材料(cmc)紧固件,更具体地涉及具有改进强度的cmc紧固件。
背景技术:
2.高速航空设备上的许多部件都是由cmc本体组成的。示例性部件包括护罩、前缘、喷嘴和燃烧器衬套。在超音速下,尤其是在高超音速下,这些部件的温度可能会远远超过1700
°
f,诸如4000
°
f及更高。
3.传统上,这些cmc部件通过金属硬件固定在一起并固定到高速航空设备的其他部件。然而,对于高速应用(尤其是在高超音速下),温度高于金属硬件的安全操作条件。
4.因此,部件经受高工作温度环境的行业继续要求改进紧固件和相关方法,用于将cmc和相关部件附接在一起,同时允许在高工作温度和极端工作条件下使用。
技术实现要素:
5.本发明的方面和优点将在以下描述中部分阐述,或者可以从描述中显而易见,或者可以通过本发明的实践来了解。
6.在本公开的一个示例性实施例中,一种形成陶瓷基复合材料(cmc)紧固件的方法,该方法包括:成型预成型件以形成生坯紧固件;将一层或多层施加到生坯紧固件的外表面以形成分层生坯紧固件;以及精加工(finish)分层生坯紧固件以形成cmc紧固件。
7.根据另一个示例性实施例,一种陶瓷基复合材料(cmc)紧固件包括:本体,该本体具有头部和联接到头部的柄部,该本体包括具有第一构造的内部部分和设置在该内部部分的外侧并具有不同于第一构造的第二构造的外部部分,其中内部部分和外部部分中的每一个包括sic/sic、c/sic或氧化物/氧化物。
8.根据另一个示例性实施例,一种组件包括:陶瓷基复合材料(cmc)结构;二级结构;以及将cmc结构和二级结构连接在一起的cmc紧固件,该cmc紧固件包括本体,该本体包括内部部分和外部部分,该外部部分包括环绕内部部分周向延伸的cmc带。
9.参考以下描述和所附权利要求,本发明的这些和其他特征、方面以及优点将变得更好地理解。并入本说明书并构成本说明书一部分的附图图示了本公开的实施例,并且与描述一起用于解释本发明的原理。
附图说明
10.在参考附图的说明书中阐述了针对本领域普通技术人员的本发明的完整且使能的公开,包括其最佳模式。
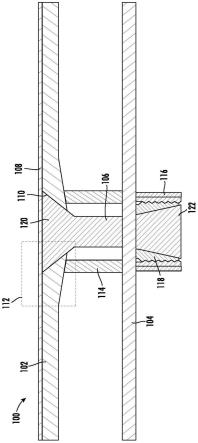
11.图1是根据本公开的示例性实施例的包括将cmc结构联接到二级结构的cmc紧固件的组件的横截面视图。
12.图2是根据本公开的示例性实施例的包括将cmc结构联接到二级结构的cmc紧固件
的组件的横截面视图。
13.图3是根据本公开的示例性实施例的形成cmc紧固件的方法的流程图。
14.图4是根据本公开的示例性实施例的用于cmc紧固件的示例性纤维编织物的顶视图。
15.图5是根据本公开的示例性实施例的包括延伸穿过基底的cmc紧固件的组件的横截面视图。
16.图6是根据本公开的示例性实施例的cmc紧固件的正视图。
17.图7是根据本公开的示例性实施例的沿图6中的线a-a所示的图6的cmc紧固件的横截面视图。
18.在本说明书和附图中重复使用参考符号旨在表示本发明的相同或类似的特征或元件。
具体实施方式
19.现在将详细参考本发明的当前实施例,其一个或多个示例在附图中示出。详细描述使用数字和字母标号来指代附图中的特征。在附图和描述中的相似或类似的标号被用于指本发明的相似或类似部分。
20.本文使用“示例性”一词来表示“用作示例、实例或说明”。本文描述为“示例性”的任何实施方式不必被解释为比其他实施方式更优选或有利。此外,提供每个示例是为了解释本发明,而不是限制本发明。事实上,对于本领域的技术人员来说显而易见的是,在不脱离本发明的范围的情况下,可以对本发明进行各种修改和变化。例如,作为一个实施例的一部分示出或描述的特征可以与另一实施例一起使用以产生又一实施例。因此,本发明旨在涵盖落入所附权利要求及其等同物范围内的这些修改和变化。
21.如本文所使用的,术语“第一”、“第二”和“第三”可互换地使用,以将一个部件与另一个部件区分开来,并且不旨在表示单个部件的位置或重要性。单数形式“一”、“一个”和“该”包括复数指代,除非上下文另有明确规定。术语“联接”、“固定”、“附接到”等指直接联接、固定或附接,以及通过一个或多个中间部件或特征的间接联接、固定或附接,除非本文另有规定。
22.术语“前”和“后”是指燃气涡轮发动机或运载工具内的相对位置,并且是指燃气涡轮发动机或运载工具的正常运行姿态。例如,对于燃气涡轮发动机,前是指更靠近发动机入口的位置,而后是指更靠近发动机喷嘴或排气口的位置。术语“上游”和“下游”指的是相对于流体流路中的流体流动的相对方向。例如,“上游”指流体从其流动的方向,并且“下游”指流体流向其的方向。
23.整个说明书和权利要求书中使用的近似语言用于修改可以允许变化而不会导致与之相关的基本功能的改变的任何定量表示。因此,由一个或多个术语(例如“大约”、“近似”和“基本上”)修饰的值,不限于指定的精确值。在至少一些实例中,近似语言可对应于用于测量值的仪器的精度,或用于构建或制造部件和/或系统的方法或机器的精度。例如,近似语言可以指在10%的裕度内。
24.本文以及在整个说明书和权利要求书中,范围限制被组合和互换,这些范围被识别并包括其中包含的所有子范围,除非上下文或语言另有指示。例如,本文公开的所有范围
包括端点,并且端点可彼此独立地组合。
25.根据本文所述的一个或多个实施例,陶瓷基复合材料(cmc)紧固件可包括具有第一构造的内部部分和设置在该内部部分的外侧并具有不同于第一构造的第二构造的外部部分。在示例性实施例中,内部部分可以具有由缠绕的基材形成的螺旋层构造。外部部分可包括围绕内部部分周向延伸的一层或多层材料。cmc紧固件可用于将cmc结构连接到二级结构,诸如其他cmc结构和非cmc结构,具有改进的刚度和改进的层间能力。
26.根据本文所述的实施例的cmc紧固件可以由于其构造而表现出增加的强度。更具体地,本文所述的cmc紧固件可以表现出增加的层间强度,从而在负载条件下抵抗断裂,例如脱层。在一个实施例中,本文所述的cmc紧固件可由周向布置的层形成,而不是由多层材料的平板(flat panel)机加工,例如铣削,其中由于多层材料的层之间的脱层或破裂而可能发生失效。
27.现在参考附图,图1示出了根据本公开的实施例的示例性组件100。组件100通常包括通过cmc紧固件106联接到二级结构104的陶瓷基复合材料(cmc)结构102。
28.如本文所用,术语“陶瓷基复合材料”或“cmc”通常是指具有高温能力的非金属材料,诸如包括碳化硅、硅、二氧化硅或氧化铝基材料及其组合的复合材料。通常使用cmc材料,陶瓷纤维嵌入基体中,诸如氧化稳定的增强纤维,包括单丝,如蓝宝石和碳化硅,以及粗纱和纱线,包括碳化硅、硅酸铝以及短切晶须和纤维,以及可选的陶瓷颗粒(例如,硅、铝、锆、钇的氧化物及其组合)和无机填料(例如,叶蜡石、硅灰石、云母、滑石、蓝晶石以及蒙脱石)。cmc材料在约1000-1200
°
f的温度范围内可具有约1.3
×
10-6
in/in/
°
f至约3.5
×
10-6
in/in/
°
f范围内的热膨胀系数。
29.组件100可以是航空发动机的燃烧部分的一部分,诸如涡轮风扇发动机、涡轮轴发动机、涡轮喷气发动机、涡轮螺旋桨发动机等的燃烧部分。cmc结构102可以包括,例如,燃烧部分的衬套或圆顶。以这种方式,结构102可以是cmc衬套。
30.涂层108可以设置在cmc结构102上。举例来说,涂层108可以是氧化保护剂,其配置成防止下面的cmc衬套氧化。如所示实施例中所描绘的,涂层108可以作为连续涂层或作为单独的涂层部分覆盖cmc结构102和cmc紧固件106。
31.cmc结构102可限定开口110,cmc紧固件106可容纳在该开口110中。在某些实施例中,开口110可以限定倾斜的入口轮廓,以保持cmc紧固件106的锥形端部(下文更详细地描述)。cmc结构102可以具有加厚区域112以支撑cmc紧固件106的夹持力。加厚区域112可以包括在靠近开口110的cmc结构102的区域中的加厚区域。作为非限制性示例,加厚区域112可以限定是cmc结构102在不在加厚区域112内的区域处的厚度的至少101%的厚度(诸如至少102%,诸如至少103%,诸如至少104%,诸如至少105%,诸如至少110%,诸如至少120%,诸如至少130%,诸如至少140%,诸如至少150%)。
32.二级结构104可以与cmc结构102间隔开。作为非限制性示例,二级结构104可以包括金属结构。金属结构可以是飞行器或飞行器发动机的底层部分的一部分。在另一个非限制性示例中,二级结构104可以包括另一个cmc结构。在某些情况下,二级结构104通常可以包括支撑结构,cmc结构102可附接到该支撑结构。
33.间隔件114可以设置在cmc结构102和二级结构104之间并且间隔开。在某些情况下,间隔件114可以包括具有孔的本体,通过该孔容纳cmc紧固件106。举例来说,间隔件114
可以包括碳化硅,诸如hexaloy sa。可以制造间隔件114的高度以将cmc结构102和二级结构104彼此间隔开期望的距离。cmc结构102和二级结构104之间需要间隙的情况可以包括具有在cmc结构102和二级结构104之间流动的热流动路径和/或冷却结构的应用。
34.cmc紧固件106可以延伸穿过cmc结构102、二级结构104,并且可选地穿过间隔件114。螺母116可以固定到cmc紧固件106以将cmc结构102的组件100和二级结构104保持在相对于彼此期望的位置处。在图1所示的实施例中,螺母116通过中间轴环118与cmc紧固件106接合。中间轴环118可以包括例如构造成与cmc紧固件106接口的开口环螺纹套筒。开口环螺纹套筒可以包括例如金属结构、cmc结构等。所示实施例的cmc紧固件106包括双锥形头设计,其包括配置为与cmc结构102接合的第一锥形头120和配置为与二级结构104接合的第二锥形头122。更具体地,第二锥形头122可以通过设置在第二锥形头122周围的中间轴环118与螺母116接合。在某些情况下,中间轴环118可以联接到第二锥形头122。例如,中间轴环118可以被粘合到二级锥形头122。在一个特定实施例中,在cmc紧固件106相对于二级结构104就位,例如,cmc紧固件106延伸通过二级结构104之后,中间轴环118和第二锥形头122之间的联接可以发生。
35.图2图示了根据本公开的另一个实施例的组件100。组件100包括与二级结构104间隔开的cmc结构102和将cmc结构102与二级结构104联接在一起的cmc紧固件106。cmc结构102包括涂层108和加厚区域112。间隔件114设置在cmc结构102和二级结构104之间并间隔开cmc结构102和二级结构104。与图1中描绘的组件100不同,图2中描绘的cmc紧固件106包括包含多个螺纹的螺纹部分124。螺纹部分124可以与cmc紧固件106的柄部128一体地形成。螺母126可以与cmc紧固件106的螺纹部分124螺纹接合并且被拧紧以将cmc结构102和二级结构104固定在一起。在一个实施例中,螺母126是cmc螺母。
36.图3示出了形成cmc紧固件的方法300。方法300包括提供预成型件的步骤302。预成型件可以具有包括cmc紧固件的内部部分的初始形状。预成型件可以是松散形状的,使得预成型件具有与cmc紧固件的形状大致相似的形状。在一个实施例中,预成型件形状可以通过轧制(roll)基材以形成圆柱体。圆柱体可以包括实心圆柱体或空心圆柱体—包括沿预成型件的轴向长度延伸的孔。虽然上面提供了轧制作为将预成型件成型为初始形状的示例性过程,但根据其他实施例,预成型件可以通过挤压、机加工、增材制造、冲压、锻造、分层等形成初始形状.
37.作为非限制性示例,用于cmc紧固件的预成型件可以由干丝束叠层成型为初始形状。二乘二(2x2)编织斜纹(braided twill)可用于制作管。斜纹是一种具有对角平行罗纹图案的纺织品。在一个实施例中,斜纹可以包括限定中心孔的圆形套筒,使得斜纹可以在工具上滑动。编织斜纹可以包括例如+/-45
°
编织。在某些情况下,与0/90编织相比,+/-45
°
编织可包括旋转45
°
的0/90编织,以允许增加柔韧性并更容易形成最终形状。示例性材料包括碳纤维、碳纤维增强sic(c/sic)、sic纤维增强sic(sic/sic),例如,5线束缎(harness satin)和8线束缎。碳纤维可以包括例如t300碳纤维。由编织斜纹形成的管可以具有各种直径、形状以及特征,如所需cmc紧固件的特定形状所保证的。例如,编织斜纹可用于形成cmc紧固件的锥形部分,例如在cmc紧固件的头部和柄部处。额外的纤维,例如自由纤维和/或布,可以用作插入物来构建锥形头部和锥形柄部。这些纤维可以是0
°
纤维和/或平纹布。
38.作为另一个非限制性示例,sic/sic的预成型件可以从预浸料或非预浸料cmc带切
割。对于使用预浸料cmc带的实施例,带可以包括预先制备的纤维和增强组合物。可以将cmc带切割成一定长度并轧制以将预成型件形成为初始形状,诸如至少柄部部分的形状。可选地,可以将cmc带分层并形成初始形状的预成型件。
39.在完成步骤302之后,方法300还可以进一步包括将预成型件成型以形成生坯紧固件的步骤304。步骤304中的成型将预成型件从初始形状成型为修改或规定的形状。在一个实施例中,预成型件的成型可以通过成型工具进行。成型工具可以包括,例如,被配置为在初始形状的预成型件上赋予规定形状的模具。在某些情况下,模具可以包括石墨模具。石墨模具可以允许使用某些形成技术,诸如化学气相渗透(cvi),由此前体气体在石墨模具内部流动以形成例如sic。可以根据与紧固件一起使用的特定组件来选择规定的形状。较大直径的开口可能需要较大的cmc紧固件。同样,使用更大的间隔件可能需要更长的cmc紧固件。此外,对特定形状的紧固件(例如,包括单个或多个锥形头部)的要求,可能需要独特的模具或图案形状来完成。
40.在一个实施例中,使预成型件成形的步骤304可以涉及对预成型件施加压缩力。举例来说,将预成型件成型为生坯紧固件的压缩力可包括施加至少1磅每平方英寸(psi),诸如至少2psi,诸如至少3psi,诸如至少4psi,诸如至少5psi,诸如至少10psi,诸如至少25psi,诸如至少50psi,诸如至少100psi,诸如至少250psi,诸如至少500psi,诸如至少1000psi。
41.在某些情况下,可以在形成生坯紧固件之后进行额外的加固步骤。加固可以包括例如添加贯穿厚度的加固元件,诸如延伸穿过生坯紧固件本体的sic/sic销。举例来说,可以对生坯紧固件本体进行超声针刺以在其中形成孔,sic/sic销可以添加到该孔中。然后可以对加固的生坯紧固件进行进一步操作,例如高压灭菌、热解、机加工等。
42.方法300还可进一步包括将一层或多层施加到生坯紧固件的外表面以形成分层生坯紧固件的步骤306。一层或多层可以包括cmc材料。例如,一层或多层可以包括cmc带,例如预浸料cmc带。一层或多层可以包括例如sic/sic、c/sic或氧化物/氧化物,其可以包括含有金属阳离子和氧化物阴离子的结晶固体的任何组合。在一个实施例中,生坯紧固件(即,cmc紧固件的内部部分)和分层生坯紧固件都可以具有由相同材料限定的外表面。也就是说,用于在步骤302形成预成型件的材料可以与在步骤306在一层或多层中使用的材料相同或相似。
43.在某些情况下,在步骤306施加的一层或多层可以由连续的cmc带形成。cmc带可以缠绕在生坯紧固件上。在一个实施例中,cmc带可以周向缠绕生坯紧固件以形成多层结构。cmc带可以以完全重叠的构造缠绕,由此cmc带的侧边缘在相邻层之间对齐,或者以交错的构造缠绕,从而cmc带的侧边缘彼此偏移。偏移角度可以在1
°
到90
°
之间。在特定的非限制性实施例中,cmc带可以偏移大约45
°
。一层或多层可以包括至少一层,诸如至少两层,诸如至少三层,诸如至少四层,诸如至少五层,诸如至少六层,诸如至少七层,诸如至少八层,诸如至少九层,诸如至少十层。在一个实施例中,一层或多层可以以彼此相同或相似的张力缠绕。即,例如,沿cmc带的张力在整个缠绕过程中可以大致相等。在另一个实施例中,cmc带的张力特性可以在缠绕过程中改变。
44.在一个实施例中,在步骤306施加的一层或多层的材料可以具有多层结构,其中相邻层彼此成角度偏移。即,例如,径向堆叠的层可以在角度上交错,使得这些层结合起来具
有增加的多方向强度分布。举例来说,相邻层可以在-45
°
和45
°
的范围内彼此成角度地偏移。在更具体的实施例中,相邻层可以彼此成角度地偏移45
°
或90
°
。此外,同一叠层内的成对的相邻层可以彼此成角度地偏移与其他成对的相邻层之间的角度偏移不同的角度。
45.方法300可进一步包括精加工分层生坯紧固件以形成cmc紧固件的步骤308。精加工分层生坯紧固件的步骤308可包括,例如,压实分层生坯紧固件、致密分层生坯紧固件的内部部分和外部部分中的一个或两者、机加工分层生坯紧固件、加热分层生坯紧固件、淬火或冷却分层生坯紧固件等。在特定实施例中,可在步骤308期间将分层生坯紧固件暴露于热(例如,烘烤或烧制)以固化分层生坯紧固件并形成cmc紧固件。
46.附加地或可选地,步骤308可包括执行化学气相渗透、聚合物渗透以及热解、或熔体渗透过程。例如,在某些实施例中,将理解的是,在形成预成型件之前或在步骤302形成预成型件之后,可以用浆料组合物浸渍生坯紧固件,并且类似地,在步骤306添加到生坯紧固件的层可以另外用浆料组合物浸渍。然后,生坯紧固件可以经历热处理,诸如固化或热解,以在预成型件中产生高碳残留物,和随后的化学处理,诸如化学气相渗透或硅熔体渗透过程,以获得由cmc材料形成的具有所需化学成分和机械性能的部件。
47.上述第一锥形部分120和第二锥形部分122可以在提供预成型件的步骤302、成型预成型件以形成生坯紧固件的步骤304、施加一层或多层到生坯紧固件的外表面的步骤306、精加工分层生坯紧固件的步骤308处,或在步骤的组合期间,形成为第一接合部分和第二接合部分。在某些情况下,第一接合部分和第二接合部分中的至少一个可选地或附加地包括包含多个螺纹的螺纹部分。螺纹可以在提供预成型件的步骤302、成型预成型件以形成生坯紧固件的步骤304、施加一层或多层到生坯紧固件的外表面的步骤306、精加工分层生坯紧固件的步骤308处,或在步骤的组合期间形成在cmc紧固件中。
48.图4示出了被称为八线束编织(eight harness weave)的示例性纤维编织400,包括编织在一起的多根纤维402。螺母116、126会承受负载力,这会使先前的紧固件设计分层并导致失效。使用诸如由图4的八线束编织提供的开放式编织架构可能例如对于碳纤维螺母是有益的。在一个实施例中,编织400的干层可以堆叠在一起达到期望的高度。针刺可用于加固编织层堆叠。可以对干层进行加固,并且可以对螺母进行成型和机加工。
49.在另一个实施例中,螺母116、126可以由一堆叠预浸料cmc带形成。堆叠可以根据需要进行固化和成型。螺母116、126可以另外被加固以防止分层。加固可以包括,例如,添加贯穿厚度的加固元件,例如延伸穿过螺母116、126的sic/sic销。举例来说,螺母116、126可以被超声针刺以在其中形成孔,sic/sic销可以添加到该孔中。然后可以进一步操作加固螺母116、126,例如高压灭菌、机加工等。
50.图5示出了设置在基底502中的cmc紧固件500的实施例的横截面视图。如图所示,cmc紧固件500包括内部区段504和外部区段506。内部区段504可以与预成型件的初始形状对应。内部区段504可以包括包含多个层的层。在所示实施例中,内部区段504包括在纵向方向l上堆叠的多个层。外部区段506可以施加到内部区段504。外部区段506可以包括单层或包括多个层的层。在一个实施例中,外部区段506可以例如,沿周向方向c缠绕内部区段504。外部区段506可以缠绕内部区段504的圆周。在所示实施例中,内部区段504和外部区段506的层取向彼此偏移大约90度。在其他实施例中,内部区段504和外部区段506可以偏移不同的相对角度。
51.图6示出了根据一个实施例的紧固件500的侧视图。虽然描绘了外部区段506,但内部区段504可以设置在外部区段506内。图7示出了沿图6中的线a-a看到的紧固件500的横截面视图。如图所示,外部区段506可以缠绕内部区段504。外部区段506可以包括,例如所示的一个连续件(piece),或者多个离散件。在所示实施例中,内部区段504被描绘为前述层的单层508。层508可以沿垂直于图5所示的纵向方向l的平面放置。在另一个实施例中,层508可以从垂直于纵向方向l的平面成角度地偏移。例如,层508可以从平面成角度地偏移至少1度,诸如至少2度,诸如至少3度,诸如至少4度,诸如至少5度,诸如至少10度。此外,层508可以具有可变形状,即,层508可以沿两个或更多个平面或最佳拟合平面放置。在一个实施例中,内部区段504可以包括沿纵向方向l延伸的大体中心开口,该开口是通过轧制内部区段504的材料形成的轧制内部区段504的结果。
52.与传统紧固件相比,根据本文所述的一个或多个实施例的cmc紧固件在正常和/或升高的操作温度下可以表现出提高的强度。包括例如在方法300的步骤306期间形成的cmc紧固件的外部部分可以使cmc紧固件的纤维沿cmc紧固件本体的轴向长度定向。这可以增加纵向强度,例如,当在大致沿cmc紧固件的纵向轴线的方向上施加力时,并且防止例如在使用传统的平面层压技术形成紧固件时发生分层。
53.该书面描述使用示例来公开本发明,包括最佳模式,并且还使得本领域任何技术人员能够实践本发明,包括制造和使用任何装置或系统以及执行任何结合的方法。本发明的可专利的范围由权利要求书限定,并且可以包括本领域技术人员想到的其他示例。如果这些其他示例包括与权利要求书的文字语言没有不同的结构元件,或者如果它们包括与权利要求书的文字语言没有实质性差异的等效结构元件,则这些其他示例旨在在权利要求书的范围内。
54.本发明的进一步方面由以下条项的主题提供:
55.实施例1.一种形成陶瓷基复合材料(cmc)紧固件的方法,该方法包括:成型预成型件以形成生坯紧固件;将一层或多层施加到生坯紧固件的外表面以形成分层生坯紧固件;以及精加工分层生坯紧固件以形成cmc紧固件。
56.实施例2.根据实施例中的任一项或多项所述的方法,进一步包括轧制基材以形成预成型件。
57.实施例3.根据实施例中的任一项或多项所述的方法,其中,一层或多层和基材包括相同的材料。
58.实施例4.根据实施例中的任一项或多项所述的方法,其中,基材包括预浸料cmc带。
59.实施例5.根据实施例中的任一项或多项所述的方法,其中,预成型件包括sic/sic、c/sic或氧化物/氧化物。
60.实施例6.根据实施例中的任一项或多项所述的方法,其中,成型预成型件是通过用成型工具压缩预成型件来执行的。
61.实施例7.根据实施例中的任一项或多项所述的方法,其中,将一层或多层施加到生坯紧固件的外表面包括将一层或多层缠绕到生坯紧固件的外表面。
62.实施例8.根据实施例中的任一项或多项所述的方法,其中,通过45
°
和90
°
范围内的层间角偏移重新定向一层或多层的相邻层来执行缠绕。
63.实施例9.根据实施例中的任一项或多项所述的方法,其中,精加工分层生坯紧固件包括压实分层生坯紧固件。
64.实施例10.根据实施例中的任一项或多项所述的方法,进一步包括:在生坯紧固件的第一端处形成第一接合部分;和在生坯紧固件的第二端处形成第二接合部分,第一接合部分和第二接合部分中的每一个选自锥形部分和螺纹部分。
65.实施例11.一种陶瓷基复合材料(cmc)紧固件,包括:本体,本体具有头部和联接到头部的柄部,本体包括具有第一构造的内部部分和设置在内部部分的外侧并且具有不同于第一构造的第二构造的外部部分,其中内部部分和外部部分中的每一个包括sic/sic、c/sic或氧化物/氧化物。
66.实施例12.根据权利要求11所述的cmc紧固件,其中,第二构造包括环绕内部部分周向延伸权利要求11的一层或多层材料。
67.实施例13.根据实施例中的任一项或多项所述的cmc紧固件,其中,第一构造包括螺旋层构造。
68.实施例14.根据实施例中的任一项或多项所述的cmc紧固件,其中,头部包括本体的锥形部分,并且其中,柄部包括锥形部分和螺纹中的至少一个。
69.实施例15.根据实施例中的任一项或多项所述的cmc紧固件,其中,内部部分包括具有轧制形状的基材,其中,轧制的基材包括彼此偏移45
°
和90
°
范围内的层间角偏移的相邻层。
70.实施例16.根据实施例中的任一项或多项所述的cmc紧固件,其中,柄部包括螺纹部分,并且cmc紧固件包括用于螺纹接合螺纹部分的cmc螺母。
71.实施例17.一种组件,包括:陶瓷基复合材料(cmc)结构;二级结构;和cmc紧固件,该cmc紧固件将cmc结构和二级结构连接在一起,cmc紧固件包括本体,本体包括内部部分和外部部分,外部部分包括环绕内部部分周向延伸的cmc带。
72.实施例18.根据实施例中的任一项或多项所述的组件,其中内部部分和外部部分包括彼此相同的材料,并且其中相同的材料包括sic/sic、c/sic或氧化物/氧化物。
73.实施例19.根据实施例中的任一项或多项所述的组件,其中,cmc结构的热膨胀系数(cte)与cmc紧固件的cte大致相同。
74.实施例20.根据实施例中的任一项或多项所述的组件,其中,内部部分包括螺旋层构造。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1