一种基于MOCVD设备的石墨盘的制作方法
一种基于mocvd设备的石墨盘
技术领域
1.本发明涉及mocvd设备制造领域,尤其涉及一种基于mocvd设备的石墨盘。
背景技术:
2.mocvd(metal-organic chemical vapor deposition,金属有机物化学气相沉积)设备主要用于led(发光二极管)的外延生长。现有的mocvd设备普遍采用石墨盘进行承载及导热,设计要求石墨盘表面各区域温度一致,为外延薄膜沉积提供理想的温度,从而达到沉积均匀的薄膜外延层的目的。
3.随着led的发展,尤其是近几年mirco led,mini led概念的提出,波长均匀性正变得越来越重要,也因为这个原因,使用低转速生长的aixtron机台由于均匀性的优势也成为市场中普遍看好的机型,但由于机台的稼动率较低,因此会造成成本的劣势,而在这个方面,美国veeco公司具备明显的优势,veeco公司的epik700/epi868设备单炉产片4英寸外延片已经能达到一炉35片。由于反应腔体及石墨盘尺寸较大,相继也出现了以下问题。在晶圆生长过程中,晶圆承载在石墨盘凹槽内的支撑点上,载片石墨盘处于高速旋转,外延片很容易出现飞片异常。对于晶圆产品波长均匀性的问题也一直是各晶圆厂头痛的问题。
技术实现要素:
4.本发明的目的是为了解决背景技术中存在的缺点,而提出的一种基于mocvd设备的石墨盘。
5.本发明提供的技术方案如下:一种基于mocvd设备的石墨盘,包括:石磨盘本体,所述石磨盘本体上设有多个用于安装外延片的凹槽,所述凹槽按同轴心的内圈、中圈、外圈设置,所述内圈设置有6片凹槽,所述凹槽内底部不均匀分布的设有多个支撑点,所述凹槽为锥筒状设置。
6.进一步的,所述凹槽为36片设置,中圈12片,外圈18片排布,内圈直径为203.81mm、中圈直径为393.50mm、外圈直径为593.10mm。
7.进一步的,所述支撑点设置为8个,所述支撑点分别设置在所述凹槽的0
°
、30
°
、60
°
、120
°
、180
°
、240
°
、270
°
、300
°
的位置处。
8.进一步的,设任意支撑点中心到凹槽的中心的线为所述0
°
位置,各支撑点位置角度沿所述0
°
顺时针方向依次设置。
9.进一步的,所述支撑点的中心点到所述凹槽的中心点的距离为45mm。
10.进一步的,所述支撑点为圆形或环形设计。
11.进一步的,所述凹槽的锥筒状设置为内部直径自上而下逐步增大,所述凹槽的内侧边与所述凹槽的底部边夹角呈80
°
设置。
12.进一步的,所述支撑点呈内边缘稀疏,外边缘紧密设置。
13.进一步的,所述石磨盘本体底部中心位置开设有用于连接旋转装置的安装槽。
14.与现有技术相比,本发明的有益效果是:
15.(1)所述本发明的石墨盘,通过设置6片里圈凹槽,实现设备产量提升的同时改善飞片及受热不均匀的问题。
16.(2)所述本发明的石墨盘,通过在凹槽内底部不均匀的设置多个支撑点,支撑点独立开来,周边为凹槽底部区域,其热传导影响有限;另外,支撑点独立分开设计,可使外延片与支撑点接触更小,减少传导热量。
17.(3)所述本发明的石墨盘,凹槽边缘设定为80度倾角,外延片高速旋转时边缘与凹槽接触为点,热传递较小,更有利于外延片受热均匀。
18.(4)所述本发明的石墨盘,外延片凹槽内支撑点不均匀分布设计,由于石墨盘处于高速旋转状态,凹槽内的外延片会受到很大的离心力,另外在腔体喷淋装置气流(从上往下)下压的作用下,外延片内边缘会出现悬浮的状态,而在外边缘支撑点及凹槽边缘受力较重,故凹槽内外延片支撑点内边缘稀疏,外边缘紧密的特征;这样有利于改善飞片异常的发生。
附图说明
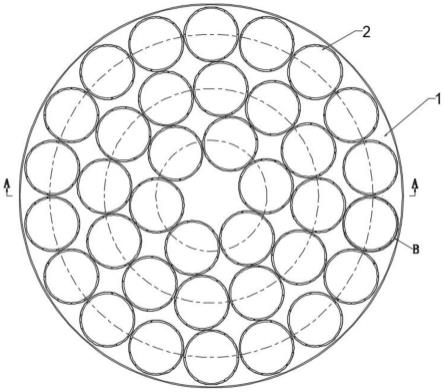
19.图1是本发明石墨盘的结构示意图;
20.图2是本发明在图1中a-a的剖向视图;
21.图3是本发明在图1中b的放大图;
22.图4是本发明在图3中c-c的剖向视图;
23.图5是本发明在图2中f的放大图;
24.附图标记如下:1、石磨盘本体,2、凹槽,3、支撑点,4、安装槽。
具体实施方式
25.以下结合附图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
26.如图1-5所示,本发明是一种基于mocvd设备的石墨盘,包括:石磨盘本体1,所述石磨盘本体1上设有多个用于安装外延片的凹槽2,所述凹槽2按同轴心的内圈、中圈、外圈设置,所述内圈设置有6片凹槽2,所述凹槽2内底部不均匀分布的设有多个支撑点3,所述凹槽2为锥筒状设置。
27.优选的,由于石墨盘处于高速旋转状态,凹槽内的外延片会受到很大的离心力,另外在腔体喷淋装置气流从上往下下压的作用下,外延片内边缘会出现悬浮的状态,而在外边缘支撑点及凹槽边缘受力较重,则凹槽2内支撑点3不均匀分布设计,有利于改善飞片异常的发生。
28.优选的,通过设置6片里圈凹槽,实现设备产量提升的同时改善飞片及受热不均匀的问题。
29.优选的,现有的技术中在外延片高速旋转时边缘与凹槽2接触为面,参考图4,本发明所述凹槽2为锥筒状设置,倾角更改后接触为点,热传递较小,更有利于外延片受热均匀。
30.参考图4,支撑点3设置在凹槽2底部,支撑点3与外延片直接接触,且支撑点3不规则设置,与外延片为点接触,其热传导影响有限,热传递较小,更有利于外延片受热均匀。
31.具体的,石磨盘本体1的底部设有旋转轴和由钼罩罩住的加热系统,通过加热系统
对石磨盘本体1进行加热,使得石磨盘本体1保持在外延生长温度范围内,从而实现薄膜的成型。
32.进一步的,所述凹槽2为36片设置,中圈12片,外圈18片排布,内圈直径为203.81mm、中圈直径为393.50mm、外圈直径为593.10mm。
33.进一步的,所述支撑点3设置为8个,所述支撑点3分别设置在所述凹槽2的0
°
、30
°
、60
°
、120
°
、180
°
、240
°
、270
°
、300
°
的位置处。
34.进一步的,设任意支撑点3中心到凹槽2的中心的线为所述0
°
位置,各支撑点3位置角度沿所述0
°
顺时针方向依次设置。
35.如图3所示,以0
°
位置为起点,设置有一支撑点3,按顺时针方向依次在30
°
、60
°
、120
°
、180
°
、240
°
、270
°
、300
°
的位置处各设置一支撑点3。
36.进一步的,所述支撑点3的中心点到所述凹槽2的中心点的距离为45mm。
37.优选的,支撑点3的各边与凹槽2的四周边缘壁分离。
38.进一步的,所述支撑点3为圆形或环形设计。
39.进一步的,所述凹槽2的锥筒状设置为内部直径自上而下逐步增大,所述凹槽2的内侧边与所述凹槽2的底部边夹角呈80
°
设置。
40.在现有技术中凹槽2边缘设定为90度角,在外延片高速旋转时边缘与凹槽2接触为面;优选的,参考图4,本实施例的凹槽2设定为80度倾角,在外延片高速旋转时边缘与凹槽2接触为点,热传递较小,更有利于外延片受热均匀。
41.进一步的,所述支撑点3呈内边缘稀疏,外边缘紧密设置。
42.参考图3,优选的,凹槽2内外延片支撑点3内边缘稀疏,外边缘紧密的特征,有利于改善飞片异常的发生。
43.进一步的,所述石磨盘本体1底部中心位置开设有用于连接旋转装置的安装槽4。
44.工作原理:本发明通过调整内圈的距离,使内圈可以设置有6片凹槽2,并在凹槽2底部不均匀的设有支撑点3,同时将凹槽2的侧边设计为80度倾角,在实现设备产量提升的同时改善飞片及受热不均匀的问题。
45.需要说明的是,在附图或说明书正文中,未绘示或描述的实现方式,均为所属技术领域中普通技术人员所知的形式,并未进行详细说明。此外,上述对各元件和方法的定义并不仅限于实施例中提到的各种具体结构、形状或方式。
46.还需要说明的是,本文可提供包含特定值的参数的示范,但这些参数无需确切等于相应的值,而是可在可接受的误差容限或设计约束内近似于相应值。实施例中提到的方向用语,如涉及“上”、“下”、“前”、“后”、“左”、“右”等,仅是参考附图的方向,并非用来限制本技术的保护范围。
47.上述说明示出并描述了本发明的优选实施例,如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1