一种高韧性纤维增强硅酸盐板的制备方法与流程
1.本发明涉及建材制造的技术领域,尤其是涉及一种高韧性纤维增强硅酸盐板的制备方法。
背景技术:
2.市场上盛行的阻燃板,一般是木质阻燃胶合板,其在墙体及吊顶的衬板中被大量使用。生产木质阻燃胶合板需要消耗大量的木材,会对生态造成一定程度的破坏;生产过程中所用的胶合剂主要是酚醛树脂,产成品中有一定的甲醛残留,在使用过程中会对人体产生危害;另外,其实际上很难通过b1难燃检测。
3.纤维增强硅酸钙板是以硅质材料和钙质材料为主要材料,以纤维素纤维或其它纤维为增强材料,经成型、加压(或非加压)、蒸压养护制成的板材。纤维增强硅酸钙板是一种a级不燃材料,但它也是典型的脆性材料,变形性能差,可加工性和可钉性能差,它的这一特性决定了它的使用范围受到一定限制,特别是一些对柔韧性要求较高的应用场合,纤维增强硅酸钙板将无法安全地被使用。
4.现在为改善纤维增强硅酸钙板的柔韧性能,在确保板材的不燃性能达到b1级的基础上使板材具有足够的柔韧性能及可加工性能,使板材适合在装饰装修工程中替代木质阻燃胶合板作为墙体及吊顶的背板的应用,发明一种高韧性纤维增强硅酸盐板的制备方法。
技术实现要素:
5.针对现有技术的不足,本发明的目的在于提供一种高韧性纤维增强硅酸盐板的制备方法。
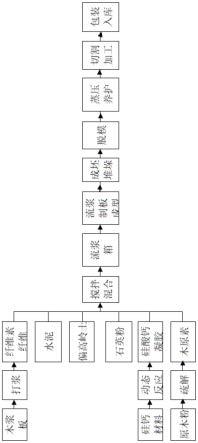
6.为实现上述目的,本发明提供的方案为一种高韧性纤维增强硅酸盐板的制备方法,制备所用材料包括有木材、原木粉、石灰粉、石英粉、水泥和偏高岭土;制备方法包括有以下步骤:步骤1,将所述木材打浆处理以制得纤维素纤维,并且,将所述原木粉用纤维疏解机充分疏解;步骤2,将所述石灰粉和所述石英粉混合放入反应釜中,通过动态反应制得硅酸钙凝胶;步骤3,将所述水泥、所述偏高岭土、所述石英粉、制得的所述纤维素纤维、疏解后的所述原木粉和制得的所述硅酸钙凝胶按对应的重量百分比计分配分别称取,并且,将称取后的各个材料混合,然后,加水搅拌得到混合浆料,再将所述混合浆料进行流浆处理以得到薄料层,进一步地,将所述薄料层叠合制得板坯;步骤4,将所述板坯进行带模养护处理;步骤5,对完成带模养护后的所述板坯进行脱模,然后,将脱模后的所述板坯送进蒸压釜以进行蒸压养护处理;步骤6,将完成蒸压养护的所述板坯拉出蒸压釜,然后,将所述板坯静置第一预设
时间,再进行后续加工以制得成品。
7.进一步,在步骤2中,所述石灰粉和所述石英粉的混合比例为c/s=1,其中,c为石灰粉,s为石英粉。
8.进一步,调节所述反应釜中的浓度至10%。
9.进一步,在步骤3加水搅拌的过程中,调节所述混合浆料的浓度至预设浓度区间。
10.根据权利要1,所述预设浓度区间为13%~16%。
11.进一步,在步骤5中,所述蒸压养护处理具体为,将蒸压釜先升温至预设温度区间,然后,令温度保持在温度区间至第二预设时间,再降温至常压。
12.进一步,预设温度区间为170℃~175℃。
13.进一步,第二预设时间为10小时。
14.进一步,在步骤3中,各材料的重量百分比分配的适用取值范围分别为:20%~38%水泥,5%~12%偏高岭土,25%~35%石英粉,5%~8%纤维素纤维,15%~25%原木粉,6%~10%硅酸钙凝胶。
15.本发明的有益效果为:通过以水泥和石英粉作为基础反应材料,以纤维素纤维与原木粉作为改性增强材料,采用偏高岭土与作为晶核的硅酸钙凝胶共同作用,其中,利用硅酸钙凝胶作为晶核促进结晶,利用偏高岭土进一步改性,改善混合浆料的结晶度,使得硅酸钙产物在混合浆料中更均匀,令硅酸钙产物与原木粉的结合更加紧密,即,提高了基材、纤维素纤维、原木粉之间的握裹力,改善板材的物理力学性能,使得板材弯曲时不易产生裂纹和发生断裂。
附图说明
16.图1为制备工艺的流程图。
17.图2为制备方法的示意图。
具体实施方式
18.为了便于理解本发明,下面参照附图对本发明进行更全面地描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。提供这些实施方式的目的是使对本发明的公开内容理解得更加透彻全面。
19.实施例1参照图1和图2,在本实施例中,一种高韧性纤维增强硅酸盐板的制备方法,包括有以下步骤:步骤1,将木材进行打浆处理以制得纤维素纤维,并且,将原木粉用纤维疏解机充分疏解。此处对所用的木材不进行具体的限定,本实施例所采用的的木材为针叶木浆板。
20.步骤2,将石灰粉和石英粉混合放入反应釜中,其中,石灰粉和石英粉的混合比例为c/s=1,c为石灰粉,s为石英粉,并且,在反应釜加水以调节反应釜中的浓度至10%,通过动态反应制得硅酸钙凝胶。
21.步骤3,制备所用的材料包括有水泥、偏高岭土、石英粉、制得的纤维素纤维、疏解后的原木粉和制得的硅酸钙凝胶,并且,各材料的重量百分比的取值范围分别为:20%~38%水泥,5%~12%偏高岭土,25%~35%石英粉,5%~8%制得的纤维素纤维,15%~25%疏解后的原木
粉,6%~10%制得的硅酸钙凝胶。
22.在本实施例中,按重量百分比计称取28%水泥、8%偏高岭土、30%石英粉、6%制得的纤维素纤维、20%疏解后的原木粉和8%制得的硅酸钙凝胶,并且,将称取后的各个材料混合,然后,加水搅拌以得到混合浆料,同时,调节混合浆料的浓度至预设浓度区间,其中,预设浓度区间为13%~16%。
23.在混合浆料中,以水泥和石英粉作为基础反应材料,以纤维素纤维与原木粉作为改性增强材料,采用偏高岭土与作为晶核的硅酸钙凝胶共同作用,产出以托贝莫莱石为主的硅酸钙产物,其中,利用硅酸钙凝胶作为晶核促进结晶,利用偏高岭土进一步改性,改善混合浆料的结晶度,使得硅酸钙产物在混合浆料中更均匀,令硅酸钙产物与原木粉的结合更加紧密,即,提高了基材、纤维素纤维、原木粉之间的握裹力,改善板材的物理力学性能,使得板材弯曲时不易产生裂纹和发生断裂。
24.待混合浆料搅拌均匀后,通过流浆机对混合浆料进行流浆处理以得到多个厚度为0.8mm~1.2mm的薄料层,然后,通过成型筒进行成坯整垛,将多个薄料层叠合制得厚度为6mm~20mm的板坯。
25.步骤4,将板坯进行带模养护处理6小时。
26.步骤5,对完成带模养护后的板坯进行脱模,然后,将脱模后的板坯送进蒸压釜以进行蒸压养护处理。蒸压养护处理具体为,将蒸压釜先在3小时内逐渐升温至预设温度区间,其中,然后,令温度保持在温度区间并持续至第二预设时间,再在1小时内降温至常压。预设温度区间为170℃~175℃;第二预设时间为10小时。通过使用温度在温度区间为170℃~175℃,此温度下进行饱和蒸汽蒸压养护10h,使得纤维素纤维和原木粉的性能得到保留。
27.步骤6,将完成蒸压养护的板坯拉出蒸压釜,然后,将板坯静置第一预设时间,最后再进行后续加工以制得成品,其中,第一预设时间为2小时。在本实施例中,后续加工包括有切割加工和包装入库。
28.实施例2本实施例与实施例1的不同之处在于,在步骤3中,按重量百分比计称取32%水泥、12%偏高岭土、30%石英粉、5%制得的纤维素纤维、15%疏解后的原木粉和6%制得的硅酸钙凝胶。
29.实施例3本实施例与实施例1的不同之处在于,在步骤3中,按重量百分比计称取38%水泥、5%偏高岭土、25%石英粉、8%制得的纤维素纤维、18%疏解后的原木粉和6%制得的硅酸钙凝胶。
30.实施例4本实施例与实施例1的不同之处在于,在步骤3中,按重量百分比计称取30%水泥、10%偏高岭土、28%石英粉、6%制得的纤维素纤维、16%疏解后的原木粉和10%制得的硅酸钙凝胶。
31.对比例1本对比例与实施例1的不同之处在于,在步骤3中,取消硅酸钙凝胶的使用,并且,将硅酸钙凝胶的重量百分比增加至水泥的重量百分比,以等量的水泥代替硅酸钙凝胶。
32.对比例2
本对比例与实施例1的不同之处在于,在步骤3中,降低纤维素纤维的重量百分比至3%,并且,将纤维素纤维所减少的重量百分比增加到原木粉的重量百分比,以等量的原木粉代替被减少的纤维素纤维,令纤维素纤维的重量百分比低于对应取值范围的最小值,原木粉的重量百分比保持于相对应的取值范围内。
33.对比例3本对比例与实施例1的不同之处在于,在步骤3中,降低原木粉的重量百分比至10%,并且,将原木粉所减小的重量百分比等量增加到石英粉的重量百分比,令原木粉的重量百分比低于对应取值范围的最小值,石英粉的重量百分比保持于对相应的取值范围内。
34.对比例4本对比例与实施例1的不同之处在于,在步骤5中,将预设温度区间调节为160℃~165℃,同时,将第二预设时间降低为6小时。
35.将实施例1~4所制成的板材和对比例1~4所制成的板材分别进行物理力学性能测试,测试各个板材的密度、抗折强度、握螺钉力、10mm板弯曲半径、燃烧性能和其他性能。对实施例1~4所制成的板材的物理性能检测结果见以下表1。对对比例1~4所制成的板材的物理性能检测结果见以下表2。
项目要求实施例1实施例2实施例3实施例4密度g/cm3≤1.00.930.980.990.92抗折强度mpa≥10.012.411.213.110.8握螺钉力n ≥1000≥1000
ꢀꢀꢀ
113611091038107210mm板弯曲半径mm ≤24002269227623082236燃烧性能gb8624b1级合格合格合格合格其它性能符合gb/t564.1c类板相关要求合格合格合格合格
36.表1 实施例1~4所制成的板材的物理性能检测结果
项目要求对比例1对比例2对比例3对比例4密度g/cm3≤1.00.980.901.120.92抗折强度mpa≥10.08.67.212.37.20握螺钉力n≥1000726101674165610mm板弯曲半径mm ≤24002390347839462292燃烧性能gb8624b1级合格合格合格合格其它性能符合gb/t564.1c类板相关要求合格合格合格合格
表2 对比例1~4所制成的板材的物理性能检测结果从表1可看出,本发明的实施例1~4中采用的重量百分比分配均能制得符合要求的板材,其中,实施例1采用的重量百分比分配最优。
37.从表2对比可得出,在对比例1中,由于对比例1未添加硅酸钙凝胶,使得在蒸压反应中的结晶度不足,导致板材的抗折强度和握螺钉力均降低至低于要求值。在对比例2中,因纤维素纤维比例的降低,使得板材的弯曲性能下降,导致抗折强度和弯曲半径均降低至低于要求值。在对比例3中,降低了原木粉的比例,使得限位的改性能力降低,导致板材的密度、握螺钉力和弯曲半径中均未达要求。在对比例4中,由于第二预设时间的减小,使得蒸压反应的结晶度降低,导致板材的抗折强度和握螺钉力未达要求。
38.以上所述之实施例仅为本发明的较佳实施例,并非对本发明做任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,利用上述揭示的技
术内容对本发明技术方案作出更多可能的变动和润饰,或修改均为本发明的等效实施例。故凡未脱离本发明技术方案的内容,依据本发明之思路所做的等同等效变化,均应涵盖于本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1