以生活垃圾焚烧炉渣为原料的环保生态砖及其制备工艺的制作方法
1.本发明属于环保建材技术领域,具体地,涉及以生活垃圾焚烧炉渣为原料的环保生态砖及其制备工艺。
背景技术:
2.生活垃圾焚烧发电是目前处理生活垃圾的主要途径之一,焚烧炉渣是城市生活垃圾焚烧发电厂的副产品,包括炉排上残留的焚烧残渣和从炉排间掉落的颗粒物。随着生活垃圾焚烧发电厂建设速度的加快,焚烧炉渣的产量也越来越大。因此,垃圾焚烧炉渣的无害化处理与综合利用是生活垃圾焚烧发电厂带来的新问题。
3.现有技术中对于焚烧炉渣的再利用途径主要有:
①
作为沥青混凝土的替代骨料;
②
作为水泥混凝土的部分替代骨料;
③
作为填埋场的覆盖材料;
④
作为路堤、路基的填充材料;
⑤
用于制作墙砖和地砖。
4.焚烧炉渣应用在砖材上,现有技术仅是将其作为填充料添加在不承重的构造砖中,添加量通常不超过30%,大大限制了对焚烧炉渣的应用。
技术实现要素:
5.为了解决背景技术提到的技术问题,本发明提供以生活垃圾焚烧炉渣为原料的环保生态砖及其制备工艺。
6.本发明的目的可以通过以下技术方案实现:以生活垃圾焚烧炉渣为原料的环保生态砖,包括生态砖本体以及嵌入在生态砖本体中的支撑陶柱;所述支撑陶柱由以下步骤制备:步骤a1:取硅酸盐水泥、粘土粉和河沙混合,再加入水搅拌制成陶泥,将陶泥采用挤出机挤制成直径为5-8mm的芯棒;步骤a2:取生活垃圾焚烧炉渣粉碎得到细度40-60目的骨架料,之后将骨架料、脱硫石膏、粉煤灰和硅酸铝纤维混合制成包覆料,将包覆料铺放在滚槽中,再将芯棒放置在滚槽中,从滚槽的上方喷水,包覆料粘结在芯棒表面,直至包覆后的芯棒尺寸达到设计要求,制成复合湿柱,对于一般尺寸的生态砖,复合湿柱的直径为15-25mm,生态砖的尺寸越大,适当增加复合湿柱的直径;步骤a3:复合湿柱在恒温恒湿室中养护24h,再将养护后的复合湿柱在120-150℃烘箱中烘干定型,之后置于焙烧炉中在1100-1200℃烧结1-2h,随炉冷却后得到支撑陶柱。
7.进一步地,步骤a1中硅酸盐水泥、粘土粉和河沙的用量质量比为0.8-1:0.2-0.4:0.6-0.8。
8.进一步地,河沙的细度模数为2-3.5,陶泥中的含水量为22-28%。
9.进一步地,步骤a2中骨架料、脱硫石膏、粉煤灰和硅酸铝纤维的用量质量比为:1-1.2:0.4-0.5:0.3-0.5:0.2-0.5。
10.以生活垃圾焚烧炉渣为原料的环保生态砖的制备工艺,包括如下步骤:步骤s1:取生活垃圾焚烧炉渣分级粉碎筛分,分别得到粒径为0.2-0.3mm的细骨料和粒径为0.5-1mm的粗骨料;步骤s2:取硅酸钠溶于水,然后加入砼伴纤维搅拌混合成分散浆,取粗骨料、细骨料、硅酸盐水泥、硅粉、减水剂和发气填料混合成配合料,将配合料在搅拌状态下加入分散浆,搅拌制成砂浆;步骤s3:将支撑陶柱固定在模具中,向模具中注入砂浆,静养后从顶部压制成型,成型后放入蒸养室内养护固化,砂浆固化形成生态砖本体,其与支撑陶柱共同组成环保生态砖。
11.进一步地,分散浆中硅酸钠、水和砼伴纤维的用量比为100g:12-15l:60-80g。
12.进一步地,配合料中粗骨料、细骨料、硅酸盐水泥、硅粉、减水剂和发气填料的用量质量比为100-150:55-65:90-120:10-15:2.6-3.2:15-20。
13.进一步地,分散浆和配合料的用量质量比为1.8-2.3:5。
14.进一步地,发气填料的制备工艺为:取硅藻土、膨润土和发气剂按照用量质量比为3:1:0.2-0.3混合,向混合料中喷水造粒,硅藻土和膨润土具有高吸水性,水滴落在混合料上时,混合料向中间收拢包覆形成球粒,形成发气填料。
15.本发明的有益效果:1.本发明提供一种生态砖的结构,其包括生态砖本体以及嵌入在生态砖本体中支撑陶柱,支撑陶柱起到承载作用,经测试,沿支撑陶柱长度方向的抗压强度达到48.6-52.2mpa,在使用本生态砖进行砌筑时,沿支撑陶柱长度方向的承载能力可媲美c50混凝土砌块,有效改善现有焚烧炉渣砖材抗压强度不高的问题。
16.2.本发明的支撑陶柱由芯棒和包覆层烧结而成,其中芯棒由硅酸盐水泥和粘土粉配合河沙制成陶泥制得,可塑性强,包覆料中设计有硅酸铝纤维,采用滚动包覆的方式将硅酸铝纤维与其他原料一层层地包覆在芯棒表面,形成丝络状的附着层,高温烧制后各层被烧结在一起,使得支撑陶柱具有较高的强度。
17.3.本发明的环保生态砖中生活垃圾焚烧炉渣的添加量达到40%,高效实现固废物的再利用。
附图说明
18.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
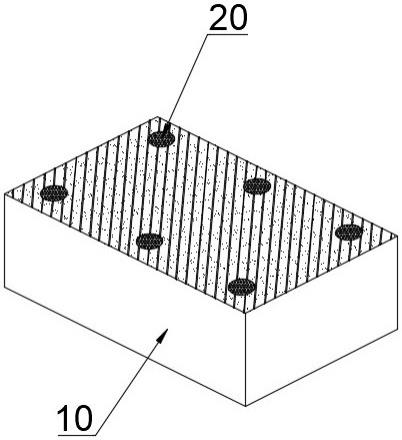
19.图1为本发明制备的环保生态砖的剖视结构示意图。
20.图中:10、生态砖本体;20、支撑陶柱。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
22.实施例1本实施例制备一种支撑陶柱20,具体实施过程如下:步骤a1:取硅酸盐水泥8kg、粘土粉4kg和河沙6kg(河沙的细度模数为2-3.5)加入搅拌机中搅拌混合,然后称取5.04kg的水加入搅拌机中搅拌成膏状的陶泥,将陶泥用模管挤出机挤出成棒状,挤出机的模管直径为5mm,得到芯棒;步骤a2:取生活垃圾焚烧炉渣粉碎,依次用40目和60目的筛网进行筛分,取介于40-60目之间的粉料,得到骨架料,称取骨架料20kg、脱硫石膏8kg、粉煤灰6kg和硅酸铝纤维4kg加入搅拌机中搅拌混合制成包覆料,取宽度略大于芯棒长度的滚槽,将包覆料铺放在滚槽中,再将芯棒放置在滚槽中,从滚槽的上方喷水,包覆料粘结在芯棒表面,直至芯棒包覆后的直径达到15mm,得到复合湿柱,硅酸铝纤维与其他原料一层层地包覆在芯棒表面,形成丝络状的附着层;步骤a3:将复合湿柱放置在空气湿度为80%-95%,温度为25-30℃的恒温室内静置养护24h,养护后取出置于120℃风热干燥箱中进行烘干定型,之后置于1100℃的烧结炉中烧结2h,随炉冷却后制成支撑陶柱20。
23.实施例2本实施例制备一种支撑陶柱20,具体实施过程如下:步骤a1:取硅酸盐水泥10kg、粘土粉2kg和河沙8kg加入搅拌机中搅拌混合,然后称取4.4kg的水加入搅拌机中搅拌成膏状的陶泥,将陶泥用模管挤出机挤出成棒状,挤出机的模管直径为8mm,得到芯棒;步骤a2:取生活垃圾焚烧炉渣粉碎,依次用40目和60目的筛网进行筛分,取介于40-60目之间的粉料,得到骨架料,称取骨架料22kg、脱硫石膏10kg、粉煤灰10kg和硅酸铝纤维10kg加入搅拌机中搅拌混合制成包覆料,取宽度略大于芯棒长度的滚槽,将包覆料铺放在滚槽中,再将芯棒放置在滚槽中,从滚槽的上方喷水,包覆料粘结在芯棒表面,直至芯棒包覆后的直径达到25mm,得到复合湿柱;步骤a3:将复合湿柱放置在空气湿度为80%-95%,温度为25-30℃的恒温室内静置养护24h,养护后取出置于150℃风热干燥箱中进行烘干定型,之后置于1200℃的烧结炉中烧结1h,随炉冷却后制成支撑陶柱20。
24.实施例3本实施例利用生活垃圾焚烧炉渣制备用于制作生态砖本体10的砂浆,具体实施过程如下:步骤一、取生活垃圾焚烧炉渣碾碎分级,去除炉渣中大颗粒坚硬渣料,然后经过粉碎机进行打碎,使用筛网分级筛分,取粒径为0.2-0.3mm的炉渣为细骨料,取粒径为0.5-1mm的炉渣为粗骨料;步骤二、称取1kg的硅酸钠加120l水中搅拌至完全溶解,称取600g的砼伴纤维投加到硅酸钠水溶液中搅拌,得到分散浆;步骤三、取硅藻土3kg、膨润土1kg和发气剂(市售固体混凝土引气剂)200g搅拌混
合,向混合料中喷水滚动造粒,得到发气填料;步骤三、称取粗骨料10kg、细骨料5.5kg、硅酸盐水泥9kg、硅粉1kg、减水剂(市售聚羧酸减水剂,牌号为zy-hs)260g和发气填料1.5kg搅拌混合成配合料,在搅拌机中,按照分散浆和配合料的用量质量比为1.8:5加入分散浆,搅拌5min,制成砂浆。
25.实施例4本实施例利用生活垃圾焚烧炉渣制备用于制作生态砖本体10的砂浆,具体实施过程如下:步骤一、取生活垃圾焚烧炉渣碾碎分级,去除炉渣中大颗粒坚硬渣料,然后经过粉碎机进行打碎,使用筛网分级筛分,取粒径为0.2-0.3mm的炉渣为细骨料,取粒径为0.5-1mm的炉渣为粗骨料;步骤二、称取1kg的硅酸钠加150l水中搅拌至完全溶解,称取800g的砼伴纤维投加到硅酸钠水溶液中搅拌,得到分散浆;步骤三、取硅藻土3kg、膨润土1kg和发气剂(市售固体混凝土引气剂)300g搅拌混合,向混合料中喷水滚动造粒,得到发气填料;步骤三、称取粗骨料15kg、细骨料6.5kg、硅酸盐水泥12kg、硅粉1.5kg、减水剂(市售聚羧酸减水剂,牌号为zy-hs)320g和发气填料2kg搅拌混合成配合料,在搅拌机中,按照分散浆和配合料的用量质量比为2.3:5加入分散浆,搅拌5min,制成砂浆。
26.实施例5本实施例利用实施例1制备的支撑陶柱20和实施例3制备的砂浆制备一种环保生态砖,请参阅图1所示,具体实施过程如下:步骤s1:取6根实施例1制备的支撑陶柱20,将支撑陶柱20插在底模的定位筒中,将实施例3制备的砂浆倒入模具中,砂浆的填充厚度为模具的4/5,完成塑模;步骤s2:将填充砂浆的模具静置养护30min,发气填料中的硅藻土和膨润土进一步吸水膨胀,发气剂产生气体,在砂浆中形成多孔结构,使得制得生态砖更轻;步骤s3:静养后从砂浆的上方使用压模加压至1.2mpa,对砂浆进行塑形,然后放入蒸养室内,用0.8mpa的蒸汽养护成型,制成环保生态砖。
27.实施例6本实施例利用实施例2制备的支撑陶柱20和实施例4制备的砂浆制备一种环保生态砖,请参阅图1所示,具体实施过程如下:步骤s1:取6根实施例2制备的支撑陶柱20,将支撑陶柱20插在底模的定位筒中,将实施例4制备的砂浆倒入模具中,砂浆的填充厚度为模具的4/5,完成塑模;步骤s2:将填充砂浆的模具静置养护42min,发气填料中的硅藻土和膨润土进一步吸水膨胀,发气剂产生气体,在砂浆中形成多孔结构,使得制得生态砖更轻;步骤s3:静养后从砂浆的上方使用压模加压至1.2mpa,对砂浆进行塑形,然后放入蒸养室内,用0.8mpa的蒸汽养护成型,制成环保生态砖。
28.取实施例5和实施例6制备的环保生态砖进行抗压强度测试,测试方法如下:测试标准:参照gbj 129-90试验组1:压力机以支撑陶柱20的长度方向施力;试验组2:压力机以支撑陶柱20的径向方向施力;
具体测试数据如表1所示:表1 试验组1强度/mpa试验组2强度/mpa实施例548.630.8实施例652.233.4由表1数据可知,本发明制备的环保生态砖沿支撑陶柱20长度方向的抗压强度达到48.6-52.2mpa,可以媲美c50混凝土砌块的强度,有效解决生活垃圾焚烧炉渣环保砖抗压能力不足的问题。
29.在说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
30.以上内容仅仅是对本发明的构思所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的构思或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1