一种纳米复合高硬度陶瓷刀具材料及其制备方法与流程
1.本发明涉及陶瓷刀具技术领域,具体为一种纳米复合高硬度陶瓷刀具材料及其制备方法。
背景技术:
2.随着我国制造业朝着自动化和智能化方向快速前进,刀具消费提质升级以及进口替代速度将不断加快。国外知名厂家,如肯纳、伊斯卡、京瓷、三菱、东芝和特固克等,在其刀具类产品的材质选择上,逐步进行专业化细分。主要表现为两点:(1)可供选择的刀具材质多样化,从硬质合金拓展到金属陶瓷、陶瓷材料和超硬材料等;(2)非硬质合金刀具材料的应用呈现出逐年上升的趋势。
3.氮化硅陶瓷由于具有优异的耐高温性能、耐磨损、耐腐蚀以及高硬度等优点,在切削刀具、轴承、高压柱塞、密封环、耐磨元件等方面得到了广泛运用。刀具材料是影响切削加工技术的最主要的因素,一个世纪以来刀具材料的发展从碳素工具钢、高速钢、硬质合金、碳化钛涂层硬质合金、氧化铝涂层硬质合金到新型陶瓷刀具的出现,提高了切削加工效率。
4.氮化硅陶瓷的摩擦因数较低,适用于大进给量或断续切削铸铁、高温合金、镍基合金等的切削刀具,但是在高速切削过程中,氮化硅陶瓷刀具的化学稳定性下降,导致其表面产生磨损,甚至会产生严重的月牙洼磨损;因此本技术研究制备了一种高强度、耐磨、抗氧化的纳米复合陶瓷刀具材料。
技术实现要素:
5.本发明的目的在于提供一种纳米复合高硬度陶瓷刀具材料及其制备方法,以解决上述背景技术中提出的问题。
6.一种纳米复合高硬度陶瓷刀具材料,所述纳米复合高硬度陶瓷刀具材料是在陶瓷刀具基体表面制备氮化钒纳米层制得。
7.优选的,所述防水层为改性醋酸乙烯酯;所述交联层为环氧聚醚;所述抗静电层为端羟基聚乙烯吡咯烷酮胶体。
8.优选的,所述陶瓷刀具基体是用氮化硅、碳化钛、氧化铝和耐磨助剂制成陶瓷刀具工件,再进行微弧氧化处理制得。
9.优选的,所述耐磨助剂是在碳纳米管表面沉积氧化镝和氧化铝制得。
10.优选的,所述氮化钒纳米层的制备方法是,先对陶瓷刀具基体进行飞秒激光处理,再在纳米多孔层表面沉积一层氮化钒膜,最后再包覆一层氮化钒纳米晶。
11.优选的,所述纳米复合高硬度陶瓷刀具材料的制备方法为:耐磨助剂制备,陶瓷刀具工件制备,陶瓷刀具基体制备,纳米复合高硬度陶瓷刀具材料制备。
12.优选的,所述一种纳米复合高硬度陶瓷刀具材料的制备方法,包括以下具体步骤:
13.(1)将碳纳米管与饱和碳酸钠溶液按质量比1:18~1:20混合,加入碳纳米管质量2~4倍的聚乙二醇,在50~100rpm下搅拌10~30min,加入碳纳米管质量1.5~1.8倍的氯化
镝,调节转速至300~500rpm并滴加饱和碳酸氢钠溶液,调节ph至8.8~9.0,反应1~2h后过滤并用去离子水洗涤5~8次,研磨成粉,在800~1000℃下进行焙烧0.5~1h,制得耐磨助剂坯料;
14.(2)将质量分数为3~5%的硝酸铝水溶液加热至70~90℃,搅拌至透明后,加入硝酸铝水溶液质量0.15~0.25倍的耐磨助剂坯料,并以200~400rpm 的速率边搅拌边以3~5ml/min的速率滴加质量分数为5~8%的氨水,滴加至 ph为8.5~9.2,降低搅拌速率至50~100rpm,搅拌老化2~4h,过滤并用去离子水洗涤3~5次,置于50~60℃干燥箱中干燥3~5h,制得耐磨助剂;
15.(3)将氮化硅、碳化钛和氧化铝按质量比88:1:3~95:4:5混合,在球磨机中进行球磨,球料比为9:1,球磨5~6h后转移至煅烧炉中,在900~1000℃下煅烧1.5~2.5h,冷却至室温后粉碎并过250目筛,制得煅烧料;将煅烧料、耐磨助剂和胶黏剂按质量比92:3:0.5~104:5:1.2进行造粒,获得粒料,并进行干压和热等静压处理,制得陶瓷刀具工件;
16.(4)以陶瓷刀具工件为阳极、不锈钢电解槽作为阴极,进行微弧氧化处理,过程中对电解液进行匀速搅拌,制得陶瓷刀具基体;
17.(5)将陶瓷刀具基体进行飞秒激光处理后,转移至高真空多靶磁控溅射设备上,阴极靶为纯钒,功率为200w,在室温下进行射频溅射,阴极与陶瓷刀具基体距离为78~80cm,氩气流量为10sccm,氮气流量为6~8sccm,沉积 0.5~1h,制得陶瓷刀具坯料;
18.(6)将五氧化二钒干凝胶与三聚氰胺按质量比1:3~1:4充分混合,平铺在陶瓷刀具坯料表面,厚度为30~40μm,转移至真空管式炉中,升温至 800~900℃,保温2~3h,冷却至室温,转移至热压烧结炉中,在10~20mpa、 1400~1450℃下进行烧结处理,冷却至室温,进行毛坯检测、超细加工和抛光,制得纳米复合高硬度陶瓷刀具材料,并进行性能测试。。
19.优选的,上述步骤(3)中:干压时,将粒料在50~80mpa下干压成型;热等静压时温度为1100~1200℃,压力为180~200mpa。
20.优选的,上述步骤(4)中:微弧氧化处理的脉冲电源工艺参数为正脉冲电压:480~540v,负脉冲电压80~150v;脉冲频率:400~600hz,占空比20~30%;电解液配比为:铝酸钠10~14g/l、磷酸钠6~10g/l、甘油 0.05~0.08mol/l、碳化硅2~4g/l。
21.优选的,上述步骤(5)中:飞秒激光的功率为0.5~5w,飞秒激光扫描速度为200~1000mm/s,扫描间距为5~40μm;波长为1000~1500nm;脉冲频率为100~200khz;脉冲宽度为25~300fs;飞秒激光的扫描次数为1~5次。
22.优选的,上述步骤(6)中:五氧化二钒干凝胶的制备方法为:将五氧化二钒与质量分数为20~30%的双氧水按质量比1:20~1:30混合,并以 100~200rpm进行磁力搅拌至凝胶状,转移至真空干燥箱中干燥至恒重,研磨成粉,制得五氧化二钒干凝胶。
23.与现有技术相比,本发明所达到的有益效果是:
24.本发明在制备纳米复合高硬度陶瓷刀具材料时,先用氮化硅、碳化钛、氧化铝和耐磨助剂制备成陶瓷刀具工件,进行微弧氧化处理得到陶瓷刀具基体,再在陶瓷刀具基体表面制备氮化钒纳米层;
25.耐磨助剂是在碳纳米管表面沉积氧化镝和氧化铝制得;在碳纳米管表面沉积氧化镝和氧化铝,并进行微弧氧化处理,制得与基材之间弹性模量、热膨胀系数、比表面积有差异的耐磨助剂,通过热压烧结工艺在材料内部形成残余应力,提高复合陶瓷刀具材料的抗
弯强度;陶瓷刀具工件在进行微弧氧化处理时,依靠弧光放电产生的瞬时高温高压作用,陶瓷刀具工件表面原位生长出氧化铝陶瓷膜层,将陶瓷刀具工件包覆,增强了耐磨助剂的耐磨和抗高温冲击性,能有效提高陶瓷刀具材料耐磨性能;
26.氮化钒纳米层是包括氮化钒膜和氮化钒纳米晶;先对刀具基体进行飞秒激光处理,在刀具基体表面形成一层高密度纳米多孔层,再在纳米多孔层表面沉积一层氮化钒膜,最后再包覆一层氮化钒纳米晶;通过真空多靶磁控溅射设备在氮气氛围下使纯钒生成氮化钒沉积在纳米多孔层表面,将孔隙密封,降低材料的质量同时提高强度;再在氮化钒膜上生成纳米晶氧化钒,氮化钒膜和氮化钒纳米晶相互交替生长形成具有多层结构的氮化钒纳米层,增强陶瓷材料的耐高温性。
具体实施方式
27.下面将结合本发明的实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.为了更清楚的说明本发明提供的方法通过以下实施例进行详细说明,将实施例和对比例中制备的纳米复合高硬度陶瓷刀具材料的各指标测试方法如下:
29.抗弯强度:将实施例与对比例制得的纳米复合高硬度陶瓷刀具材料使用拉力试验机采用三点弯曲法对试样进行抗弯强度测试,跨距为30mm,加载速度为0.5mm/分。
30.耐磨性:将实施例与对比例制得的纳米复合高硬度陶瓷刀具材料在相同条件下使用往复滑动式摩擦磨损试验机进行磨损率测试。
31.抗氧化性:将实施例与对比例制得的纳米复合高硬度陶瓷刀具材料置于烧结炉中1500℃处理1小时后再次进行抗弯强度测试。
32.实施例1
33.一种纳米复合高硬度陶瓷刀具材料的制备方法,所述纳米复合高硬度陶瓷刀具材料的制备方法为:
34.(1)将碳纳米管与饱和碳酸钠溶液按质量比1:18混合,加入碳纳米管质量2倍的聚乙二醇,在50rpm下搅拌10min,加入碳纳米管质量1.5倍的氯化镝,调节转速至300rpm并滴加饱和碳酸氢钠溶液,调节ph至8.8,反应 1h后过滤并用去离子水洗涤5次,研磨成粉,在800℃下进行焙烧0.5h,制得耐磨助剂坯料;
35.(2)将质量分数为3%的硝酸铝水溶液加热至70℃,搅拌至透明后,加入硝酸铝水溶液质量0.15倍的耐磨助剂坯料,并以200rpm的速率边搅拌边以3~5ml/min的速率滴加质量分数为5%的氨水,滴加至ph为8.5,降低搅拌速率至50rpm,搅拌老化2h,过滤并用去离子水洗涤3次,置于50℃干燥箱中干燥3h,制得耐磨助剂;
36.(3)将氮化硅、碳化钛和氧化铝按质量比88:1:3混合,在球磨机中进行球磨,球料比为9:1,球磨5h后转移至煅烧炉中,在900℃下煅烧1.5h,冷却至室温后粉碎并过250目筛,制得煅烧料;将煅烧料、耐磨助剂和胶黏剂按质量比92:3:0.5进行造粒,获得粒料,并进行干压和热等静压处理,干压时,将粒料在50mpa下干压成型;热等静压时温度为1100℃,压力为180mpa,制得陶瓷刀具工件;
37.(4)以陶瓷刀具工件为阳极、不锈钢电解槽作为阴极,进行微弧氧化处理,过程中对电解液进行匀速搅拌,电源工艺参数为正脉冲电压:480v,负脉冲电压80v;脉冲频率:400hz,占空比20%;电解液配比为:铝酸钠10g/l、磷酸钠6g/l、甘油0.05~0.08mol/l、碳化硅2g/l,制得陶瓷刀具基体;
38.(5)将陶瓷刀具基体进行飞秒激光处理,飞秒激光的功率为0.5w,飞秒激光扫描速度为200mm/s,扫描间距为5μm;波长为1000nm;脉冲频率为 100khz;脉冲宽度为25fs;飞秒激光的扫描次数为1次,然后转移至高真空多靶磁控溅射设备上,阴极靶为纯钒,功率为200w,在室温下进行射频溅射,阴极与陶瓷刀具基体距离为78cm,氩气流量为10sccm,氮气流量为6sccm,沉积0.5h,制得陶瓷刀具坯料;
39.(6)将五氧化二钒与质量分数为20%的双氧水按质量比1:20混合,并以100rpm进行磁力搅拌至凝胶状,转移至真空干燥箱中干燥至恒重,研磨成粉,制得五氧化二钒干凝胶;将五氧化二钒干凝胶与三聚氰胺按质量比1:3 充分混合,平铺在陶瓷刀具坯料表面,厚度为30μm,转移至真空管式炉中,升温至800℃,保温2h,冷却至室温,转移至热压烧结炉中,在10mpa、1400℃下进行烧结处理,冷却至室温,进行毛坯检测、超细加工和抛光,制得纳米复合高硬度陶瓷刀具材料,并进行性能测试。
40.实施例2
41.一种纳米复合高硬度陶瓷刀具材料的制备方法,所述纳米复合高硬度陶瓷刀具材料的制备方法为:
42.(1)将碳纳米管与饱和碳酸钠溶液按质量比1:19混合,加入碳纳米管质量3倍的聚乙二醇,在80rpm下搅拌20min,加入碳纳米管质量1.7倍的氯化镝,调节转速至400rpm并滴加饱和碳酸氢钠溶液,调节ph至8.9,反应 1.5h后过滤并用去离子水洗涤6次,研磨成粉,在900℃下进行焙烧0.5h,制得耐磨助剂坯料;
43.(2)将质量分数为4%的硝酸铝水溶液加热至80℃,搅拌至透明后,加入硝酸铝水溶液质量0.2倍的耐磨助剂坯料,并以300rpm的速率边搅拌边以 4ml/min的速率滴加质量分数为6%的氨水,滴加至ph为9,降低搅拌速率至 80rpm,搅拌老化3h,过滤并用去离子水洗涤4次,置于55℃干燥箱中干燥 3~5h,制得耐磨助剂;
44.(3)将氮化硅、碳化钛和氧化铝按质量比92:3:4混合,在球磨机中进行球磨,球料比为9:1,球磨5h后转移至煅烧炉中,在950℃下煅烧2h,冷却至室温后粉碎并过250目筛,制得煅烧料;将煅烧料、耐磨助剂和胶黏剂按质量比99:4:0.8进行造粒,获得粒料,并进行干压和热等静压处理,干压时,将粒料在65mpa下干压成型;热等静压时温度为1150℃,压力为190mpa,制得陶瓷刀具工件;
45.(4)以陶瓷刀具工件为阳极、不锈钢电解槽作为阴极,进行微弧氧化处理,过程中对电解液进行匀速搅拌,电源工艺参数为正脉冲电压:510v,负脉冲电压120v;脉冲频率:500hz,占空比25%;电解液配比为:铝酸钠12g/l、磷酸钠8g/l、甘油0.06mol/l、碳化硅3g/l,制得陶瓷刀具基体;
46.(5)将陶瓷刀具基体进行飞秒激光处理,飞秒激光的功率为3w,飞秒激光扫描速度为800mm/s,扫描间距为25μm;波长为1250nm;脉冲频率为 150khz;脉冲宽度为150fs;飞秒激光的扫描次数为3次,然后转移至高真空多靶磁控溅射设备上,阴极靶为纯钒,功率为200w,在室温下进行射频溅射,阴极与陶瓷刀具基体距离为79cm,氩气流量为10sccm,氮气
流量为7sccm,沉积0.5h,制得陶瓷刀具坯料;
47.(6)将五氧化二钒与质量分数为25%的双氧水按质量比1:25混合,并以150rpm进行磁力搅拌至凝胶状,转移至真空干燥箱中干燥至恒重,研磨成粉,制得五氧化二钒干凝胶;将五氧化二钒干凝胶与三聚氰胺按质量比1:3 充分混合,平铺在陶瓷刀具坯料表面,厚度为35μm,转移至真空管式炉中,升温至850℃,保温2h,冷却至室温,转移至热压烧结炉中,在15mpa、1300℃下进行烧结处理,冷却至室温,进行毛坯检测、超细加工和抛光,制得纳米复合高硬度陶瓷刀具材料,并进行性能测试。
48.实施例3
49.一种纳米复合高硬度陶瓷刀具材料的制备方法,所述纳米复合高硬度陶瓷刀具材料的制备方法为:
50.(1)将碳纳米管与饱和碳酸钠溶液按质量比1:20混合,加入碳纳米管质量4倍的聚乙二醇,在100rpm下搅拌30min,加入碳纳米管质量1.8倍的氯化镝,调节转速至500rpm并滴加饱和碳酸氢钠溶液,调节ph至9.0,反应2h后过滤并用去离子水洗涤8次,研磨成粉,在1000℃下进行焙烧1h,制得耐磨助剂坯料;
51.(2)将质量分数为5%的硝酸铝水溶液加热至90℃,搅拌至透明后,加入硝酸铝水溶液质量0.25倍的耐磨助剂坯料,并以400rpm的速率边搅拌边以5ml/min的速率滴加质量分数为5~8%的氨水,滴加至ph为9.2,降低搅拌速率至100rpm,搅拌老化4h,过滤并用去离子水洗涤5次,置于60℃干燥箱中干燥5h,制得耐磨助剂;
52.(3)将氮化硅、碳化钛和氧化铝按质量比95:4:5混合,在球磨机中进行球磨,球料比为9:1,球磨6h后转移至煅烧炉中,在1000℃下煅烧2.5h,冷却至室温后粉碎并过250目筛,制得煅烧料;将煅烧料、耐磨助剂和胶黏剂按质量比104:5:1.2进行造粒,获得粒料,并进行干压和热等静压处理,干压时,将粒料在80mpa下干压成型;热等静压时温度为1200℃,压力为200mpa,制得陶瓷刀具工件;
53.(4)以陶瓷刀具工件为阳极、不锈钢电解槽作为阴极,进行微弧氧化处理,过程中对电解液进行匀速搅拌,电源工艺参数为正脉冲电压:540v,负脉冲电压150v;脉冲频率:600hz,占空比30%;电解液配比为:铝酸钠14g/l、磷酸钠10g/l、甘油0.08mol/l、碳化硅4g/l,制得陶瓷刀具基体;
54.(5)将陶瓷刀具基体进行飞秒激光处理,飞秒激光的功率为5w,飞秒激光扫描速度为1000mm/s,扫描间距为40μm;波长为1500nm;脉冲频率为 200khz;脉冲宽度为300fs;飞秒激光的扫描次数为5次,然后转移至高真空多靶磁控溅射设备上,阴极靶为纯钒,功率为200w,在室温下进行射频溅射,阴极与陶瓷刀具基体距离为80cm,氩气流量为10sccm,氮气流量为8sccm,沉积1h,制得陶瓷刀具坯料;
55.(6)将五氧化二钒与质量分数为30%的双氧水按质量比1:30混合,并以200rpm进行磁力搅拌至凝胶状,转移至真空干燥箱中干燥至恒重,研磨成粉,制得五氧化二钒干凝胶;将五氧化二钒干凝胶与三聚氰胺按质量比1:4 充分混合,平铺在陶瓷刀具坯料表面,厚度为40μm,转移至真空管式炉中,升温至900℃,保温3h,冷却至室温,转移至热压烧结炉中,在20mpa、1450℃下进行烧结处理,冷却至室温,进行毛坯检测、超细加工和抛光,制得纳米复合高硬度陶瓷刀具材料,并进行性能测试。
56.对比例1
57.对比例1的处方组成同实施例2。该纳米复合高硬度陶瓷刀具材料的制备方法与实施例2的区别仅在于不进行步骤(2)的处理,并将步骤(1)修改为:将碳纳米管与饱和碳酸钠溶液按质量比1:19混合,加入碳纳米管质量3倍的聚乙二醇,在80rpm下搅拌20min,加入碳纳米管质量1.7倍的氯化镝,调节转速至400rpm并滴加饱和碳酸氢钠溶液,调节ph至8.9,反应1.5h后过滤并用去离子水洗涤6次,研磨成粉,在900℃下进行焙烧0.5h,制得耐磨助剂。
58.对比例2
59.对比例2的处方组成同实施例2。该纳米复合高硬度陶瓷刀具材料的制备方法与实施例2的区别仅在于不进行步骤(1)的处理,将步骤(2)修改为:将质量分数为4%的硝酸铝水溶液加热至80℃,搅拌至透明后,加入硝酸铝水溶液质量0.2倍的碳纳米管,并以300rpm的速率边搅拌边以4ml/min 的速率滴加质量分数为6%的氨水,滴加至ph为9,降低搅拌速率至80rpm,搅拌老化3h,过滤并用去离子水洗涤4次,置于55℃干燥箱中干燥3~5h,制得耐磨助剂。
60.对比例3
61.对比例3的处方组成同实施例2。该纳米复合高硬度陶瓷刀具材料的制备方法与实施例2的区别仅在于不进行步骤(5)的处理,将步骤(6)修改为:将五氧化二钒与质量分数为30%的双氧水按质量比1:30混合,并以 200rpm进行磁力搅拌至凝胶状,转移至真空干燥箱中干燥至恒重,研磨成粉,制得五氧化二钒干凝胶;将五氧化二钒干凝胶与三聚氰胺按质量比1:4充分混合,平铺在陶瓷刀具基体表面,厚度为40μm,转移至真空管式炉中,升温至900℃,保温3h,冷却至室温,转移至热压烧结炉中,在20mpa、1450℃下进行烧结处理,冷却至室温,进行毛坯检测、超细加工和抛光,制得纳米复合高硬度陶瓷刀具材料,并进行性能测试。
62.对比例4
63.对比例4的处方组成同实施例2。该纳米复合高硬度陶瓷刀具材料的制备方法与实施例2的区别仅在于不进行步骤(6)的处理,并将步骤(5)修改为:将陶瓷刀具基体进行飞秒激光处理,飞秒激光的功率为5w,飞秒激光扫描速度为1000mm/s,扫描间距为40μm;波长为1500nm;脉冲频率为 200khz;脉冲宽度为300fs;飞秒激光的扫描次数为5次,然后转移至高真空多靶磁控溅射设备上,阴极靶为纯钒,功率为200w,在室温下进行射频溅射,阴极与陶瓷刀具基体距离为80cm,氩气流量为10sccm,氮气流量为8sccm,沉积1h,制得纳米复合高硬度陶瓷刀具材料,并进行性能测试。
64.效果例1
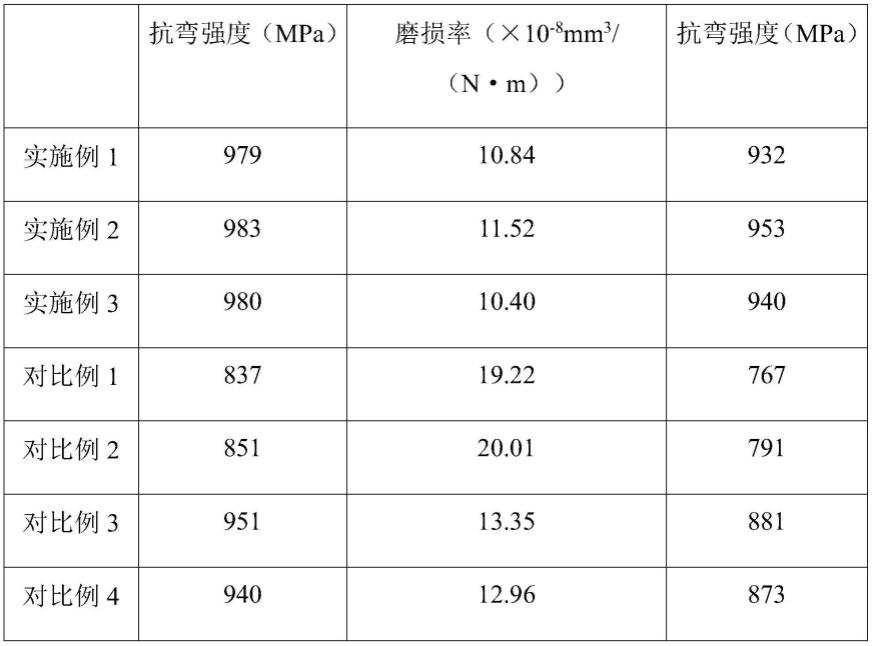
65.下表1给出了采用本发明实施例1、2、3与对比例1、2、3、4的纳米复合高硬度陶瓷刀具材料的各性能分析结果。
66.表1
[0067][0068]
通过表1中实施例与对比例的实验数据比较可以明显发现,实施例1、2、 3制备的纳米复合高硬度陶瓷刀具材料的抗弯强度、耐磨性和耐高温性较好;
[0069]
从实施例1、2、3和对比例1、2的实验数据比较可发现,制备耐磨助剂时,在碳纳米管表面沉积氧化镝和氧化铝,并进行微弧氧化处理,制得与基材之间弹性模量、热膨胀系数、比表面积有差异的耐磨助剂,通过热压烧结工艺在材料内部形成残余应力,提高复合陶瓷刀具材料的抗弯强度;从实施例1、实施例2、实施例3和对比例3、4的实验数据比较可发现,先对刀具基体进行飞秒激光处理,在刀具基体表面形成一层高密度纳米多孔层,再在纳米多孔层表面沉积一层氮化钒膜,最后再包覆一层氮化钒纳米晶;通过真空多靶磁控溅射设备在氮气氛围下使纯钒生成氮化钒沉积在纳米多孔层表面,将孔隙密封,降低材料的质量同时提高强度;再在氮化钒膜上生成纳米晶氧化钒,氮化钒膜和氮化钒纳米晶相互交替生长形成具有多层结构的氮化钒纳米层,增强陶瓷材料的耐高温性。
[0070]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1