一种用于焦罐盖的含有硅酸铝纤维半重质浇注料及制备方法与流程
1.本发明涉及一种浇注料及制备方法,具体属于一种耐高温半重质浇注料及制备方法,确切地为一种焦罐用的含有硅酸铝纤维的耐高温半重质浇注料及制备方法。
背景技术:
2.在焦化生产中,焦罐是从焦炉到干熄焦炉质检的运输工具,当焦罐运送到干熄焦炉下时,为了保护设备及钢结构,要加上焦罐盖提升。焦罐盖过去主要用纤维充填,长期使用会出现粉化烧损。底部耐材容易发生脱落,失去耐材保护后,焦罐盖内部结构很容易出现烧损;另外焦罐盖对焦罐密封不严,外露的红焦火焰也会烧损焦罐盖外沿,使得钢结构变形和烧损,影响作业环境。而焦罐内焦炭量如超过焦罐的容积,堆起一个尖角,提升机在提起焦罐时,焦罐盖底部会被堆起的焦炭顶住,造成焦罐盖合不严而发生歪斜,也会引起焦罐盖顶部保温层的损伤,保温层脱落会使得焦罐盖寿命降低。
3.为了保护焦罐盖,在焦罐盖加高的同时,有生产厂家采取在罐盖内壁整体浇注一层浇注料的技术措施。其虽然现场整体浇注的轻质浇注料整体性好,可有效隔断火透过纤维棉缝隙烧坏罐盖钢板,罐盖不变形而致损坏,但一般使用的是高铝浇注料,或者含钢纤维的高铝浇注料,或少数用粘土浇注料,其均存在体积密度大,保温效果差的不足。
4.经检索:
5.中国专利cn1579722a所公开的含钢纤维浇注料的施工方法及设备,其使用一台喷射-浇注机,将用水或其他调和液搅拌好的、具有自流性的、可浇注含钢纤维浇注料输送至施工位置,选择浇注或湿式喷射方式施工。由于采用了机械化混合与输送,使浇注料施工过程连续,无间断,确保形成连续、均一的浇注施工体。在中间包永久衬的浇注施工中较传统的施工工艺缩短作业时间至少30%。可降低原材料的损耗,且有利于作业区域的环境保护。除可构筑新的衬体外,特别适合对衬体进行维护修补。对远距离或高的作业点,泵送浇注法和湿式喷射法的便利性优势尤为突出。该发明由于是重质浇注料,保温效果不好,而焦罐盖体积小,需要材料少,泵送时间不容易控制;该文献与本发明的原料不同,主要为重质的矾土类高铝原料。
6.中国专利公开号为cn1830903的文献,其所公开的耐火纤维浇注料,由耐火纤维棉、聚苯乙烯颗粒、漂珠、超细粉、高铝粉料、纯铝酸钙水泥、三聚磷酸钠外加聚乙烯醇溶液配比组成,制造时先将耐火纤维棉加水漂洗打浆脱水再粉碎后,配入其它组份充分混合均匀进行称量包装,固化剂纯铝酸钙水泥另行包装,该浇注料在同等容重下,导热系数小,保温效果好,强度高,成本低,施工方便,固化时间快,使用过程中不易产生裂纹,难以脱落。其组份重量配比为:耐火纤维棉al2o3≥45%,l≤5mm,65-72%;聚苯乙烯颗粒d≤3mm,0.5-2%;漂珠al2o3≥28%,4-12%;超细粉3-9%;高铝粉料,≤0.088mm,al2o3≥80%,6-10%;纯铝酸钙水泥al2o3≥72%,cao≤22%,10-12%;三聚磷酸钠,0.1-0.2%;外加:1.5-2%的聚乙烯醇溶液30-45%。该发明耐火纤维棉含量65-72%,还有聚苯乙烯颗粒0.5-2%,漂珠4-12%,浇注料密度太小太轻,虽然保温效果好,但焦罐内焦炭堆积,容易顶穿浇注层,浇注
料容易烧损、破损,不适合焦罐盖使用。
7.中国专利公开号为cn101328073a的文献,其所公开的自增强型陶瓷纤维浇注料及其制备方法,它是由粒径为3-8毫米的陶瓷纤维颗粒和粒径为1-2毫米的陶瓷纤维颗粒经配料混合为级配陶瓷纤维颗粒,再和基质泥浆混合而成,各组分含量(重量)范围为级配陶瓷纤维颗粒70%-10%、基质泥浆30%-90%。所述的基质泥浆是由基础配料、外加基础配料量30%-45%的聚乙烯醇溶液混合而成,其中基础配料各组分含量范围为(重量按100%计)长度≤7毫米的短陶瓷纤维10%-40%、粒径≤0.088毫米的陶瓷粉体70%-40%、造泡剂5%-10%、增塑剂0.5%-5%、高温结合剂14.5%-5%。该发明制备的浇注料虽然具有耐高温、隔热性能好,强度高,且长期在高温情况下使用后,炉衬中的陶瓷纤维不粉化的特点,但其含短陶瓷纤维10%-40%,造泡剂5%-10%、依靠成型过程发泡,外形难于控制,内部气孔过多,焦罐内焦炭堆积,也容易顶穿浇注层,浇注料容易烧损、破损,不适合焦罐盖使用。
8.中国专利公开号为cn101152744a的文献,其所公开的加热炉内衬用纤维浇注料,由陶瓷纤维58-68%硅微粉sio2+zro2≥97%8-10%漂珠18-25%ρ-al2o3≤0.088mm 5-7%三聚磷酸钠0.15-0.2%聚苯乙烯球≤2mm 0.5-1%羧甲基纤维素粉剂0.2-0.3%,配比而成;在生产工艺过程中,所有纤维都在保湿状态进行,改变了传统工艺中利用纤维喷涂机干切制球的工艺,这样减少了纤维粉尘的产生,避免了对人体的伤害,效率大大提高,制得的纤维浇注料收缩小、不易粉化、容重低、成本少。该发明陶瓷纤维58-68%,还有漂珠18-25%,浇注料密度太小太轻,保温效果好,但焦罐内焦炭堆积,容易顶穿浇注层,且纤维容易烧损、粉化,不适合焦罐盖使用。
9.中国专利公开号为cn101734934a的文献,所公开的高强度钢纤维浇注料,它是由下述原料按照重量份配制而成:粒度8-5mm铝矾土料2.5份,0.075mm<粒度<5mm铝矾土料2.3份,粒度3-1mm棕刚玉颗粒料2份,粒度≤0.075mm铝矾土料0.8份,粒度≤0.025mm氧化铝超微粉0.4份,粒度≤0.075mm碳化硅粉料0.6份,粒度<0.019mm硅微粉0.3份,ca-70水泥0.6份,粒度<0.053mm棕刚玉粉料0.5份,446号耐热钢纤维0.2份,防爆钢纤维0.02份,总物料重量0.1%的三聚磷酸钠,总物料重量0.08%的六偏磷酸钠。其产品耐压强度高、抗折强度高、荷重软化温度高、抗热震稳定性好、在高温下具有微膨胀的特性、耐磨性能好等优点。该发明是重质浇注料,保温效果不好,不适合焦罐盖使用。
10.中国专利公开号为cn104446268a,其所公开的鱼雷罐灌口钢纤维浇注料,由以下各原料按照重量份配比混合而成:高铝骨料:5mm<粒度≤8mm的占15~25份,3mm<粒度≤5mm的占20~30份,0mm<粒度≤3mm的占20~30份;高铝粉:10~15份;白刚玉粉:5~10份;硅微粉sio2≥93%:3~8份;氧化铝al2o3微粉:2~5份;钢纤维:0.2~1份;cr2o3≥99%的氧化铬绿:0.3~0.8份;金属铝粉:0.01~0.03份;上述各原料混合均匀后,再外加5~10份的ca-80纯铝酸盐水泥、0.02~0.1份的三聚磷酸钠以及0.02~0.08份的树脂,经混碾搅拌均匀,即得到鱼雷罐灌口钢纤维浇注料,具有耐高温、抗破损能力强、热稳定极好等特点,无水加入可有效提高鱼雷罐灌口的抗爆裂性能,提高鱼雷罐的使用寿命,降低耐材的生产成本。该发明是重质浇注料,保温效果不好,不适合焦罐盖使用。
11.中国专利公开号为cn2595804y的文献,所公开的粒状耐火纤维浇注料,是由耐火浇注料基体和轻型防水耐火纤维颗粒组成的;轻型防水耐火纤维颗粒是由防水层、耐火纤
维杆和空气仓组成的。此材料体积密度小,重量轻,保温隔热效果好;防水,热稳定性好;强度高,不易开裂,使用寿命长;烘炉时间短,排水容易,操作方便。该发明粒状耐火纤维浇注料,密度太小太轻,保温效果好,焦罐内焦炭堆积容易顶穿浇注层,且纤维容易烧损、粉化,不适合焦罐盖使用。
12.中国专利公开号为cn110066181a的文献,其由下述重量份原料制备得到:30-40份致密刚玉、20-35份白刚玉、10-15份碳化硅、1-3份氧化硅微粉、5-10份氧化铝微粉、1-5份改性硅溶胶、0.5-3份复合添加剂、1-3份氧化铬、1-3份氧化镁、3-8份水泥;其通过将硅溶胶进行改性加入到原料中,使得改性硅溶胶结合刚玉-碳化质浇注料,不仅具有较好的施工性能,还具有可快速固化和烘烤性;相对传统水泥结合材料而言,能有效的避免养护和快速烘烤时的爆裂性,缩短施工周期及烘烤周期,具有较好的体积稳定性,热态强度以及抗震性以及耐腐蚀性。该发明是重质浇注料,保温效果不好,不适合焦罐盖使用。
13.中国专利公开号为cn101805198a的文献,所公开的莫来石钢纤维浇注料原料配比中含有棕刚玉29~40%,高铝矾土熟料10~15%,烧结莫来石18~32%,电熔莫来石8~12%,硅微粉3~7%,促凝剂2~5%和不锈钢纤维1~3%;工艺:将按原料配比配制好的各种原料混合进行搅拌,搅拌5~10分钟即可.利用本发明技术方案制备的莫来石钢纤维浇注料,与现有普通高铝浇注料相比,具有较高的耐压强度和抗折强度,并且体积密度大。该发明具有良好的抗热震性能,抗冲刷性能和体积稳定性,但它是重质浇注料,保温效果不好,不适合焦罐盖使用。
14.中国专利公开号为cn104329539b的文献,所公开的具有氧化锆纤维耐火浇注料层的矿热炉烟气真空保温管,包括钢管主体,且在于:钢管主体的管壁中设置有真空腔体及浇注料收容腔体,真空腔体、浇注料收容腔体的形状与钢管主体的形状相对应,真空腔体、浇注料收容腔体同轴,且浇注料收容腔体到钢管主体的内管壁的距离小于真空腔体到钢管主体的内管壁的距离,氧化锆纤维耐火浇注料包括下述重量份数的原料:40~50份骨料,45~50份粉料,5~10份外加剂,所述骨料由高铝矾土熟料、刚玉、锆石及碳化硅组成;所述粉料由高铝矾土熟料粉、α~al2o3粉、氧化镁、氧化钇和硅微粉组成;所述外加剂由六次甲基四胺、酚醛树脂和氧化锆纤维组成,钢管主体的内管壁上开设有渗透孔,渗透孔与浇注料收容腔体连通,如此氧化锆纤维耐火浇注料从渗透孔渗出并形成氧化锆纤维耐火浇注料层;环形嵌入臂的外壁上设置有隔热胶收容环形槽,环形嵌入槽的外侧壁上设置隔热胶收容环形槽,钢管主体的管壁上设置有隔热胶注入孔,隔热胶注入孔与环形嵌入槽的外侧壁上的隔热胶收容环形槽连通;第一耐火浇注料注入孔穿过真空腔体与环形嵌入槽之间的隔离臂后,与浇注料收容腔体连通,第二耐火浇注料注入孔穿过真空腔体与环形嵌入臂之间的隔离臂后与浇注料收容腔体连通。其特征在于:刚玉可以为板状刚玉、电熔白刚玉、电熔棕刚玉、电熔致密刚玉、亚白刚玉中的一种或几种的任意比例的混合物。其将高铝矾土熟料、刚玉、锆石及碳化硅混合后加工成粗骨料、中骨料及细骨料,所述粗骨料的粒径大小为4.0~3.0mm;所述中骨料中各组分的粒径大小为1.5~1.0mm;所述细骨料的粒径大小为0.4~0.3mm,氧化锆纤维长为1.2~1.0mm;粗骨料、中骨料及细骨料的重量份配比为粗骨料25份、中骨料45份及细骨料30份。该发明加入少量氧化锆纤维,但它是重质浇注料,保温效果不好,不适合焦罐盖使用。
15.从文献检索看,含有钢纤维重质浇注料,体积密度大,保温性能差,焦罐盖保温不
好,容易烧损;而含有纤维过多的浇注料或漂珠类的轻质浇注料,体积密度过低,强度不高,气孔多,浇注层容易被焦罐内的焦炭顶穿,纤维粉化造成焦罐盖钢结构烧损。
技术实现要素:
16.本发明在于克服现有技术存在的由于含有钢纤维的浇注料导致保温性能差的不足,提供一种体积密度在1.40~1.6g/cm3,显气孔率在30~45%,110℃
×
24h干燥后的常温耐压强度在20~40mpa,1000℃
×
3h烧后的常温耐压强度在20~35mpa,更换周期延长到不低于24个月,成本可降低40%以上的用于焦罐盖的含有硅酸铝纤维半重质浇注料及制备方法。
17.实现上述目的的措施:
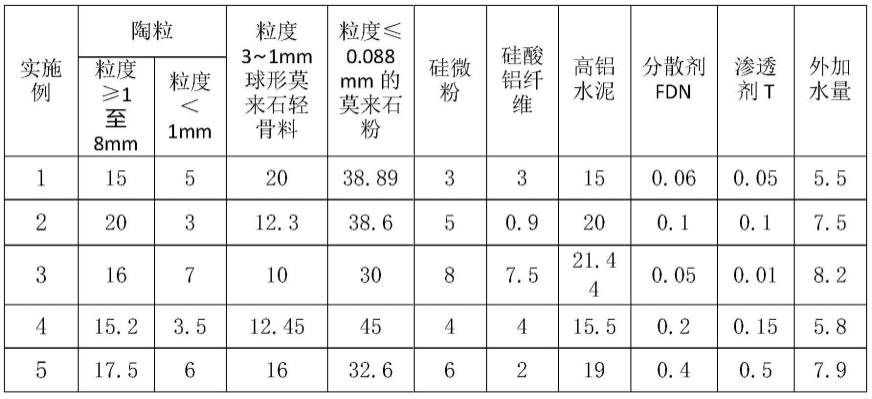
18.一种用于焦罐盖的含有硅酸铝纤维半重质浇注料,其原料组成及重量百分比含量为:粒度≥1至8mm陶粒:15~20%;粒度<1mm陶粒:3~10%;粒度3~1mm的球形莫来石轻骨料:10~20%;粒度≤0.088mm的莫来石粉:30~45%;硅微粉:3~8%;硅酸铝纤维:0.9~7.5%;高铝水泥:15~25%;分散剂fdn:0.05~0.5%;渗透剂t:0.01~0.5%;分两次外加上述原料总重量5.5~9.0%的水。
19.优选地:硅酸铝纤维的重量百分比含量为1.3~7.1%。
20.优选地:所述硅酸铝纤维的组成中氧化铝的重量百分比含量不低于65%,使用温度不低于1100℃。
21.优选地:渗透剂t的重量百分比含量为0.05~0.35%。
22.其在于:所述陶粒的堆积密度不超过900kg/m3,不低于600kg/m3,使用温度不低于1100℃。
23.其在于:所述球形莫来石轻骨料的体积密度不超过1.6g/cm3,不低于1.4g/cm3,使用温度不低于1300℃。
24.其在于:所述高铝水泥中氧化铝的质量百分比含量不低于50%。
25.一种用于焦罐盖的含有硅酸铝纤维半重质浇注料的制备方法,其步骤:
26.1)将硅酸铝纤维、渗透剂t与外加水进行混合并搅拌均匀,第一次加入的外加水量占总外加水量的65~75%,并搅拌均匀;
27.2)将其余组成原料进行混合并搅拌均匀;
28.3)将步骤2)形成的混合物均匀的加入步骤1)的混合物中,第二次加入剩余的35~25%
29.外加水量并搅拌成均匀的浆体;
30.4)将步骤3)形成的浆体放入成型模具中浇注成型;
31.5)进行自然干燥,干燥时间不低于24h;
32.6)脱模后进行烘烤,在110℃下烘烤不低于24h;
33.7)包装备用。
34.本发明中各原料及主要工艺的作用及机理
35.本发明之所以采用粒度≥1至8mm陶粒并控制加入量在15~20%,是由于如此尺寸的陶粒强度比较大,且有一定的硬度,含一定量的空心气孔,保温性能好,成本低,可以作为浇注料的骨料使用,起到骨架支撑作用;量少于15%,骨料太少,大于20%,骨料过多,不利
于整体的强度提高。
36.本发明之所以采用粒度<1mm陶粒,并控制加入量在3~10%,是由于细粒度的陶粒有一定强度和硬度,保温性能好,可以作为浇注料的细骨料使用,起到密堆积填充作用;量少于3%,填充效果不佳,大于10%,填充料过多,不利于紧密堆积。
37.本发明之所以采用粒度3~1mm的球形莫来石轻骨料,并控制加入量在10~20%,是由于3~1mm的球形莫来石轻骨料强度大,有一定的硬度,耐火度高,保温性能好,可以作为浇注料的骨料使用,起到骨架支撑作用;量少于10%,骨料太少,大于20%,骨料过多,不利于整体的强度提高。
38.本发明之所以采用粒度≤0.088mm的莫来石粉,并控制加入量在30~45%,是由于粒度≤0.088mm的莫来石粉耐火度高,抗热破坏性能好,可以起到基质的致密烧结作用。量少于30%,对骨料包裹不够,大于45%,细粉过多,可能产生烧结的收缩裂纹。
39.本发明之所以采用硅微粉,并控制加入量在3~8%,是由于硅微粉分散效果好,利于烧结,可以起到促进基质致密烧结的作用。量少于3%,促进烧结的效果差,大于8%,超细粉过多,可能产生烧结的收缩裂纹。
40.本发明之所以采用硅酸铝纤维,并控制加入量在0.9~7.5%,是由于硅酸铝纤维具有一定的长径比,在浇注料基体中可以分散起到增强的作用,利于提高强度,减少开裂,提高保温效果。量少于0.9%,纤维分散增强效果不明显,大于7.5%,纤维过多,容易堆积不容易分散,起不到增强作用。本发明专利采用的硅酸铝纤维的组成中氧化铝的重量百分比含量不低于65%,使用温度不低于1100℃,由于是通过渗透剂t处理其表面性能,容易在搅拌过程中分散成为纤维的浆体,在浇注料中形成均匀的纤维增强材料。
41.本发明之所以采用高铝水泥,并控制加入量在15~25%,是由于高铝水泥结合强度比较高,利于轻骨料的结合,同时可以起到促进基质烧结的作用。量少于15%,强度低,大于25%,容易带入杂质影响高温性能。
42.本发明之所以采用分散剂fdn,并控制加入量在0.05~0.5%,是由于分散剂为β-萘磺酸盐甲醛缩合物,其对水泥的分散效果好,利于水泥结合用水量的减少。量少于0.05%,分散减水效果差,大于0.5%,成本高,分散效果变化不大。
43.本发明之所以采用渗透剂t,并控制加入量在0.01~0.5%,是由于渗透剂t为顺丁烯二酸二仲辛酯磺酸钠,属于阴离子表面活性剂,其对纤维的表面改性效果好,利于其在水中的分散。量少于0.01%,渗透分散效果差,大于0.5%,成本高,渗透分散效果变化不大。
44.本发明之所以采用渗透剂t,并控制优选的加入量在0.05~0.35%,是由于将硅酸铝纤维、渗透剂t与外加水进行混合并搅拌可以形成均匀的纤维浆体;将其余组成原料进行混合并搅拌均匀后,再将两种和混合物进行再次混合并加入剩余的外加水量搅拌均匀成浇注料,是由于如果所有的物料放在一起混合,纤维容易扎堆难于均匀分散,起不到纤维增强的作用。渗透剂t与硅酸铝纤维、外加水均匀混合打散成为浆体,纤维是分散的,再加入其它的混合物,容易搅拌成为均匀的可以有一定流动性的浇注料,在模具中可以振动成型,养护后烘烤备用。
45.本发明与现有技术相比,本发明体积密度在1.40~1.6g/cm3,显气孔率在30~45%,110℃
×
24h干燥后的常温耐压强度在20~40mpa,使用周期从12月延长到不低于24个月,成本可降低40%以上。
具体实施方式
46.下面对本发明予以详细描述:
47.表1为本发明各实施例的原料含量列表;
48.表2为本发明各实施例的主要工艺参数列表;
49.表3为本发明各实施例性能检测情况列表。
50.本发明各实施例按照以下步骤生产
51.1)将硅酸铝纤维、渗透剂t与外加水进行混合并搅拌均匀,第一次加入的外加水量占总外加水量的65~75%,并搅拌成为均匀的浆体;
52.2)将其余组成原料进行混合并搅拌均匀;
53.3)将步骤2)形成的混合物均匀的加入步骤1)的混合物中,第二次加入剩余的35~25%外加水量并搅拌成均匀的有一定流动性的浇注料;
54.4)将步骤3)形成的浆体放入成型模具中浇注成型;
55.5)进行自然干燥,干燥时间不低于24h;
56.6)脱模后进行烘烤,在110℃下烘烤不低于24h;
57.7)包装备用。
58.表1本发明各实施例及对比例的化学成分列表(wt%)
[0059][0060][0061]
表2本发明各实施例及对比例的主要工艺参数列表
[0062][0063]
说明:对比例1采用的现有工艺。
[0064]
表3本发明各实施例及对比例力学性能检测结果列表
[0065][0066][0067]
从表3可以看出:本发明的浇注料体积密度在1.40~1.6g/cm3,显气孔率在30~45%,密度为矾土钢纤维浇注料的一半左右,意味着同样体积的焦罐盖只需要一半重量的浇注料的用量,而气孔率高,意味着保温隔热性能好。110℃
×
24h干燥后的常温耐压强度在
20~40mpa,强度比较大,耐焦炭冲击的能力强,使用周期从12月延长到不低于24个月,使用成本也大幅度下降。
[0068]
本具体实施方式仅为最佳例举,并非对本发明技术方案的限制性实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1