一种毛玻璃的激光切割方法及系统与流程
1.本发明涉及激光加工技术领域,具体为一种毛玻璃的激光切割方法及系统。
背景技术:
2.随着电子产品的迅猛发展,尤其是智能手机、平板电脑等朝着体积更薄、重量更轻的方向发展,导致对玻璃薄板的需求日益增加。目前,电子产品上玻璃薄板的厚度已经由原来的2mm降低至0.8-0.9mm,手机屏幕的玻璃薄板已经降低至0.6mm甚至更低。而厚度越薄的玻璃薄板对作用力越敏感,越容易受冲击后发生脆断,这无疑增加了加工的难度。
3.现有毛玻璃的加工方法主要是机械方法,机械方法是采用硬质合金和金刚石刀具对玻璃进行磨削加工。然而,这种机械方法存在诸多问题,例如玻璃材料的去除会导致碎屑及微裂纹并需要增加清洗工序,最大问题是玻璃产品稳定性不好,良品率不高。
4.激光切割玻璃虽然具有较好地效果,但是激光通常适用于切割表面光滑、透光性好的玻璃,若直接切割毛玻璃则会存在切不透、无法裂片的问题,而即便裂片也会存在切割边缘崩边太大的现象,导致加工效果难以接受。
5.经检索,公开号cn109759727a的中国专利于2019年5月17日公开了一种毛玻璃的激光切割方法,其通过在毛玻璃的两侧涂透明液体,再在毛玻璃的两侧贴透明玻璃,得到待加工玻璃,对待加工玻璃进行切割及裂片处理,得到成品。该方法可以解决现有激光切割方法表面散射以及切割质量较差的问题,但是其切割工艺复杂,并且加工过程中毛玻璃和透明玻璃之间不易固定,且容易产生气泡,降低了切割精度;同时毛玻璃两侧贴附的透明玻璃与毛玻璃一起被切割,导致材料成本增加,不适用于产线大批量加工。
6.公开号cn113714657a的中国专利于2021年11月30日公开了一种毛玻璃的激光切割方法,该方法先对毛玻璃表面进行激光抛光处理,使待加工区域的毛玻璃表面变得光滑而且透明,再沿着抛光区域对毛玻璃进行激光切割,最后对毛玻璃进行裂片处理。该方法利用激光对毛玻璃表面进行抛光处理,破坏了抛光区域附近的毛玻璃表面,损伤了原材料,且对于不同粗糙度的毛玻璃需要不同的抛光处理时间,不便于工程化应用。
技术实现要素:
7.为克服上述现有技术的不足,本发明提供一种毛玻璃的激光切割方法及系统,解决毛玻璃加工过程中容易产生崩边、微裂纹以及激光直接切割无法切透等问题,并提升玻璃生产稳定性及良率。
8.根据本发明说明书的一方面,提供一种毛玻璃的激光切割方法,包括:
9.在毛玻璃的非光滑表面涂覆uv胶,形成涂胶区域,所述涂胶区域覆盖激光切割区域;
10.对涂胶区域进行表面覆膜;
11.对覆膜后的涂胶区域进行固化,并在固化完成后,去除表面覆膜;
12.设置激光切割参数;
13.激光束配合高精度z轴确定切割焦点位置,控制直线电机按照切割轨迹移动来对毛玻璃表面进行激光切割,得到毛玻璃切割后工件;
14.沿切割轨迹对毛玻璃切割后工件进行裂片处理。
15.上述技术方案在毛玻璃表面利用涂胶、覆膜和固化处理,使毛玻璃的涂胶区域变为透明,让激光束易于穿透,并且由于涂胶区域能够有效覆盖激光切割区域,因此经由激光切割区域进行激光切割时,能够保证激光切割效果,解决了现有激光直接切割毛玻璃无法切透的问题。
16.进一步地,在对毛玻璃表面涂胶后,在uv胶表面予以覆膜,并消除膜与毛玻璃表面之间的气泡,然后进行uv胶固化,并在固化完成后去除覆膜,从而得到光滑透明的可切割区域。对该可切割区域进行激光切割时,激光束由涂胶区域固化后的uv胶表面射入,而固化后的uv胶表面特性稳定,不会在加工过程中出现气泡等影响激光切割的因素,因此能够提升玻璃生产稳定性及良率。
17.进一步地,涂胶、固化不会破坏毛玻璃表面本身的特性,相对于现有抛光等表面处理方式而言,上述技术方案在切割毛玻璃时,能够最大程度地保留毛玻璃表面原始特性。
18.进一步地,在涂胶后进行表面覆膜,在固化后去除表面覆膜,表面覆膜既可消除气泡、便于uv胶固化,又可重复多次利用,节省耗材,相对于现有利用透明玻璃消除气泡并切割的方式而言,上述技术方案能够有效降低生产成本,利于产线大批量应用。
19.作为进一步的技术方案,利用贝塞尔光束根据切割轨迹对去除表面覆膜的毛玻璃进行深度烧蚀,形成表面丝孔。
20.具体地,切割轨迹位于切割区域内,由于切割区域内玻璃表面光滑透明,因此沿切割轨迹移动毛玻璃对毛玻璃进行激光切割时,能够有效避免毛玻璃加工过程中容易产生的崩边和微裂纹。
21.作为进一步的技术方案,通过控制激光切割速度、ps0激光点间距和激光单脉冲大小来控制丝孔之间微裂纹的形成。
22.具体地,激光切割速度、ps0激光点间距及激光频率三者之间存在对应关系,ps0激光点间距=激光切割速度/激光频率,因此,通过控制激光切割速度和激光频率可以控制ps0激光点间距。而微裂纹形成是与激光单脉冲大小以及ps0激光点间距共同作用得到的结果,单脉冲越大、ps0激光点间距越小,越容易形成微裂纹,因此,需要调整单脉冲能量和ps0激光点间距确保在切割轨迹上(即丝孔之间)的微裂纹产生,而不让裂纹产生在切割轨迹(丝孔之间)以外的区域。
23.作为进一步的技术方案,所述涂胶区域的涂胶宽度为10-20mm。
24.作为进一步的技术方案,采用uv灯对覆膜后的涂胶区域进行固化,固化时间小于10s。
25.作为进一步的技术方案,所述激光束的脉冲宽度范围为100fs-10ps,单点能量范围为100uj-1mj,波长范围为1030nm-1064nm,平均功率范围为30w-100w。
26.作为进一步的技术方案,所述毛玻璃的厚度范围为0.6mm-3mm,表面粗糙度为7000nm-8000nm。
27.进一步地,通过涂胶、覆膜、固化和去除覆膜所构成的毛玻璃表面预处理方式,可以对不同表面粗糙度的毛玻璃进行表面预处理,相对于现有抛光等处理方式而言,其预处
理时间一致且不损伤原材料,在工程化上更容易实现。
28.根据本发明说明书的一方面,提供一种毛玻璃激光切割系统,包括涂胶装置、胶固化装置、取覆膜装置、激光切割装置和激光裂片装置;所述涂胶装置用于在毛玻璃的非光滑表面涂覆uv胶,形成涂胶区域,所述涂胶区域覆盖激光切割区域;所述胶固化装置用于对覆膜后的涂胶区域进行固化;所述取覆膜装置用于对涂胶区域进行表面覆膜,以及在固化完成后去除表面覆膜;所述激光切割装置用于设置激光切割参数,确定切割焦点位置,按照切割轨迹对毛玻璃表面进行激光切割,得到毛玻璃切割后工件;所述激光裂片装置用于沿切割轨迹对毛玻璃切割后工件进行裂片处理。
29.上述技术方案通过涂胶装置、胶固化装置和取覆膜装置的相互配合,对毛玻璃表面的特定区域进行表面处理,得到光滑透明的特定区域用作可切割区域,整个过程操作简单、耗材消耗少;同时,前述装置结构简单,便于与激光切割、激光裂片装置布设在同一产线上,从而在不更改现有激光切割及裂片设备、不增加操作复杂度的前提下,以便捷的操作、较低的成本解决了现有毛玻璃切割存在的问题,
30.作为进一步的技术方案,所述激光切割装置包括激光器、扩束准直镜、贝塞尔切割头、高精度z轴、xy直线电机和控制系统;所述激光器与控制系统相连,用于设置激光器参数并控制激光器发出激光束;所述激光束经由扩束准直镜入射到贝塞尔切割头,并经由贝塞尔切割头产生贝塞尔光束入射到毛玻璃表面;所述高精度z轴与控制系统相连,用于通过高精度z轴带动贝塞尔切割头移动,以确定切割焦点位置;所述毛玻璃放置在xy直线电机上方且和xy直线电机一起整体移动,所述xy直线电机与控制系统相连,用于控制xy直线电机按照控制系统给出的切割轨迹移动,以完成毛玻璃切割。
31.作为进一步的技术方案,所述激光裂片装置包括co2激光器、准直聚焦镜、机械z轴;所述co2激光器与控制系统相连,用于根据控制系统的控制信号启动co2激光器发出激光束;所述激光束经由准直聚焦镜后入射到毛玻璃切割后工件表面;所述机械z轴用于带动准直聚焦镜沿z轴移动;所述毛玻璃切割后工件放置在xy直线电机上方且和xy直线电机一起整体移动,所述xy直线电机与控制系统相连,用于控制xy直线电机按照控制系统给出的切割轨迹移动,以完成毛玻璃切割后工件的裂片。
32.与现有技术相比,本发明的有益效果在于:
33.(1)本发明在毛玻璃表面利用涂胶、覆膜和固化处理,使毛玻璃的涂胶区域变为透明,让激光束易于穿透,并且由于涂胶区域能够有效覆盖激光切割区域,因此经由激光切割区域进行激光切割时,能够保证激光切割效果,解决了现有激光直接切割毛玻璃无法切透的问题。
34.(2)本发明在对可切割区域进行激光切割时,激光束由涂胶区域固化后的uv胶表面射入,而固化后的uv胶表面特性稳定,不会在加工过程中出现气泡等影响激光切割的因素,因此能够提升玻璃生产稳定性及良率。
35.(3)本发明在涂胶后进行表面覆膜,在固化后去除表面覆膜,表面覆膜既可消除气泡、便于uv胶固化,又可重复多次利用,节省耗材,相对于现有利用透明玻璃消除气泡并切割的方式而言,上述技术方案能够有效降低生产成本,利于产线大批量应用。
附图说明
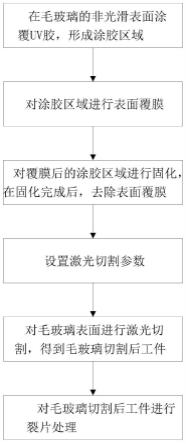
36.图1为根据本发明实施例的毛玻璃激光切割方法的流程示意图。
37.图2为根据本发明实施例的毛玻璃激光切割装置示意图。
38.图3为根据本发明实施例的毛玻璃激光裂片装置示意图。
39.图4为根据本发明实施例的毛玻璃涂胶示意图。
40.图5为根据本发明实施例的毛玻璃切割轨迹示意图。
41.图6-7为根据本发明实施例在单脉冲相同点间距不同下的裂纹示意图。
42.图8为根据本发明实施例在点间距合适单脉冲过大情况下的裂纹示意图。
具体实施方式
43.以下将结合附图对本发明各实施例的技术方案进行清楚、完整的描述,显然,所描述发实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施例,都属于本发明所保护的范围。
44.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
45.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
46.根据本发明说明书的一方面,提供一种毛玻璃的激光切割方法,用以解决现有直接切割毛玻璃切不透、崩边及裂纹较多,以及现有毛玻璃表面处理方法加工效果不稳定的问题。
47.如图1所示,所述方法包括:
48.s1,采用涂胶机在毛玻璃的非光滑表面涂覆uv胶,形成涂胶区域。所述涂胶区域能够有效覆盖激光切割区域。所述涂胶区域的宽度为10-20mm。
49.本实施例中,毛玻璃的材料为钠钙玻璃、硅酸盐玻璃等。毛玻璃的厚度范围为0.6mm-3mm。毛玻璃表面粗糙度可以到7000nm-8000nm。
50.s2,对涂胶区域进行表面覆膜,消除膜与毛玻璃表面之间的气泡。这里可采用树脂材料的薄膜来进行表面覆膜。
51.s3,采用uv灯对覆膜后的涂胶区域进行固化,并在固化完成后,去除表面覆膜。涂胶后uv灯固化时间小于10s。在固化后去除表面覆膜,该膜可重复多次使用,减少耗材消耗,降低生产成本。
52.s4,设置激光切割参数。激光束的波长范围为1030nm-1064nm,平均功率范围为
30w-100w。激光束的脉冲宽度范围为100fm-10ps,单点能量范围为100uj-1mj。激光束聚焦于毛玻璃整个厚度方向,聚焦光斑的直径范围为1微米-5微米。
53.s5,激光束配合高精度z轴确定切割焦点位置,控制xy直线电机按照切割轨迹移动来对毛玻璃表面进行激光切割,得到毛玻璃切割后工件。
54.xy直线电机的精度在5um以内,并且自带pso功能,确保激光加工直线和圆弧的效果一致性。
55.激光束配合高精度z轴确定切割焦点位置包括:激光束经扩束准直镜扩束处理,扩束后的激光束通过贝塞尔切割头聚焦。
56.s6,沿切割轨迹对毛玻璃切割后工件进行裂片处理。
57.采用co2激光器进行裂片,co2准直裂片范围可以从200mmx200mm-600mmx600mm。
58.上述方法采用涂胶机对毛玻璃表面进行涂胶预处理,采用树脂薄膜进行涂胶后覆膜处理,采用uv灯进行覆膜后固化,在固化完成后拿掉覆膜,得到毛玻璃表面的可切割区域;然后采用脉冲宽度范围在皮秒至飞秒的激光器产生激光束,激光束配合高精度电动z轴,可以透过固化的uv胶层入射到整个待加工毛玻璃厚度方向上,加工路径由高精度xy直线电机实现移动,进而对毛玻璃材料进行有效改质,以在非透明玻璃上形成一定形状的二维轮廓,最后利用co2准直裂片台对二维轮廓进行裂片处理,使得毛玻璃激光切割成品与废料分离。
59.上述方法利用超短脉冲宽度实现对非透明材料的激光改质,以获得无裂纹无损伤的工件,避免了细小碎屑的产生,提高了产品良率;利用涂胶、覆膜、固化、去覆膜的处理方式,获得光滑透明的可激光切割区域,在不破坏毛玻璃表面特性的前提下,解决了直接毛玻璃切割切不透的问题;利用固化后uv胶表面作为激光切割入射面,避免了加工过程中二次产生气泡的问题,提升了加工稳定性。
60.本发明一方面还提供一种毛玻璃的激光切割系统,包括涂胶装置、胶固化装置、取覆膜装置、激光切割装置和激光裂片装置;所述涂胶装置用于在毛玻璃的非光滑表面涂覆uv胶,形成涂胶区域,所述涂胶区域覆盖激光切割区域;所述胶固化装置用于对覆膜后的涂胶区域进行固化;所述取覆膜装置用于对涂胶区域进行表面覆膜,以及在固化完成后去除表面覆膜;所述激光切割装置用于设置激光切割参数,确定切割焦点位置,按照切割轨迹对毛玻璃表面进行激光切割,得到毛玻璃切割后工件;所述激光裂片装置用于沿切割轨迹对毛玻璃切割后工件进行裂片处理。
61.如图2所示,所述激光切割装置包括激光器、扩束准直镜、贝塞尔切割头、高精度z轴、xy直线电机和控制系统;所述激光器与控制系统相连,用于设置激光器参数并控制激光器发出激光束;所述激光束经由扩束准直镜入射到贝塞尔切割头,并经由贝塞尔切割头产生贝塞尔光束入射到毛玻璃表面;所述高精度z轴与控制系统相连,用于通过高精度z轴带动贝塞尔切割头移动,以确定切割焦点位置;所述毛玻璃放置在xy直线电机上方且和xy直线电机一起整体移动,所述xy直线电机与控制系统相连,用于控制xy直线电机按照控制系统给出的切割轨迹移动,以完成毛玻璃切割。
62.如图3所示,所述激光裂片装置包括co2激光器、准直聚焦镜、机械z轴;所述co2激光器与控制系统相连,用于根据控制系统的控制信号启动co2激光器发出激光束;所述激光束经由准直聚焦镜后入射到毛玻璃切割后工件表面;所述机械z轴用于带动准直聚焦镜沿z
轴移动;所述毛玻璃切割后工件放置在xy直线电机上方且和xy直线电机一起整体移动,所述xy直线电机与控制系统相连,用于控制xy直线电机按照控制系统给出的切割轨迹移动,以完成毛玻璃切割后工件的裂片。
63.如图4所示,所述毛玻璃的激光切割系统的切割过程包括:
64.利用涂胶装置对毛玻璃表面进行涂胶处理,得到涂胶区域;
65.利用取覆膜装置对涂胶区域进行表面覆膜;
66.利用胶固化装置对表面覆膜后的涂胶区域进行固化处理;
67.固化结束后,利用取覆膜装置取出表面覆膜,得到可激光切割区域;
68.采用脉冲宽度范围在皮秒至飞秒、激光波长1064nm的激光器;激光器发射的激光束经由扩束准直镜后入射到贝塞尔切割头;
69.贝塞尔切割头产生的贝塞尔光束入射到毛玻璃工件的表面,由高精度z轴带动贝塞尔切割头移动,确定切割焦点位置;
70.由控制系统计算生成切割轨迹,切割轨迹位于可激光切割区域内,控制xy直线电机带动毛玻璃工件沿切割轨迹移动;
71.贝塞尔光束对毛玻璃工件(表面已经涂胶、覆膜、固化和去覆膜处理)进行深度烧蚀形成表面丝孔,通过设置激光切割速度、pso激光点间距、激光单脉冲大小来控制丝孔之间微裂纹的形成,如切割速度300mm/s、pso点间距4um、单脉冲能量400uj-500uj(单脉冲能量可根据实际工艺效果调整);
72.由于微裂纹形成是与激光单脉冲大小以及ps0激光点间距共同作用得到的结果,单脉冲越大、ps0激光点间距越小,越容易形成微裂纹。但pso激光点间距过大,点之间不易形成裂纹;而要形成裂纹则需增加单脉冲,但增加单脉冲会出现裂纹往其他方向延展的可能性。因此,在相同单脉冲下,需要通过调整激光切割速度和激光频率来确定合适点间距,进而形成点与点之间的裂纹。如图6-7所示为相同单脉冲不同点间距下的裂纹情况,可见,图7的点间距过大,点之间未形成裂纹。如图8所示,在点间距合适但单脉冲过大的情况下,虽然形成了点间裂纹但同时也形成了其他方向的裂纹。
73.利用co2激光器发出激光束,该激光束经由准直聚焦镜后入射到毛玻璃切割后工件,如图5所示,对激光切割后的毛玻璃工件上的切割轨迹进行加热,使玻璃沿微裂纹断裂,得到最终产品。这里可通过机械z轴带动准直聚焦镜移动,来调整激光束的焦点位置。
74.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1