一种增强型高硅氧纤维复合气凝胶防火材料及其制备方法与流程
1.本发明涉及防火材料技术领域,尤其涉及一种增强型高硅氧纤维复合气凝胶防火材料及其制备方法。
背景技术:
2.桥梁缆索在桥梁建筑中是非常重要的系统,其与桥梁的使用安全性和寿命密切相关。而如今由于各种原因,包括桥上通行车辆引起的火灾、电路电器故障引起的火灾、闪电雷鸣引起的火灾、易燃易爆炸物体引发的火灾、施工用电用火引起的火灾、人为燃烧破坏与爆炸破坏引发的火灾等,上述这些火灾事故虽然没有导致桥梁垮塌等严重安全事故,但也为桥梁安全带来了重大的威胁。为了尽量避免火灾对桥梁造成危害,一般桥梁缆索结构均需要使用防火材料。防火材料是一类具有耐高温、耐热、阻燃特性的材料。但是,现有的桥梁索结构用防火材料存在以下不足:防火性能等级较低、耐高温和导热性能不足。
技术实现要素:
3.为了克服现有技术的不足,本发明的目的之一在于提供一种增强型高硅氧纤维复合气凝胶防火材料,耐高温,导热系数低,燃烧等级为a级。
4.本发明的目的之二在于提供一种增强型高硅氧纤维复合气凝胶防火材料的制备方法,流程简单,所得产品质量稳定可靠。
5.本发明的目的之三在于提供一种防火产品。
6.本发明的目的之一采用如下技术方案实现:
7.一种增强型高硅氧纤维复合气凝胶防火材料,包括复合纤维层,所述复合纤维层内形成有孔洞结构,所述孔洞结构填充有气凝胶;所述复合纤维层包括依次上次设置的上层高硅氧纤维改性层、中部加强层和下层高硅氧纤维改性层,所述上层高硅氧纤维改性层和所述下层高硅氧纤维改性层均由按照重量百分比计的以下原料制备而成:高硅氧纤维70-90%,有机纤维0-30%,其他无机纤维0-30%。
8.作为本发明的一个优选方案,所述上层高硅氧纤维改性层和所述下层高硅氧纤维改性层均由按照重量百分比计的以下原料制备而成:高硅氧纤维70-90%,有机纤维10-30%,其他无机纤维10-30%
9.在本发明中,所述复合纤维层可以为经过高温热处理后的复合纤维层,也可以为未经过高温热处理的复合纤维层,优选地为经过高温处理后的复合纤维层,复合纤维层通过高温热处理,能够降低基础毡的密度,为后期复合气凝胶提供更多的内部空间,更加有利于降低产品的导热系数。
10.在本发明中,基础原料“高硅氧纤维”是一种无机纤维,原料“其他无机纤维”是指代“高硅氧纤维”以外的其他无机纤维,用“其他”命名以区别于基础原料“高硅氧纤维”。
11.本发明所述上层高硅氧纤维改性层和所述下层高硅氧纤维改性层均是由重量百分比为70-90%的高硅氧纤维、10-30%的有机纤维和10-30%的其他无机纤维制备而成,是
一种改性的高硅氧纤维材料。其中,1、高硅氧纤维作为主要基础纤维,其耐温等级高(1100℃高温下不发生收缩,纤维不板结等特点);2、加入其它无机纤维的目的在于对高硅氧纤维进行改性,解决高硅氧纤维自身力学强度偏低,针刺加工时容易发生易碎的问题;3、有机纤维的作用在于后期对复合毡进行高温热处理过程中有机纤维发生收缩碳化,在基础毡内部产生大量的孔洞,方便后期气凝胶复合。
12.作为本发明的一个优选方案,所述高硅氧纤维为高硅氧短切纤维,其纤维长度约为30-50mm;所述有机纤维包括但不限于涤纶纤维和/或丙纶纤维;所述其他无机纤维包括但不限于无碱玻璃纤维、玄武岩纤维和石英纤维中的一种或任意组合。
13.作为本发明的一个优选方案,所述中部加强层包括但不限于高硅氧纤维编织布、无碱玻璃纤维编织布、碳纤维编织布、芳纶纤维编织布或涤纶纤维编织布;优选地,所述中部加强层为高硅氧纤维网格布、无碱玻璃纤维网格布、碳纤维网格布、芳纶纤维网格布或涤纶纤维网格布。网格布的作用在于为基础高硅氧改性毡(所述上层高硅氧纤维改性层和所述下层高硅氧纤维改性层)提供基本增强骨架,赋予复合毡更高的力学强度,保证复合气凝胶产品在使用过程中的尺寸稳定和耐久性(复合毡经纬向的力学强度应≥200n/25mm,普通气凝胶复合毡力学强度只有80-90n/25mm)。本发明的防火材料设置中部加强层改进了传统气凝胶复合毡力学强度较低的缺点。上述列举的中部加强层纤维编织布为现成技术产品,可以直接在市场上购买获取。
14.作为本发明的一个优选方案,所述上层高硅氧纤维改性层和所述下层高硅氧纤维改性层均分别通过针刺工艺制备而成。
15.作为本发明的一个优选方案,所述上层高硅氧纤维改性层、中部加强层和下层高硅氧纤维改性层通过针刺工艺复合成整体,通过针刺工艺使得上下两层高硅氧纤维改性层中的纤维穿透中部加强层,联合成一个紧密结合的整体。
16.作为本发明的一个优选方案,所述上层高硅氧纤维改性层和所述下层高硅氧纤维改性层的厚度均为3-10mm;所述防火材料的厚度为3-10mm。
17.作为本发明的一个优选方案,所述复合纤维层内形成有孔洞结构,所述孔洞结构填充有纳米级的二氧化硅气凝胶颗粒。
18.本发明所提供的增强型高硅氧纤维复合气凝胶防火材料,可以用于制备毡类或者板类产品,具有耐高温,低导热系数等特点,特别适合桥梁缆索结构防火隔热领域的应用。其中,本发明的防火材料的耐高温性能主要归功于其内部的高硅氧纤维,其具有优秀的耐热性能,能够在900℃的温度下长期使用,在1100℃的温度下短期使用。而低导热系数则来源于气凝胶对改性作用:气凝胶的孔径(20-50nm)小于空气的平均自由程(70nm),使得本发明防火材料内部的空气无法自由流通;气凝胶的网状骨架无限延长热传导路径,热量难以在气-固界面传导;气凝胶的高比表面积,能有效阻隔辐射传热。综上所述,本发明所提供的增强型高硅氧纤维复合气凝胶防火材料可以从热传导,热对流以及热辐射等3个方面降低热量的传导。
19.本发明的目的之二采用如下技术方案实现:
20.一种增强型高硅氧纤维复合气凝胶防火材料的制备方法,包括以下步骤:
21.配料:按照配方量将高硅氧纤维、有机纤维和其他无机纤维混合均匀,通过梳理机梳理整齐,得到纤维混合料;
22.针刺制毡:采用无纺针刺工艺将所述纤维混合料制成针刺毡,备用;
23.增强复合:取两层所述针刺毡,以及中部加强层进行三层复合,形成设置有上层高硅氧纤维改性层、中部加强层和下层高硅氧纤维改性层的复合结构;
24.高温热处理:将所述复合结构进行高温热处理,得到增强型复合结构(增强型高硅氧复合毡);
25.复合气凝胶:将所述增强型复合结构进行气凝胶复合,气凝胶复合包括上胶-老化-干燥工艺。
26.作为本发明的一个优选方案,在所述配料步骤中,将重量百分比为70-90%的高硅氧纤维、0-30%有机纤维和0-30%其他无机纤维进行混合;所述高硅氧纤维优选为高硅氧短切纤维,其纤维长度约为30-50mm;所述有机纤维包括涤纶纤维和或丙纶纤维;所述其他无机纤维包括无碱玻璃纤维、玄武岩纤维和石英纤维中的一种或任意组合。
27.作为本发明的一个优选方案,在所述针刺制毡步骤中,采用无纺针刺工艺将所述纤维混合料制成厚度为3-10mm的针刺毡;此步骤的目的在于将所述纤维混合料制备成具有特定形状的高硅氧改性毡,供进一步生产使用。
28.作为本发明的一个优选方案,在所述增强复合步骤中,取两层所述针刺毡,以及中部加强层采用针刺工艺进行三层复合,形成设置有上层高硅氧纤维改性层、中部加强层和下层高硅氧纤维改性层的复合结构;更加具体地,取所述高硅氧改性毡、中部加强层以及所述高硅氧改性毡依次上下层叠,然后将叠合好的三层结构同时送入针刺机内部,通过针刺工艺使得上下两层高硅氧改性毡中的纤维穿透中间的中部加强层,联合成一个紧密结合的复合结构;所述中部加强层包括但不限于高硅氧纤维编织布、无碱玻璃纤维编织布、碳纤维编织布、芳纶纤维编织布或涤纶纤维编织布;优选地,所述中部加强层为高硅氧纤维网格布、无碱玻璃纤维网格布、碳纤维网格布、芳纶纤维网格布或涤纶纤维网格布。
29.作为本发明的一个优选方案,在所述高温热处理步骤中,将所述复合结构放入到高温烤箱中进行热处理,热处理温度为650-750℃,热处理时间为4-8小时,然后取出冷却收卷备用。
30.本发明通过高温热处理,使所述复合结构(高硅氧复合毡)预收缩,形成一个热稳定结构、空间骨架结构;通过高温热处理,使得高硅氧复合毡内部的有机纤维氧化分解,在高硅氧复合毡内部形成大量的孔洞,降低复合毡的强度,为下一步复合气凝胶提供足够的空间;通过高温处理,可以降低高硅氧纤维在酸洗过程中残留在纤维内部的酸含量(如盐酸),为复合毡提供合适的ph值,降低负离子含量,解决了高硅氧复合毡在后续复合气凝胶过程中因ph低而影响碱催化的问题。
31.作为本发明的一个优选方案,在所述复合气凝胶步骤中,具体操作如下:
32.上胶,将所述增强型复合结构浸入硅酸凝胶溶胶中,例如,通过浅盘浸胶机将所述增强型复合结构浸入事先经过有机硅源(teos等)水解得到的硅酸溶胶中,硅酸凝胶溶液将粘附于所述增强型复合结构;
33.老化,对粘附有硅酸凝胶的所述增强型复合结构进行老化,硅酸凝胶将通过缩聚反应生成以硅氧键为主体的三维网络结构的湿凝胶;
34.干燥,通过超临界干燥工艺进行干燥,将湿凝胶中的大量乙醇从湿凝胶内部抽离出来,形成所述增强型高硅氧纤维复合气凝胶防火材料。
35.本发明经过复合气凝胶步骤后,形成的气凝胶防火材料呈白色,内部充满孔洞,且孔洞填满纳米级的二氧化硅气凝胶颗粒,形成具有空间网络结构的整体结构。气凝胶的孔径(20-50nm)小于空气的平均自由程(70nm)使得高硅氧复合毡内部空气无法自由流通;气凝胶的网状骨架无限延长热传导路径,热量难以在气-固界面传导;气凝胶的高比表面积,配合特殊的反辐射物质,有效阻隔辐射传热。
36.本发明的目的之三采用如下技术方案实现:
37.一种防火产品,所述防火产品包括目的之一所述的增强型高硅氧纤维复合气凝胶防火材料;所述防火产品为防火毡或防火板。
38.一种防火产品,由目的之二所述的制备方法制备而成。
39.相比现有技术,本发明的有益效果在于:
40.(1)本发明所提供的增强型高硅氧纤维复合气凝胶防火材料,采用不同材质的纤维(有机纤维和其他无机纤维)对高硅氧纤维进行复合改性,提高了高硅氧纤维的总体力学强度,起到辅助成型作用。
41.(2)本发明所提供的增强型高硅氧纤维复合气凝胶防火材料,通过中部加强层(如网格布)对基础高硅氧改性毡进行增强改性。网格布为基础高硅氧改性毡提供基本增强骨架,赋予复合毡更高的力学强度,保证复合气凝胶产品在使用过程中的尺寸稳定和耐久性。
42.(3)本发明所提供的增强型高硅氧纤维复合气凝胶防火材料,通过高温热处理,降低基础毡的密度,为后期复合气凝胶提供更多的内部空间,更加有利于降低高硅氧复合毡的导热系数。同时,经过高温热处理对复合高硅氧毡进行了预收缩处理,使得最终产品在高温条件下具有更稳定的尺寸。
附图说明
43.图1为本发明实施例所提供的增强型高硅氧纤维复合气凝胶防火材料的展示图;
44.图中:1、上层高硅氧纤维改性层;2、中部加强层;3、下层高硅氧纤维改性层。
具体实施方式
45.下面,结合附图以及具体实施方式,对本发明做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
46.实施例1
47.一种增强型高硅氧纤维复合气凝胶防火材料,按照以下方法制备而成:
48.配料:按照配方量将高硅氧纤维、有机纤维和其他无机纤维(配比详见表1)混合均匀,通过梳理机梳理整齐,得到纤维混合料;
49.针刺制毡:采用无纺针刺工艺将所述纤维混合料制成厚度为3mm的基础高硅氧针刺毡,针刺毡容重控制在110kg/m3,备用;
50.增强复合:取两层基础高硅氧针刺毡,以及型号为ew100型的无碱玻璃纤维布进行三层复合,形成设置有上层高硅氧纤维改性层1、中部加强层2和下层高硅氧纤维改性层3的复合结(高硅氧复合针刺毡,如图1所示),其总厚度为5.5mm;
51.高温热处理:将所述复合结构进行高温热处理,处理温度为700℃,4小时,得到增
强型复合结构(增强型高硅氧复合针刺毡);
52.复合气凝胶:将所述增强型复合结构进行气凝胶复合,气凝胶复合包括上胶-老化-干燥工艺,具体操作如下,上胶,通过浅盘浸胶机将所述增强型复合结构浸入事先经过有机硅源(teos)水解得到的硅酸溶胶中,硅酸凝胶溶液将粘附于所述增强型复合结构;老化,对粘附有硅酸凝胶的所述增强型复合结构进行老化,硅酸凝胶将通过缩聚反应生成以硅氧键为主体的三维网络结构的湿凝胶;干燥,通过超临界干燥工艺进行干燥,将湿凝胶中的大量乙醇从湿凝胶内部抽离出来,形成所述增强型高硅氧纤维复合气凝胶防火材料。
53.实施例2
54.一种增强型高硅氧纤维复合气凝胶防火材料,按照以下方法制备而成:
55.配料:按照配方量将高硅氧纤维、有机纤维和其他无机纤维(配比详见表1)混合均匀,通过梳理机梳理整齐,得到纤维混合料;
56.针刺制毡:采用无纺针刺工艺将所述纤维混合料制成厚度为3.5mm的基础高硅氧针刺毡,针刺毡容重控制在110kg/m3,备用;
57.增强复合:取两层基础高硅氧针刺毡,以及型号为ew100型的无碱玻璃纤维布进行三层复合,形成设置有上层高硅氧纤维改性层1、中部加强层2和下层高硅氧纤维改性层3的复合结(高硅氧复合针刺毡),其总厚度为5.4mm;
58.高温热处理:将所述复合结构进行高温热处理,处理温度为700℃,4小时,得到增强型复合结构(增强型高硅氧复合针刺毡);
59.复合气凝胶:将所述增强型复合结构进行气凝胶复合,气凝胶复合包括上胶-老化-干燥工艺,具体操作如下,上胶,通过浅盘浸胶机将所述增强型复合结构浸入事先经过有机硅源(teos)水解得到的硅酸溶胶中,硅酸凝胶溶液将粘附于所述增强型复合结构;老化,对粘附有硅酸凝胶的所述增强型复合结构进行老化,硅酸凝胶将通过缩聚反应生成以硅氧键为主体的三维网络结构的湿凝胶;干燥,通过超临界干燥工艺进行干燥,将湿凝胶中的大量乙醇从湿凝胶内部抽离出来,形成所述增强型高硅氧纤维复合气凝胶防火材料。
60.实施例3
61.一种增强型高硅氧纤维复合气凝胶防火材料,按照以下方法制备而成:
62.配料:按照配方量将高硅氧纤维、有机纤维和其他无机纤维(配比详见表1)混合均匀,通过梳理机梳理整齐,得到纤维混合料;
63.针刺制毡:采用无纺针刺工艺将所述纤维混合料制成厚度为3mm的基础高硅氧针刺毡,针刺毡容重控制在110kg/m3,备用;
64.增强复合:取两层基础高硅氧针刺毡,以及50g/平方米高硅氧网格布进行三层复合,形成设置有上层高硅氧纤维改性层1、中部加强层2和下层高硅氧纤维改性层3的复合结(高硅氧复合针刺毡),其总厚度为5mm;
65.高温热处理:将所述复合结构进行高温热处理,处理温度为700℃,4小时,得到增强型复合结构(增强型高硅氧复合针刺毡);
66.复合气凝胶:将所述增强型复合结构进行气凝胶复合,气凝胶复合包括上胶-老化-干燥工艺,具体操作如下,上胶,通过浅盘浸胶机将所述增强型复合结构浸入事先经过有机硅源(teos)水解得到的硅酸溶胶中,硅酸凝胶溶液将粘附于所述增强型复合结构;老化,对粘附有硅酸凝胶的所述增强型复合结构进行老化,硅酸凝胶将通过缩聚反应生成以
硅氧键为主体的三维网络结构的湿凝胶;干燥,通过超临界干燥工艺进行干燥,将湿凝胶中的大量乙醇从湿凝胶内部抽离出来,形成所述增强型高硅氧纤维复合气凝胶防火材料。
67.表1实施例1-3基础高硅氧针刺毡的配方表
[0068] 实施例1实施例2实施例3纤维种类质量比例质量比例质量比例高硅氧纤维80%80%80%无碱玻璃纤维10%15%15%涤纶纤维10%5%5%
[0069]
在操作完相应步骤后,对实施例1-3的防火材料分别进行相关性能的测定(测试方法按照《纳米孔气凝胶复合绝热制品》(gb/t 34336-2017)进行),测定指标和结果分别见表2-4。
[0070]
表2增强复合后的参数测定结果记录表
[0071]
测试项目实施例1实施例2实施例3厚度5.5mm5.4mm5mm容重130kg/m3125kg/m3118kg/m3断裂强力(经向)450n/25mm460n/25mm220n/25mm断裂强力(纬向)380n/25mm385n/25mm200n/25mm
[0072]
表3高温热处理后的参数测定结果记录表
[0073]
测试项目实施例1实施例2实施例3厚度5mm5.2mm4.8mm容重120kg/m3120kg/m3115kg/m3断裂强力(经向)380n/25mm390n/25mm225n/25mm断裂强力(纬向)350n/25mm380n/25mm210n/25mm
[0074]
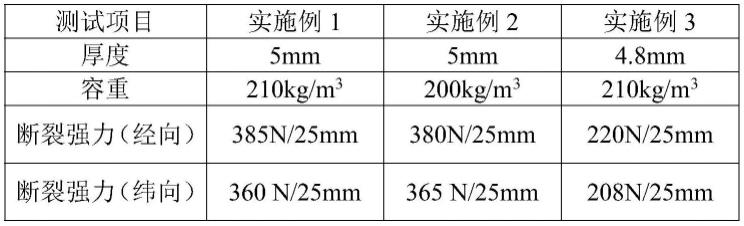
表4复合气凝胶处理后的参数测定结果记录表
[0075][0076][0077]
可见,本发明实施例所获取的增强型高硅氧纤维复合气凝胶防火材料力学强度
高,导热系数低,能够达到燃烧等级a级。
[0078]
对比例1
[0079]
对比例1与实施例2的不同之处在于,基础高硅氧针刺毡(上层高硅氧纤维改性层和下层高硅氧纤维改性层)的配方不同,其并没有经过改性,而是采用100%的无碱玻璃纤维制备而成,其余与实施例2相同。
[0080]
对比例2
[0081]
对比例2与实施例2的不同之处在于,基础高硅氧针刺毡((上层高硅氧纤维改性层和下层高硅氧纤维改性层))的配方不同,其并没有经过改性,而是采用100%的预氧丝纤维制备而成,其余与实施例2相同。
[0082]
对比例3
[0083]
对比例3与实施例2的区别在于,省略了增强复合步骤,并没有形成三层复合结构;而是在针刺制毡步骤中形成厚度为5.4mm的基础高硅氧针刺毡,接着就进入高温热处理,其余与实施例2相同。
[0084]
对比例4
[0085]
对比例4与实施例2的区别在于,省略了高温热处理步骤,在增强复合步骤中形成总厚度为5.4mm的高硅氧复合针刺毡后,就直接进入复合气凝胶处理,其余与实施例2相同。
[0086]
取对比例1-4最终获取的防火材料样品进行相关性能测试,结果见表5。
[0087]
表5复合气凝胶处理后的参数测定结果记录表
[0088][0089]
从表5中的记录可得,对比例1-4获取的防火材料的性能均不如本发明实施例的防火材料。本发明实施例所提供的增强型高硅氧纤维复合气凝胶防火材料,采用不同材质的纤维(有机纤维和其他无机纤维)对高硅氧纤维进行复合改性,提高了高硅氧纤维的总体力学强度,起到辅助成型作用。并通过中部加强层(网格布)对基础高硅氧改性毡进行增强改性。同时,通过高温热处理,降低基础毡的密度,为后期复合气凝胶提供更多的内部空间,更加有利于降低高硅氧复合毡的导热系数。同时,经过高温热处理对复合高硅氧毡进行了预收缩处理,使得最终产品在高温条件下具有更稳定的尺寸。
[0090]
上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,
本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1