一种熔融机的石英坩埚模具自动加砂装置及加砂工艺的制作方法
1.本发明涉及熔融机技术领域,具体涉及一种熔融机的石英坩埚模具自动加砂装置及加砂工艺。
背景技术:
2.原有熔融机的石英坩埚模具是通过人工来加砂的,存在以下技术缺陷:人工加砂会有加砂不均匀的情况,导致制作出来的石英坩埚质量不良;人工的工作效率低,耗时长;另外,高温环境会对人体产生灼伤和高温炙烤等危害。
3.因此,如何设计一种熔融机的石英坩埚模具自动加砂装置,如何自动加砂且加砂均匀,如何通过合理的加砂工艺提高加砂的效率,成为急需解决的问题。
技术实现要素:
4.针对现有技术存在的问题,本发明提供一种熔融机的石英坩埚模具自动加砂装置及加砂工艺,以解决上述至少一种技术问题。
5.本发明的技术方案是:一种熔融机的石英坩埚模具自动加砂装置,包括安装在石英坩埚模具一侧的加砂装置本体,所述加砂装置本体包括上下升降机构立柱座,上下升降机构立柱座上设置有升降减速电机,升降减速电机输出端设置有竖向布置的升降丝杠,升降丝杠上设置有上下升降机构的移动部,上下升降机构的移动部包括纵向旋转减速电机,纵向旋转减速电机输出端与纵向旋转轴的一端连接,纵向旋转轴与纵向旋转移动机构连接;纵向旋转移动机构上设置有纵向移动机构,纵向移动机构通过横向移动机构连接出料机构,纵向移动机构包括纵向减速电机,横向移动机构包括横向减速电机,出料机构包括多个料仓,多个料仓均通过各自的管夹阀与下方的导管连接,导管的出口与石英坩埚模具对应布置;数个管夹阀、升降减速电机、纵向旋转减速电机、纵向减速电机、横向减速电机均与plc控制器连接。
6.本发明采用纵向旋转减速电机带动纵向旋转移动机构沿z轴做一定角度的旋转,采用升降减速电机带动出料机构沿着z轴方向做一定范围内的移动;采用横向减速电机、纵向减速电机带动出料机构分别沿着x轴、y轴方向做一定范围内的移动;出料机构在xyz三轴方向做一定范围内的移动,并可沿z轴可做一定角度的旋转;采用多个料仓,可分别对应石英坩埚外层、中间层、内层的自动装料成型,当某一层达到加砂时间后,plc控制器控制本层砂料仓的管夹阀关闭,下层砂料仓的管夹阀打开,直至自动装料成型完毕,然后控制所有管夹阀关闭,对于24寸到42寸的石英坩埚模具均可适用。
7.优选,所述出料机构还包括料仓移动架,导管的一侧设置有支撑外套,支撑外套与料仓移动架连接,料仓移动架上设置有旋盘电机,旋盘电机的输出端设置有第二同步带轮,支撑外套内设置有旋盘转轴,旋盘转轴的下部露出支撑外套的一端设置有旋盘,旋盘位于导管的下方,旋盘转轴的上部露出支撑外套的一端设置有第一同步带轮,第一同步带轮通过同步带与第二同步带轮连接。
8.本发明采用在导管的下方设置旋盘,旋盘在旋盘电机的驱动下旋转,对导管出口的砂进行分散,加砂均匀,提高了石英坩埚的制作质量,缩短了耗时。
9.本发明的技术方案是:一种熔融机的石英坩埚模具自动加砂工艺,包括以下步骤:s1.准备工作:将装在翻转小车上的石英坩埚模具移动到加砂装置本体旁,石英坩埚模具以65~70rpm的转速开始逆时针旋转;s2.调出程序:针对不同尺寸的石英坩埚模具调出plc控制器内相对应的程序;s3.加砂装置本体定位:1)、加砂装置本体找到坐标系零点,plc控制器分别控制升降减速电机、纵向旋转减速电机、纵向减速电机、横向减速电机带动导管运动到靠近石英坩埚模具的内壁处;旋盘逆时针旋转,转速1450rpm;2)、在升降减速电机的作用下,带动导管的出口沿着上下升降机构立柱座上的升降丝杠的设置方向运动到喷砂位置,上下移动的速度为300mm/min,此时可以向料仓内加砂;s4.石英坩埚装料成型:plc控制器通过电磁阀通闭气控制管夹阀的启闭,1).石英坩埚的最外层装料成型:1号料仓的管夹阀打开,1号料仓内的再生砂依次经过漏斗、导管掉落在旋盘上,旋盘高速旋转,将再生砂打在旋转的石英坩埚模具上,直至达到指定的时间,石英坩埚的最外层装料成型;2).石英坩埚的中间层装料成型:将1号料仓的管夹阀关闭,2号料仓的管夹阀打开,料仓内的天然砂依次经过漏斗、导管掉落在旋盘上,同样打在石英坩埚模具上,直至达到指定的时间,石英坩埚的中间层装料成型;3).石英坩埚的内层装料成型:将2号料仓的管夹阀关闭,3号料仓的管夹阀打开,3号料仓内的合成砂依次经过漏斗、导管掉落在旋盘,同样打在石英坩埚模具上,直至达到指定的时间,石英坩埚的内层装料成型;s5.导管退出石英坩埚模具:将3号料仓的管夹阀关闭,旋盘开始上升,退出石英坩埚模具;纵向旋转移动机构旋转至远离石英坩埚模具一侧,避开高温区。
10.本发明采用plc控制器对石英坩埚的各层加砂装料时间进行控制,工艺合理,提高了工作效率,降低了对工人的技术要求,提高了石英坩埚的制作质量。
附图说明
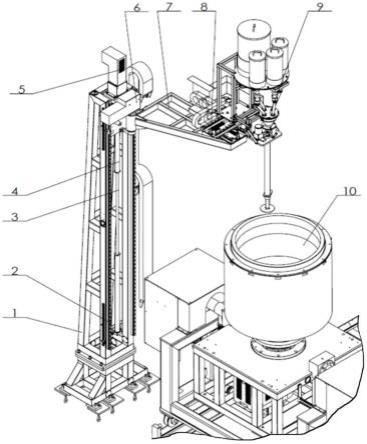
11.图1为本发明的安装结构示意图。
12.图2为本发明上下升降机构的移动部结构示意图。
13.图3为本发明纵向旋转移动机构的结构示意图。
14.图4为本发明横向移动机构的结构示意图。
15.图5为本发明出料机构的三维图。
16.图6为图5的右视图。
17.图中:1.上下升降机构立柱座;2.升降导轨;3.升降丝杠;4.升降丝杠伸缩防护套;5.升降减速电机;6.上下升降机构的移动部;7.纵向旋转移动机构;8.横向移动机构;9.出料机构;10.石英坩埚模具;11.上下移动板;12.纵向旋转感应块;13.纵向旋转光电开关;14.纵向旋转减速电机;15.纵向旋转轴;16.轴承座;17.纵向旋转架;18.纵向减速电机;19.侧向防护钣金;20.纵向丝杠防护套;21.纵向丝杠;22.纵向导轨;23.横向移动座;24.横向导轨;25.横向丝杠;26.横向丝杠防护套;27.横向减速电机;28.料仓移动架;29.1号料仓;30.2号料仓;31.3号料仓;32.管夹阀;33.漏斗;34.同步带;35.旋盘转轴;36.支撑外套;37.角接触球轴承;38.第一同步带轮;39.第二同步带轮;40.旋盘电机;41.横向移动板;42.导管;43.旋盘。
具体实施方式
18.下面结合附图对本发明做进一步的说明。
19.参阅图1-6,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
20.实施例一、一种熔融机的石英坩埚模具自动加砂装置,参考图1、图2、图6,包括安装在石英坩埚模具10一侧的加砂装置本体,所述加砂装置本体包括上下升降机构立柱座1,上下升降机构立柱座1上设置有升降减速电机5,升降减速电机5输出端设置有竖向布置的升降丝杠3,升降丝杠3上设置有上下升降机构的移动部6,上下升降机构的移动部6包括纵向旋转减速电机14,纵向旋转减速电机14输出端与纵向旋转轴15的一端连接,纵向旋转轴15与纵向旋转移动机构7连接;纵向旋转移动机构7上设置有纵向移动机构,纵向移动机构通过横向移动机构8连接出料机构9,纵向移动机构包括纵向减速电机18,横向移动机构8包括横向减速电机27,出料机构9包括多个料仓,多个料仓均通过各自的管夹阀32与下方的导管42连接,导管42的出口与石英坩埚模具10对应布置;数个管夹阀32、升降减速电机、纵向旋转减速电机14、纵向减速电机18、横向减速电机27均与plc控制器连接。本发明采用纵向旋转减速电机带动纵向旋转移动机构沿z轴做一定角度的旋转,采用升降减速电机带动出料机构沿着z轴方向做一定范围内的移动;采用横向减速电机、纵向减速电机带动出料机构分别沿着x轴、y轴方向做一定范围内的移动;采用多个料仓,可分别对应石英坩埚外层、中间层、内层的自动装料成型,当某一层达到加砂时间后,plc控制器控制本层砂料仓的管夹阀关闭,下层砂料仓的管夹阀打开,直至自动装料成型完毕,然后控制所有管夹阀关闭,对于24寸到42寸的石英坩埚模具均可适用。
21.实施例二、在实施例一的基础上,所述上下升降机构立柱座1上设置有间距布置的升降导轨2,两根升降导轨2均沿着竖向布置,两根升降导轨2分别位于升降丝杠3的两侧,上下升降机构的移动部6包括上下移动板11,上下移动板11的两端设置有第一滑块,两个第一
滑块分别安装在对应的升降导轨2上,两个第一滑块之间设置有第一螺母,第一螺母安装在升降丝杠3上;升降丝杠3的两端分别设置有升降丝杠伸缩防护套4。本发明通过上下移动板的第一螺母连接升降丝杠,通过两个第一滑块分别安装在对应的升降导轨上,实现了升降减速电机带动上下升降机构的移动部沿着z轴方向做一定范围内的移动。
22.实施例三、在实施例二的基础上,所述纵向旋转减速电机14设置于上下移动板11上,纵向旋转轴15的另一端安装在轴承座16内,轴承座16安装在上下移动板11上;纵向旋转减速电机14的输出端为空心轴结构,空心轴结构上与纵向旋转轴15连接的端面处设置有纵向旋转感应块12,纵向旋转感应块12的外圈设置有纵向旋转光电开关13,纵向旋转感应块、纵向旋转光电开关13均与plc控制器连接。本发明采用纵向旋转感应块、纵向旋转光电开关均与plc控制器连接,通过plc控制器控制纵向旋转减速电机的正反转,从而控制纵向旋转移动机构沿z轴做一定角度的旋转。
23.实施例四、在实施例二的基础上,参考图2、图3,所述纵向旋转移动机构7包括纵向旋转架17,纵向旋转架17的一端设置有带有第一键槽的轴套,纵向旋转轴15上设置有对应的第二键槽,第一键槽与第二键槽之间设置有平键;轴套与纵向旋转轴15之间通过平键连接,纵向移动机构位于纵向旋转架17的另一端,纵向移动机构远离轴套的一侧设置有侧向防护钣金19。本发明采用纵向旋转架一端的轴套与纵向旋转轴平键连接,通过纵向旋转减速电机控制纵向旋转架沿z轴做一定角度的旋转。
24.实施例五、在实施例四的基础上,所述纵向移动机构包括平行布置的两根纵向导轨22、纵向丝杠21,纵向丝杠21位于两根纵向导轨22之间,纵向丝杠21的两端设置有纵向丝杠防护套20,纵向丝杠21的一端与纵向减速电机18连接,横向移动机构8包括横向移动座23,横向移动座23上设置有两个间距布置的第二滑块,第二滑块之间设置有第二螺母,第二螺母安装在纵向丝杠21上,两个第二滑块分别安装在对应的纵向导轨22上。本发明通过横向移动座的第二螺母连接纵向丝杠,通过两个第二滑块分别安装在对应的纵向导轨上,实现了纵向减速电机带动横向移动座沿着y轴方向做一定范围内的移动。
25.实施例六、在实施例五的基础上,参考图4,所述横向移动机构8包括平行布置的两根横向导轨24、横向丝杠25,横向丝杠25位于两根横向导轨24之间,横向丝杠25的两端设置有横向丝杠防护套26,横向丝杠25的一端与横向减速电机27连接,横向导轨24与纵向导轨22之间的夹角为90
°
,出料机构9包括横向移动板41,横向移动板41上设置有两个间距布置的第三滑块,第三滑块之间设置有第三螺母,第三螺母安装在横向丝杠25上,两个第三滑块分别安装在对应的横向导轨24上。本发明通过横向移动板的第三螺母连接横向丝杠,通过两个第三滑块分别安装在对应的横向导轨上,实现了横向减速电机带动横向移动板沿着x轴方向做一定范围内的移动。
26.实施例七、在实施例六的基础上,所述出料机构9还包括料仓移动架28,导管42的一侧设置有支撑外套36,支撑外套36与料仓移动架28连接,料仓移动架28上设置有旋盘电机40,旋盘电机40的输出端设置有第二同步带轮39,支撑外套36内设置有旋盘转轴35,支撑外套36内圈两端设置有成对的角接触球轴承37与旋盘转轴35连接,旋盘转轴35的下部露出支撑外套36的一端设置有旋盘43,旋盘43位于导管42的下方,旋盘转轴35的上部露出支撑外套36的一端设置有第一同步带轮38,第一同步带轮38通过同步带34与第二同步带轮39连接。本发明采用在导管的下方设置旋盘,旋盘在旋盘电机的驱动下旋转,对导管出口的砂进
行分散,加砂均匀,提高了石英坩埚的制作质量,缩短了耗时。
27.实施例八、在实施例七的基础上,参考图5,所述料仓移动架28安装在横向移动板41上,料仓移动架28上设置有圆板,圆板上设置有绕圆周布置的四个料仓,四个料仓分别对应1号料仓29、2号料仓30、3号料仓31、备用料仓;四个料仓的出口管分别穿过圆板接入漏斗33,四个料仓的出口管上均设置有管夹阀32,导管42位于漏斗33的出口端;1号料仓29、2号料仓30、3号料仓31分别对应石英坩埚外层、中层、内层。本发明在圆板上采用沿着顺时针方向布置1号料仓、2号料仓、3号料仓、备用料仓,四个料仓的出口管分别通过管夹阀连接漏斗;1号料仓、2号料仓、3号料仓分别对应石英坩埚外层、中层、内层,通过plc控制器控制每层的加砂时间,上一层的加砂时间结束,即进入下一层的加砂,直至石英坩埚外层、中层、内层全部加砂完成,完成了自动加砂。
28.实施例九、一种熔融机的石英坩埚模具自动加砂工艺,包括以下步骤:s1.准备工作:将装在翻转小车上的石英坩埚模具10移动到加砂装置本体旁,石英坩埚模具10以65~70rpm的转速开始逆时针旋转;s2.调出程序:针对不同尺寸的石英坩埚模具10调出plc控制器内相对应的程序;s3.加砂装置本体定位:1)、加砂装置本体找到坐标系零点,plc控制器分别控制升降减速电机5、纵向旋转减速电机14、纵向减速电机18、横向减速电机27带动导管42运动到靠近石英坩埚模具10的内壁处;旋盘43逆时针旋转,转速1450rpm;2)、在升降减速电机5的作用下,带动导管42的出口沿着上下升降机构立柱座1上的升降丝杠3的设置方向运动到喷砂位置,上下移动的速度为300mm/min,此时可以向料仓内加砂;s4.石英坩埚装料成型:plc控制器通过电磁阀通闭气控制管夹阀32的启闭,1).石英坩埚的最外层装料成型:1号料仓29的管夹阀32打开,1号料仓29内的再生砂高纯石英砂依次经过漏斗33、导管42掉落在旋盘43上,旋盘43高速旋转,将再生砂打在旋转的石英坩埚模具10上,直至达到指定的时间,石英坩埚的最外层装料成型;2).石英坩埚的中间层装料成型:将1号料仓29的管夹阀32关闭,2号料仓30的管夹阀32打开,料仓内的天然砂高纯石英砂依次经过漏斗33、导管42掉落在旋盘43上,同样打在石英坩埚模具10上,直至达到指定的时间,石英坩埚的中间层装料成型;3).石英坩埚的内层装料成型:将2号料仓30的管夹阀32关闭,3号料仓31的管夹阀32打开,3号料仓31内的合成砂高纯石英砂依次经过漏斗33、导管42掉落在旋盘43,同样打在石英坩埚模具10上,直至达到指定的时间,石英坩埚的内层装料成型;s5.导管退出石英坩埚模具:将3号料仓31的管夹阀32关闭,旋盘43开始上升,退出石英坩埚模具10;纵向旋转移动机构7旋转至远离石英坩埚模具10一侧,避开高温区。
29.本发明采用plc控制器对石英坩埚的各层加砂装料时间进行控制,工艺合理,提高
了工作效率,降低了对工人的技术要求,提高了石英坩埚的制作质量。
30.实施例十、在实施例九的基础上,所述步骤s3的加砂装置本体定位中,加砂装置本体找到坐标系零点包括以下步骤:t1.纵向旋转移动机构第一次定位:在纵向旋转减速电机14的作用下,纵向旋转移动机构7沿着纵向旋转轴15旋转,旋转角度为0~110
°
,导管42移动到石英坩埚模具10的内圈上方,此处为导管42z轴的起点位置计入plc控制器;t2.上下升降机构的移动部沿着z轴第一次定位:上下升降机构的移动部6在升降减速电机5的作用下,沿着上下升降机构立柱座1上的升降丝杠3、升降导轨2的设置方向运动,导管42移动到石英坩埚模具10的顶部内圈;t3.导管沿着x轴及y轴移动找基准点:在纵向减速电机18的作用下,驱动横向移动机构8的横向移动座23沿着纵向运动,导管42在石英坩埚模具10内圈的y轴方向运动到石英坩埚模具10内圈的第一顶点、第二顶点;在横向减速电机27的作用下,驱动出料机构9的横向移动板41沿着横向运动,导管42在石英坩埚模具10内圈的x轴方向运动到石英坩埚模具10内圈的第三顶点、第四顶点;经过plc控制器计算第一顶点、第二顶点之间的连线与第三顶点、第四顶点之间的连线的交叉点,得出导管42与石英坩埚模具10在x轴和y轴相对位置的基准点;t4.导管回到z轴起点位置:上下升降机构的移动部6在升降减速电机5的作用下,带动出料机构9沿着上下升降机构立柱座1上的升降丝杠3的设置方向运动,直至导管42的z轴起点位置;t5.导管沿着z轴移动找基准点:1)、在纵向旋转减速电机14的作用下,纵向旋转移动机构7沿着纵向旋转轴15旋转,旋转角度为0~110
°
,导管42移动到石英坩埚模具10的内壁上方;2)、上下升降机构的移动部6在升降减速电机5的作用下,带动出料机构9沿着上下升降机构立柱座1上的升降丝杠3的设置方向运动,直至导管42与石英坩埚模具10的顶面接触,此处为导管42与石英坩埚模具10在z轴相对位置的基准点;t6.导管回到程序设定的起点:plc控制器分别控制升降减速电机5、纵向旋转减速电机14、纵向减速电机18、横向减速电机27带动导管42运动到程序设定的起点。
31.本发明采用plc控制器对自动加砂装置3个方向的移动轴和1个方向的旋转轴进行驱动控制,可在一定范围内实现移动和旋转,工艺合理,适用范围比较广,提高了工作效率。
32.具体实施时,所有的电机都用钣金保护起来,拖链使用全封闭金属拖链,丝杠上使用伸缩防护套保护,电缆使用金属钣金保护,不裸露在外面,能在高温环境下使用。
33.以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1