一种光纤预制棒烧结工艺自动化供气装置及其控制方法与流程
1.本发明涉及一种烧结工艺自动化供气装置及其控制方法,尤其涉及一种光纤预制棒烧结工艺自动化供气装置及其控制方法,属于自动化生产设备,主要适应于光纤预制棒烧结生产工艺。
背景技术:
2.在光纤预制棒生产当中,烧结工艺直接与光纤产品的品质相关,其过程中气体的控制影响着产品的折射率。因产品的折射率严重影响着光纤产品的应用性能,故光纤产品的折射率是光纤的最重要指标之一。
3.在当前的生产当中,往往采用经验法或大数据进行预设条件执行生产,智能化控制程度较低,且存在控制不够灵活,待发现问题时往往为时已晚的现象,严重影响生产效率和和成品率。针对目前的情况,有必要开发出一种光纤预制棒烧结工艺自动化供气装置及其控制方法。
技术实现要素:
4.本发明的目的在于,克服现有技术中存在的上述不足,而提供一种操作方便、控制精准,有利于提高良品率的光纤预制棒烧结工艺自动化供气装置及其控制方法。
5.本发明解决上述问题所采用的技术方案是:该光纤预制棒烧结工艺自动化供气装置包括控制模块、输入模块、传感器模块、自动控制阀模组、指示模块、显示模块、电源和移动控制端。其中传感器模块含有用于检测氯气和氦气进气流量的流量传感器以及气体浓度传感器、用于检测光纤预制棒折射率的测试传感装置;控制模块接收到传感器模块传输的各个参数实时检测数据,并结合在固定校正周期内输入的人工随机抽检数据,经过控制模块的分析比对,可将进气浓度进行调节使之达到最佳配比和流量,得到高品质的光纤预制棒产品,提高生产良品率。且该装置能在生产参数异常的情况下进行声光警示,屏幕和移动端显示提醒,起到智能控制监控的作用。
6.该装置的控制模块分别与自动控制阀模组、输入模块、传感器模块、指示模块,显示模块和电源相连接,与移动控制端之间进行网络连接。
7.作为优选,本发明所述控制模块内含有plc控制器,用于分析数据并发出相关控制指令。
8.作为优选,本发明所述输入模块可以选用触摸输入、按键输入中的任意一种,与控制模块相连接,用于输入校正检测数据。
9.作为优选,本发明所述流量传感器分别安装在氯气和氦气进气口,与控制模块相连接,分别用于检测各种气体进口流量,并将流量数据传输至控制模块。
10.作为优选,本发明所述气体浓度传感器包括氯气浓度传感器和氦气浓度传感器,与控制模块相连接,分别用于检测烧结尾气中残留氯气和氦气浓度,并实时将数据传输至控制模块。
11.作为优选,本发明所述折射率传感器安装在光纤预制棒出料口外侧,与控制模块相连接,用于实时检测烧制的光纤预制棒产品的折射率,并实时将数据传输至控制模块。
12.作为优选,本发明所述自动控制阀模组包括氯气和氦气进气管自动控制阀,都与控制模块相连接,用于根据控制模块的指令自动控制调节进气口流量。
13.作为优选,本发明所述指示模块包括3个指示灯,全部与控制模块相连接,分别用于指示氯气和氦气进气情况和生产情况,起到提示的作用。当氯气和氦气流量达到正常时,其对应的指示灯分别呈绿色,当气体的进气浓度未达到正常值时,其对应的指示灯呈红色,提示当前生产条件不具备;当生产过程中各项参数指标达到正常值时,生产情况指示灯呈绿色,当有生产参数指标出现异常时,生产情况指示灯呈红色,提示当前无法进行正常生产。
14.作为优选,本发明所述指示模块安装于与光纤预制棒烧结工艺自动化供气装置配套使用的光纤预制棒烧结设备外壳上。
15.作为优选,本发明所述显示模块为显示屏,与控制模块相连接,用于显示当前各项生产参数及生产情况,方便用户及时查看,起到及时提示的作用。
16.作为优选,本发明所述移动控制端和控制模块配合,可以实时查看显示屏中显示的生产数据,也可以发送指令,再由控制模块控制设备的运行,起到远程监管和远程控制的作用。
17.一种光纤预制棒烧结工艺自动化供气控制方法,其特点在于:接通电源开启设备进行预热,同时开启光纤预制棒烧结工艺自动化供气装置,氯气和氦气从进气口进入;待设备达到预定温度,且炉腔内通气达通气预设时间后开始投料,进入正常生产过程;氯气和氦气流量传感器、氯气浓度传感器和氦气浓度传感器、折射率传感器实时监测并将数据上传至控制模块,操作者在固定校正周期内人工随机抽检,并将人工检测数据上传供控制器进行校正比对;控制模块将多个数据进行分析判断,同时按照预设流程进行正常生产和出料;出料口的折射率传感器实施检测并上传出料光纤预制棒折射率数据至控制模块,当数据出现异常时,如折射率低于正常产品折射率值范围,则控制模块控制生产情况指示灯呈红色,并调整氯气和氦气进气浓度直至折射率至正常范围。
18.当移动端和光纤预制棒烧结工艺自动化供气装置相连接后,移动端能远程控制装置的运行,可远程查看所有生产参数,也可以发出相关控制指令至控制模块,再由控制模块控制执行,如在移动端可以发出停机检修指令,控制设备停止运行。
19.作为优选,本发明所述控制模块在接收和分析数据时,数据不正常时,控制器控制显示模块显示数据提示并进行相应的调节,如氯气进气流量过低,则控制氯气流量指示灯呈红色,控制调节氯气进气管自动控制阀进行流量调节直至正常,当全部进气流量在正常范围内之后,氯气流量指示灯呈绿色。
20.作为优选,本发明所述移动端为智能手机,智能手机内安装有控制光纤预制棒烧结工艺自动化供气装置的app,该app与控制控制模块配合使用,确保手机顺利连接设备对其实现远程实时控制;手机端app内设置设备的开启、运行、调节、临时停机检修功能。手机端能将控制指令信息发送至控制模块,再由控制模块进行控制执行指令,从而实现了远程实时互动。
21.本发明与现有技术相比,具有以下优点和效果:1.采用智能控制系统,实现了光纤
预制棒烧结工艺供气的智能化控制,降低了劳动强度和操作难度;2.所有功能都加入了移动端控制和查看,方便进行远程监管和控制;3.添加了指示灯和显示提示功能,对现场操作起到指导和提示作用;4.增加了产品折射率实时监管,并与生产参数相关联控制,可有效提高生产良品率。
附图说明
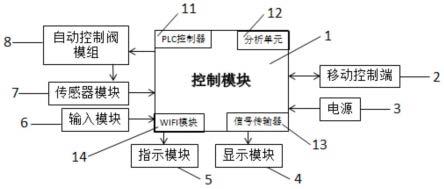
22.图1是本发明实施例中光纤预制棒烧结工艺自动化供气装置的控制部件连接关系结构示意图。
23.图2是本发明实施例中光纤预制棒烧结工艺自动化供气装置的工作流程示意图。
24.图中:1、控制模块;11、plc控制模器;12、分析单元;13、信号传输器;14、wifi模块;2、移动控制端;3、电源;4、显示模块;5、指示模块;6、输入模块;7、传感器模块;8、自动控制阀模组。
具体实施方式
25.下面结合附图并通过实施例对本发明作进一步的详细说明,以下实施例是对本发明的解释而本发明并不局限于以下实施例。
26.实施例
27.参见图1至图2,本实施例中光纤预制棒烧结工艺自动化供气装置包括控制模块1、输入模块6、传感器模块7、自动控制阀模组8、指示模块5、显示模块4、电源3和移动控制端2,其中控制模块1内部设置有plc控制模器11、分析单元12、信号传输器13和wifi模块14。
28.本实施例中的传感器模块7包括2个分别安装在氯气和氦气进气管内的流量传感器、2个安装在烧结尾气排气管内的氯气和氦气浓度传感器和安装在出料口末端的折射率传感器。自动控制阀模组8包括2个分别安装在氯气和氦气进气管末端的自动控制阀,指示模块5包括3个分别指示氯气、氦气进气情况和生产情况的指示灯。
29.本实施例中的控制模块1别与自动控制阀模组8、输入模块6、传感器模块7、指示模块5,显示模块4和电源3相连接,与移动控制端2之间进行网络连接。
30.本实施例中光纤预制棒烧结工艺自动化供气装置的控制方法如下:接通电源3开启设备进行预热,同时开启光纤预制棒烧结工艺自动化供气装置,氯气和氦气从进气口进入,二者的进气流量比例为he/cl2=120;待设备达到1500℃,且炉腔内通气时间达30min后开始投料,进入正常生产过程;氯气和氦气流量传感器、氯气浓度传感器和氦气浓度传感器、折射率传感器实时检测并将数据上传至控制模块,操作者在24h内随机抽取样品进行人工检测,并将检测结果上传作为校正检测数据供比对;控制模块将多个数据进行分析判断,当数据不正常时,控制显示模块进行显示提示并对流量自动控制阀模组进行相应的调节,如氯气进气流量过低,则氯气流量指示灯呈红色,氯气进气管自动控制阀打开进行流量调节直至正常,当全部进气流量在正常范围内之后,氯气流量指示灯呈绿色,同时按照预设流程进行正常生产和出料;出料口的折射率传感器实时检测并上传出料光纤预制棒折射率数据至控制模块,当数据出现异常时,如常规的芯层掺锗预制棒,相对折射率为0.27,低于产品正常相对折射率0.32%-0.36%的范围,则控制模块控制生产情况指示灯呈红色,并调整氯气和氦气进气浓度直至0.32%-0.36%相对折射率值正常范围内。
31.当移动控制端2和光纤预制棒烧结工艺自动化供气装置相连接后,移动控制端2能远程控制装置的运行及所有功能,可远程查看所有生产参数,也可以发出相关控制指令至控制模块,再由控制模块控制执行,如在移动端可以发出停机检修指令,控制设备停止运行。
32.本实施例中的移动端为智能手机,智能手机内安装有控制光纤预制棒烧结工艺自动化供气装置的app,该app与控制控制模块1配合使用,确保手机顺利连接设备对其实现远程实时控制;手机端app内设置设备的开启、运行、调节、临时停机检修功能。手机端能将控制指令信息发送至控制模块,再由控制模块进行控制执行指令,从而实现了远程实时互动。
33.本实施例中烧结工艺的预定温度范围为1500-2000℃;通气预设时间范围为20-60min;校正周期内范围为1-72h;产品相对折射率值范围为0.290%-0.370%。
34.此外,需要说明的是,本说明书中所描述的具体实施例,其零、部件的形状、所取名称等可以不同,本说明书中所描述的以上内容仅仅是对本发明结构所作的举例说明。凡依据本发明专利构思所述的构造、特征及原理所做的等效变化或者简单变化,均包括于本发明专利的保护范围内。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1