一种高导热耐磨材料及其破碎研磨工艺的制作方法
1.本发明涉及破碎研磨装置技术领域,尤其涉及一种高导热耐磨材料及其破碎研磨工艺。
背景技术:
2.目前还原炉、焦炉、石油焦煅烧炉等隔焰加热的工业窑炉的主体耐火材料多选用高铝砖、硅砖等。工业窑炉用的主体耐火材料材料的耐磨性能取决于材料的用料和致密性能,在制备耐火材料时往往需要将原料研磨成粉。
3.公告号为cn107029861a的发明公开了一种矿用破碎研磨装置,包括运送腔,运输腔右端下侧设有排料口,排料口下侧设有粉碎研磨腔,粉碎研磨腔上侧设有粉碎腔,粉碎腔下侧设有筛选网,筛选网下侧左右两端设有振动器,筛选网下侧设有导流板,导流板中部左右两端设有排料管,排料管下端外侧设有研磨腔,研磨腔下侧设有出料管,粉碎研磨腔右侧下端设有电控箱,粉碎研磨腔下侧四角设有支撑腿,支撑腿下侧设有连接板,连接板下端设有若干个连接杆,连接杆外部设有复位弹簧,连接板下侧外端设有橡胶垫,橡胶垫下侧设有底板。本发明通过运输转轴、粉碎转轴、筛选装置、研磨装置和减振装置的设置,可以有效地方便了煤炭的运输、粉碎和研磨,太盖了工作效率,减少了振动。
4.上述技术中仍存在以下不足之处:1、在对物料破碎后,通过研磨辊对物料进行研磨,只能够进行一次研磨,进而在研磨后,进而物料中存在大颗粒原料,研磨精度不足;2、研磨后,无法对大颗粒原料进行回收重复研磨,导致后期原料颗粒大小不一影响后期原料的加工使用;3、在研磨的过程中研磨轮上沾染有原料的粉末,随着研磨的持续,粉末逐渐凝结在研磨轮上,进而在后期研磨过程中粉末的凝结块影响原料的研磨精度。
5.针对上述问题,本发明文件提出了一种高导热耐磨材料的破碎研磨装置及研磨工艺。
技术实现要素:
6.本发明提供了一种高导热耐磨材料的破碎研磨装置及研磨工艺,解决了现有技术中只能够进行一次研磨,研磨精度不足,无法对大、小颗粒原料筛分以及重复研磨,粉末凝结在研磨轮上的缺点。
7.本发明提供了如下技术方案:一种高导热耐磨材料,由如下重量份的原料加工制备而成:锆刚玉细粉17-25重量份、纳米氮化铝9-13重量份、石墨烯3-6重量份、碳化硅23-26重量份、氧化锆细粉8-16重量份、纯铝酸钙水泥5-9重量份、氧化铝细粉3-7重量份、炭黑3-6重量份、结合剂4-8重量份、氮化钛1-3重量份、二氧化锆6-8重量份;该高导热耐磨材料的制备方法为:
s1、将纳米氮化铝、石墨烯、碳化硅、炭黑、氮化钛和二氧化锆在破碎研磨装置中研磨成粉,得混合粉末a;s2、将锆刚玉细粉、氧化锆细粉、纯铝酸钙水泥和氧化铝细粉进行均匀混合搅拌,得到混合物料b;s3、将步骤s1和s2中的混合粉末a与混合物料b进行均匀搅拌,接着加入结合剂使其成型,然后进行干燥得到胚料c;s4、将步骤s3中的胚料c放入真空气氛烧结炉中,在1500~1900
°
c温度下保温烧结40~50min,烧结后冷却至室温,得复合耐磨材料。
8.在一种可能的设计中,所述步骤s1中,将纳米氮化铝、石墨烯、碳化硅、炭黑、氮化钛和二氧化锆投入到破碎研磨装置中进行混合研磨,研磨20~35min后过200~320目筛,得混合粉末a,备用。
9.在一种可能的设计中,所述步骤s2中,首先将锆刚玉细粉、氧化锆细粉和氧化铝细粉投入搅拌装置中进行匀速搅拌,在搅拌过程中定时定量的向搅拌装置加入纯铝酸钙水泥,能够使刚玉细粉、氧化锆细粉、纯铝酸钙水泥和氧化铝细粉充分混合,得到混合物料b。
10.在一种可能的设计中,所述结合剂为环氧树脂或新酚树脂。
11.在一种可能的设计中,所述步骤s3中,将步骤s1和s2中的混合粉末a与混合物料b在搅拌装置中进行均匀搅拌,待混合均与后添加结合剂,使其成型,然后对成型的物料进行加热、干燥得到胚料c。
12.一种高导热耐磨材料的破碎研磨装置,用于加工如上述的高导热耐磨材料,所述步骤s1中的破碎研磨装置具有外壳,外壳的顶部内壁固定连接有固定轴,所述外壳的底部内壁转动连接有转动轴,所述外壳内设有第一研磨槽和第二研磨槽,所述外壳内设有与第一研磨槽相连通的引导槽;研磨组件,设置在转动轴的顶端用于对原料进行研磨;反料组件,设置在外壳的底部内壁用于将大颗粒原料回收重复研磨。
13.在一种可能的设计中,所述研磨组件包括固定连接在转动轴顶端的第二转盘,所述固定轴的外壁转动套设有第一转盘,所述第一转盘的顶部固定连接有导流板,所述固定轴的底端与第二转盘的顶部转动连接,所述第一转盘和第二转盘相互靠近的一侧分别固定连接有第一伞齿环和第二伞齿环,所述固定轴的一侧转动连接有连接杆,所述连接杆远离固定轴的一端固定连接有第一伞齿轮,且第一伞齿轮位于第一转盘和第二转盘之间,所述第一伞齿轮分别与第一伞齿环和第二伞齿环相啮合,所述第一转盘内转动连接有多个第一转轴,所述第一转轴的外壁固定套设有延伸至第一研磨槽内的第一研磨轮,所述第一转轴的底端转动贯穿第一转盘并固定连接有第一齿轮,所述外壳内固定连接有与第一齿轮相啮合的内齿环,所述第二转盘内转动连接有多个第二转轴,所述第二转轴的外壁固定套设有延伸至第二研磨槽内的第二研磨轮,所述第二转轴的顶端转动贯穿第二转盘并固定连接有第二齿轮,且第二齿轮与内齿环相啮合,所述第一研磨槽的底部内壁设有多个与第二研磨槽相连通的通孔,所述通孔内设有第一筛板,且第一筛板的顶部与第一研磨槽的底部内壁相齐平,所述第二研磨槽的底部内壁设有多个与外壳相连通的斜孔,所述斜孔内设有第二筛板,且第二筛板的顶部与第二研磨槽的底部内壁相齐平,所述外壳的顶部设有进料口,所述外壳的一侧设有出料口,且第二研磨轮的直径略大于第一研磨轮的直径。
14.在一种可能的设计中,所述反料组件包括固定连接在外壳底部内壁的隔板,所述外壳内设有驱动电机,所述驱动电机的输出轴与转动轴的底端固定连接,所述外壳内固定连接有位于第二转盘下方的圆形筛板,且转动轴的顶端转动贯穿圆形筛板,所述圆形筛板的一侧设有位于隔板上方的圆孔,所述隔板内转动贯穿有转动杆,所述转动杆远离转动轴的一端固定连接有风扇,所述转动轴的外壁固定套设有第三伞齿环,所述转动轴的外壁转动套设防护罩,且防护罩固定连接在外壳的底部内壁,所述转动杆靠近转动轴的一端延伸至防护罩内并固定连接有第二伞齿轮,且第二伞齿轮与第三伞齿环相啮合,所述外壳内设有相连通的返流道,且返流道的顶端与第一研磨槽相连通。
15.在一种可能的设计中,所述外壳的顶部固定连接有进液管,所述导流板的顶部固定连接有多个上搅拌板,所述第二转盘的底部固定连接有多个下搅拌板,所述外壳的底部设有多个排液孔,通过进液管向外壳内注入洗涤液,启动驱动电机驱动转动轴转动,转动轴带动第二转盘和下搅拌板转动,第二转盘通过第一伞齿环、第二伞齿环和连接杆的配合带动第一转盘和上搅拌板进行反向转动,进而外壳内上层液体与下层液体在上搅拌板和下搅拌板的作用下出现相向旋转,且风扇还能够将液体推入返流道中,进而能够对外壳的内壁无死角的进行高效清洁,防止外壳内壁死角残留有原料粉末影响后期其他材料的研磨,所述第一研磨槽和第二研磨槽的一侧内壁均设有滑动槽,所述滑动槽内滑动连接有u型架,所述u型架远离第二研磨轮的一侧转动连接有螺纹贯穿外壳的螺杆,所述u型架内转动连接有第三转轴,所述第三转轴的外壁固定套设有圆柱块,所述圆柱块的外壁固定连接有多个用于对第二研磨轮外壁进行刮尘的刮刀,所述第三转轴的外壁固定套设有第一直齿轮,所述外壳内设有空腔,且空腔位于两个滑动槽之间,所述连接杆远离第一伞齿轮的一端延伸至空腔内并固定连接有第二锥齿轮,所述空腔的顶部内壁与底部内壁均转动连接有转杆,两个所述转杆相互靠近的一侧均固定连接有与第二锥齿轮相啮合的第一锥齿轮,所述转杆远离第一锥齿轮的一端延伸至滑动槽内并固定连接有第二直齿轮,且第二直齿轮与第一直齿轮相啮合,在第二研磨轮和第一研磨轮对原料进行研磨时,原料粉末在第二研磨轮和第一研磨轮的作用下黏着在第二研磨轮和第一研磨轮的外壁,转动螺杆,螺杆推动u型架向中间移动,直至刮刀与第二研磨轮和第一研磨轮相碰触,此时第一直齿轮与第二直齿轮相啮合,由于此前第二伞齿环带动第一伞齿轮转动,第一伞齿轮通过连接杆带动第二锥齿轮转动,第二锥齿轮通过第一锥齿轮和转杆带动第二直齿轮转动,第二直齿轮通过第一直齿轮带动第三转轴、圆柱块和刮刀转动,进而上下两个圆柱块带动相应的刮刀分别与第一研磨轮和第二研磨轮相反的转动方向转动,进而能够对第一研磨轮和第二研磨轮外壁粘着的粉末刮除,防止粘着的粉末影响后期的研磨精度。
16.所述一种高导热耐磨材料的破碎研磨装置的研磨工艺,包括以下步骤:s1、将原料通过进料口投入到外壳内,启动驱动电机,驱动电机驱动转动轴转动,转动轴带动第二转盘转动,第二转盘带动第二伞齿环转动,第二伞齿环与第一伞齿轮相啮合,第二伞齿环通过第一伞齿轮带动第一伞齿环和第一转盘以固定轴为圆心转动,进而第一转盘和第二转盘开始进行相反方向转动;s2、随着第一转盘带动导流板转动,落在导流板上的原料经过导流板斜面的导向流入第一研磨槽中,且第一转盘带动第一转轴转动时,下搅拌板与内齿环相啮合,进而随着第一转盘的转动,第一研磨轮在第一齿轮和内齿环的配合下同样进行转动,从而对进入第
一研磨槽内的原料进行初步研磨;s3、初步研磨后的原料经过第一筛板的筛选通过通孔进入第二研磨槽中,由于第二转盘同样进行转动,且第二转盘与第一转盘是方向相反转动,进而第二研磨轮在内齿环和第二齿轮的作用下进行转动,而第二研磨轮与第一研磨轮的转动方向相反,因此第二研磨轮对第二研磨槽内的原料进行进一步的研磨;s4、经过第二研磨轮的二次研磨后,原料经过第二筛板的筛选进入斜孔中并落在圆形筛板上,圆形筛板对原料进行筛选,颗粒小的原料通过圆形筛板内的筛孔,颗粒大的原料随着圆形筛板的倾斜角度向隔板方向滚落,直至大颗粒原料通过圆孔落在外壳的底部内壁,且转动轴在带动第二转盘转动时同样带动第三伞齿环转动,第三伞齿环通过第二伞齿轮带动转动杆和风扇转动,风扇产生风力能够将落在外壳底部内壁的大颗粒原料吹入返流道中,大颗粒原料通过返流道重新进入第一研磨槽中再次进行研磨,防止原料研磨成粉后仍存在较大颗粒影响后期的高导热耐磨材料的制备;s5、在第二研磨轮和第一研磨轮对原料进行研磨时,原料粉末在第二研磨轮和第一研磨轮的作用下黏着在第二研磨轮和第一研磨轮的外壁,转动螺杆,螺杆推动u型架向中间移动,直至刮刀与第二研磨轮和第一研磨轮相碰触,此时第一直齿轮与第二直齿轮相啮合,由于此前第二伞齿环带动第一伞齿轮转动,第一伞齿轮通过连接杆带动第二锥齿轮转动,第二锥齿轮通过第一锥齿轮和转杆带动第二直齿轮转动,第二直齿轮通过第一直齿轮带动第三转轴、圆柱块和刮刀转动,进而上下两个圆柱块带动相应的刮刀分别与第一研磨轮和第二研磨轮相反的转动方向转动,进而能够对第一研磨轮和第二研磨轮外壁粘着的粉末刮除,防止粘着的粉末影响后期的研磨精度;s6、当原料研磨结束后,将原料通过出料口出料口从外壳内取出,接着封闭出料口,通过进液管向外壳内注入洗涤液,启动驱动电机驱动转动轴转动,转动轴带动第二转盘和下搅拌板转动,第二转盘通过第一伞齿环、第二伞齿环和连接杆的配合带动第一转盘和上搅拌板进行反向转动,进而外壳内上层液体与下层液体在上搅拌板和下搅拌板的作用下出现相向旋转,且风扇还能够将液体推入返流道中,进而能够对外壳的内壁无死角的进行高效清洁,防止外壳内壁死角残留有原料粉末影响后期其他材料的研磨应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本发明。
17.本发明中,所述第一转盘内转动连接有多个第一转轴,所述第一转轴的外壁固定套设有第一研磨轮,所述第一转轴的底端固定连接有与内齿环相啮合的第一齿轮,所述第二转盘内转动连接有多个第二转轴,所述第二转轴的外壁固定套设有第二研磨轮,所述第二转轴的顶端固定连接有与内齿环相啮合的第二齿轮,在第二转盘和第一转盘进行相向转动时,第二齿轮和第一齿轮在内齿环的转动同样能够进行相反方向转动,从而能够通过第一研磨轮和第二研磨轮进行两次研磨,进而能够研磨的更加精细;本发明中,所述隔板内转动贯穿有转动杆,所述转动杆远离转动轴的一端固定连接有风扇,所述转动轴的外壁固定套设有第三伞齿环,所述转动杆靠近转动轴的一端固定连接有第二伞齿轮,且第二伞齿轮与第三伞齿环相啮合,在驱动电机驱动转动轴转动用于对原料进行研磨时,转动轴能够通过第三伞齿环和第二伞齿轮的配合带动风扇转动,从而风扇能够将大颗粒的原料重新吹入第一研磨槽中再次进行研磨,进而能够避免研磨后的原
料中仍存在大颗粒原料影响后期的使用;本发明中,所述外壳内固定连接有位于第二转盘下方的圆形筛板,且转动轴的顶端转动贯穿圆形筛板,所述圆形筛板的一侧设有位于隔板上方的圆孔,通过圆形筛板对研磨后的原料进行筛分,颗粒较大的原料通过圆孔落在外壳的底部内壁,而风扇产生风力能够将落在外壳底部内壁的大颗粒原料吹入返流道中,大颗粒原料通过返流道重新进入第一研磨槽中再次进行研磨,防止原料研磨成粉后仍存在较大颗粒影响后期的高导热耐磨材料的制备;本发明中,所述外壳的底部内壁固定连接有位于圆形筛板下方的隔板,所述转动轴的外壁转动套设防护罩,且防护罩固定连接在外壳的底部内壁,当大颗粒原料通过圆孔落在外壳底部内壁时,大颗粒原料刚好位于风扇和隔板远离转动轴的一侧,进而风扇能够将大颗粒原料吹走,且隔板能够对大颗粒原料与小颗粒原料进行分割,另外防护罩的顶部呈斜面,进而能够使小颗粒原料顺着下面落在外壳底部内壁。
18.本发明中,所述连接杆的一端延伸至空腔内并固定连接有第二锥齿轮,所述空腔的顶部内壁与底部内壁均转动连接有转杆,两个所述转杆相互靠近的一侧均固定连接有与第二锥齿轮相啮合的第一锥齿轮,所述转杆的另一端延固定连接有第一直齿轮相啮合的第二直齿轮,通过第二研磨轮的转动带动连接杆转动,连接杆通过第二锥齿轮与第一锥齿轮的啮合带动圆柱块转动,上下两个圆柱块带动相应的刮刀分别与第一研磨轮和第二研磨轮相反的转动方向转动,进而能够对第一研磨轮和第二研磨轮外壁粘着的粉末刮除,防止粘着的粉末影响后期的研磨精度。
19.本发明中,通过启动驱动电机驱动转动轴和第二转盘转动,第二转盘能够带动第一转盘进行相反方向转动,进而在第二转盘和第一转盘转动时带动第二研磨轮和第一研磨轮进行转动,从而能够对原料进行双重分级研磨,从而能够增加研磨的精度,另外通过圆形筛板对原料的筛选,能够将大颗粒原料回收重复研磨,防止研磨后的原料粉末中仍存在大颗粒原料。
附图说明
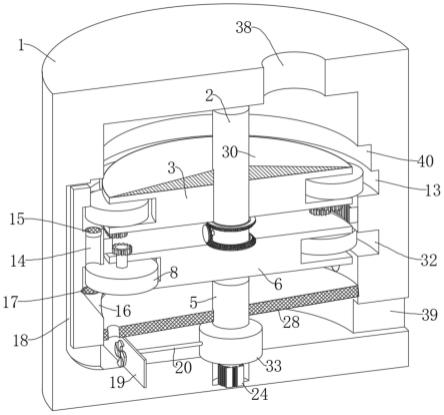
20.图1为本发明实施例所提供的一种高导热耐磨材料的破碎研磨装置的三维剖视结构示意图;图2为本发明实施例所提供的一种高导热耐磨材料的破碎研磨装置的外壳的三维剖视结构示意图;图3为本发明实施例所提供的一种高导热耐磨材料的破碎研磨装置的圆形筛板和导流板的三维剖视结构示意图;图4为本发明实施例所提供的一种高导热耐磨材料的破碎研磨装置的研磨组件的三维爆炸结构示意图;图5为本发明实施例所提供的一种高导热耐磨材料的破碎研磨装置的第一转盘的三维剖视结构示意图;图6为本发明实施例所提供的一种高导热耐磨材料的破碎研磨装置的第二转盘的三维剖视结构示意图;图7为本发明实施例所提供的一种高导热耐磨材料的破碎研磨装置的反料组件的
三维剖视结构示意图;图8为实施例二中本发明实施例所提供的一种高导热耐磨材料的破碎研磨装置的主视剖视结构示意图;图9为实施例二中本发明实施例所提供的一种高导热耐磨材料的破碎研磨装置的a处放大结构示意图;图10为实施例二中本发明实施例所提供的一种高导热耐磨材料的破碎研磨装置的b-b方向剖视结构示意图;图11为实施例二中本发明实施例所提供的一种高导热耐磨材料的破碎研磨装置的c处放大结构示意图。
21.附图标记:1、外壳;2、固定轴;3、第一转盘;4、第一转轴;5、转动轴;6、第二转盘;7、第二转轴;8、第二研磨轮;9、第一伞齿环;10、第二伞齿环;11、连接杆;12、第一伞齿轮;13、第一研磨槽;14、通孔;15、第一筛板;16、斜孔;17、第二筛板;18、返流道;19、隔板;20、转动杆;21、风扇;22、第三伞齿环;23、第二伞齿轮;24、驱动电机;25、内齿环;26、第一齿轮;27、第二齿轮;28、圆形筛板;29、圆孔;30、导流板;31、第一研磨轮;32、第二研磨槽;33、防护罩;34、进液管;35、上搅拌板;36、下搅拌板;37、排液孔;38、进料口;39、出料口;40、引导槽;41、滑动槽;42、u型架;43、螺杆;44、第三转轴;45、圆柱块;46、刮刀;47、第一直齿轮;48、空腔;49、转杆;50、第二直齿轮;51、第一锥齿轮;52、第二锥齿轮。
具体实施方式
22.下面结合本发明实施例中的附图对本发明实施例进行描述。
23.在本发明实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语、“连接”、“安装”应做广义理解,例如,“连接”可以是可拆卸地连接,也可以是不可拆卸地连接;可以是直接连接,也可以通过中间媒介间接连接。此外“连通”可以是直接连通,也可以通过中间媒介间接连通。其中,“固定”是指彼此连接且连接后的相对位置关系不变。本发明实施例中所提到的方位用语,例如,“内”、“外”、“顶”、“底”等,仅是参考附图的方向,因此,使用的方位用语是为了更好、更清楚地说明及理解本发明实施例,而不是指示或暗指所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明实施例的限制。
24.本发明实施例中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
25.实施例1本实施例的高导热耐磨材料,由如下重量份的原料加工制备而成:锆刚玉细粉17重量份、纳米氮化铝9重量份、石墨烯3重量份、碳化硅23重量份、氧化锆细粉86重量份、纯铝酸钙水泥5重量份、氧化铝细粉3重量份、炭黑3重量份、结合剂4重量份、氮化钛1重量份、二氧化锆6重量份;该高导热耐磨材料的制备方法为:s1、将纳米氮化铝、石墨烯、碳化硅、炭黑、氮化钛和二氧化锆在破碎研磨装置中研
磨成粉,得混合粉末a;s2、将锆刚玉细粉、氧化锆细粉、纯铝酸钙水泥和氧化铝细粉进行均匀混合搅拌,得到混合物料b;s3、将步骤s1和s2中的混合粉末a与混合物料b进行均匀搅拌,接着加入结合剂使其成型,然后进行干燥得到胚料c;s4、将步骤s3中的胚料c放入真空气氛烧结炉中,在1600
°
c温度下保温烧结45min,烧结后冷却至室温,得复合耐磨材料。
26.步骤s1中,将纳米氮化铝、石墨烯、碳化硅、炭黑、氮化钛和二氧化锆投入到破碎研磨装置中进行混合研磨,研磨30min后过300目筛,得混合粉末a,备用。
27.结合剂为环氧树脂或新酚树脂。
28.步骤s2中,首先将锆刚玉细粉、氧化锆细粉和氧化铝细粉投入搅拌装置中进行匀速搅拌,在搅拌过程中定时定量的向搅拌装置加入纯铝酸钙水泥,能够使刚玉细粉、氧化锆细粉、纯铝酸钙水泥和氧化铝细粉充分混合,得到混合物料b。
29.步骤s3中,将步骤s1和s2中的混合粉末a与混合物料b在搅拌装置中进行均匀搅拌,待混合均与后添加结合剂,使其成型,然后对成型的物料进行加热、干燥得到胚料c。
30.参照图3、图4、图5和图6,本实施例的高导热耐磨材料的破碎研磨装置,用于加工如上述的高导热耐磨材料,步骤s1中的破碎研磨装置具有外壳1,外壳1的顶部内壁通过螺栓固定连接有固定轴2,外壳1的底部内壁转动连接有转动轴5,外壳1内设有第一研磨槽13和第二研磨槽32,外壳1内设有与第一研磨槽13相连通的引导槽40,研磨组件,设置在转动轴5的顶端用于对原料进行研磨,反料组件,设置在外壳1的底部内壁用于将大颗粒原料回收重复研磨。
31.参照图1和图2,研磨组件包括通过螺栓固定连接在转动轴5顶端的第二转盘6,固定轴2的外壁转动套设有第一转盘3,第一转盘3的顶部通过螺栓固定连接有导流板30,固定轴2的底端与第二转盘6的顶部转动连接,第一转盘3和第二转盘6相互靠近的一侧分别固定连接有第一伞齿环9和第二伞齿环10,固定轴2的一侧转动连接有连接杆11,连接杆11远离固定轴2的一端固定连接有第一伞齿轮12,且第一伞齿轮12位于第一转盘3和第二转盘6之间,第一伞齿轮12分别与第一伞齿环9和第二伞齿环10相啮合,第一转盘3内转动连接有多个第一转轴4,第一转轴4的外壁固定套设有延伸至第一研磨槽13内的第一研磨轮31,第一转轴4的底端转动贯穿第一转盘3并固定连接有第一齿轮26,外壳1内通过螺栓固定连接有与第一齿轮26相啮合的内齿环25,第二转盘6内转动连接有多个第二转轴7,第二转轴7的外壁固定套设有延伸至第二研磨槽32内的第二研磨轮8,第二转轴7的顶端转动贯穿第二转盘6并固定连接有第二齿轮27,且第二齿轮27与内齿环25相啮合,第一研磨槽13的底部内壁设有多个与第二研磨槽32相连通的通孔14,通孔14内设有第一筛板15,且第一筛板15的顶部与第一研磨槽13的底部内壁相齐平,第二研磨槽32的底部内壁设有多个与外壳1相连通的斜孔16,斜孔16内设有第二筛板17,且第二筛板17的顶部与第二研磨槽32的底部内壁相齐平,外壳1的顶部设有进料口38,外壳1的一侧设有出料口39,且第二研磨轮8的直径略大于第一研磨轮31的直径,在第二转盘6和第一转盘3进行相向转动时,第二齿轮27和第一齿轮26在内齿环25的转动同样能够进行相反方向转动,从而能够通过第一研磨轮31和第二研磨轮8进行两次研磨,进而能够研磨的更加精细。
32.参照图1和图7,反料组件包括通过螺栓固定连接在外壳1底部内壁的隔板19,外壳1内设有通过螺栓驱动电机24,驱动电机24的输出轴与转动轴5的底端通过联轴器固定连接,外壳1内通过螺栓固定连接有位于第二转盘6下方的圆形筛板28,且转动轴5的顶端转动贯穿圆形筛板28,圆形筛板28的一侧设有位于隔板19上方的圆孔29,隔板19内转动贯穿有转动杆20,转动杆20远离转动轴5的一端通过螺栓固定连接有风扇21,转动轴5的外壁固定套设有第三伞齿环22,转动轴5的外壁转动套设防护罩33,且防护罩33通过螺栓固定连接在外壳1的底部内壁,转动杆20靠近转动轴5的一端延伸至防护罩33内并固定连接有第二伞齿轮23,且第二伞齿轮23与第三伞齿环22相啮合,外壳1内设有相连通的返流道18,且返流道18的顶端与第一研磨槽13相连通,在驱动电机24驱动转动轴5转动用于对原料进行研磨时,转动轴5能够通过第三伞齿环22和第二伞齿轮23的配合带动风扇21转动,从而风扇21能够将大颗粒的原料重新吹入第一研磨槽13中再次进行研磨,进而能够避免研磨后的原料中仍存在大颗粒原料影响后期的使用。
33.实施例2本实施例的高导热耐磨材料,由如下重量份的原料加工制备而成:锆刚玉细粉22重量份、纳米氮化铝10重量份、石墨烯6重量份、碳化硅26重量份、氧化锆细粉15重量份、纯铝酸钙水泥7重量份、氧化铝细粉6重量份、炭黑6重量份、结合剂7重量份、氮化钛2重量份、二氧化锆7重量份;该高导热耐磨材料的制备方法为:s1、将纳米氮化铝、石墨烯、碳化硅、炭黑、氮化钛和二氧化锆在破碎研磨装置中研磨成粉,得混合粉末a;s2、将锆刚玉细粉、氧化锆细粉、纯铝酸钙水泥和氧化铝细粉进行均匀混合搅拌,得到混合物料b;s3、将步骤s1和s2中的混合粉末a与混合物料b进行均匀搅拌,接着加入结合剂使其成型,然后进行干燥得到胚料c;s4、将步骤s3中的胚料c放入真空气氛烧结炉中,在1750
°
c温度下保温烧结49min,烧结后冷却至室温,得复合耐磨材料。
34.步骤s1中,将纳米氮化铝、石墨烯、碳化硅、炭黑、氮化钛和二氧化锆投入到破碎研磨装置中进行混合研磨,研磨33min后过310目筛,得混合粉末a,备用。
35.结合剂为环氧树脂或新酚树脂。
36.步骤s2中,首先将锆刚玉细粉、氧化锆细粉和氧化铝细粉投入搅拌装置中进行匀速搅拌,在搅拌过程中定时定量的向搅拌装置加入纯铝酸钙水泥,能够使刚玉细粉、氧化锆细粉、纯铝酸钙水泥和氧化铝细粉充分混合,得到混合物料b。
37.步骤s3中,将步骤s1和s2中的混合粉末a与混合物料b在搅拌装置中进行均匀搅拌,待混合均与后添加结合剂,使其成型,然后对成型的物料进行加热、干燥得到胚料c。
38.参照图3、图4、图5和图6,本实施例的高导热耐磨材料的破碎研磨装置,用于加工如上述的高导热耐磨材料,步骤s1中的破碎研磨装置具有外壳1,外壳1的顶部内壁通过螺栓固定连接有固定轴2,外壳1的底部内壁转动连接有转动轴5,外壳1内设有第一研磨槽13和第二研磨槽32,外壳1内设有与第一研磨槽13相连通的引导槽40,研磨组件,设置在转动轴5的顶端用于对原料进行研磨,反料组件,设置在外壳1的底部内壁用于将大颗粒原料回
收重复研磨。
39.参照图1和图2,研磨组件包括通过螺栓固定连接在转动轴5顶端的第二转盘6,固定轴2的外壁转动套设有第一转盘3,第一转盘3的顶部通过螺栓固定连接有导流板30,固定轴2的底端与第二转盘6的顶部转动连接,第一转盘3和第二转盘6相互靠近的一侧分别固定连接有第一伞齿环9和第二伞齿环10,固定轴2的一侧转动连接有连接杆11,连接杆11远离固定轴2的一端固定连接有第一伞齿轮12,且第一伞齿轮12位于第一转盘3和第二转盘6之间,第一伞齿轮12分别与第一伞齿环9和第二伞齿环10相啮合,第一转盘3内转动连接有多个第一转轴4,第一转轴4的外壁固定套设有延伸至第一研磨槽13内的第一研磨轮31,第一转轴4的底端转动贯穿第一转盘3并固定连接有第一齿轮26,外壳1内通过螺栓固定连接有与第一齿轮26相啮合的内齿环25,第二转盘6内转动连接有多个第二转轴7,第二转轴7的外壁固定套设有延伸至第二研磨槽32内的第二研磨轮8,第二转轴7的顶端转动贯穿第二转盘6并固定连接有第二齿轮27,且第二齿轮27与内齿环25相啮合,第一研磨槽13的底部内壁设有多个与第二研磨槽32相连通的通孔14,通孔14内设有第一筛板15,且第一筛板15的顶部与第一研磨槽13的底部内壁相齐平,第二研磨槽32的底部内壁设有多个与外壳1相连通的斜孔16,斜孔16内设有第二筛板17,且第二筛板17的顶部与第二研磨槽32的底部内壁相齐平,外壳1的顶部设有进料口38,外壳1的一侧设有出料口39,且第二研磨轮8的直径略大于第一研磨轮31的直径,在第二转盘6和第一转盘3进行相向转动时,第二齿轮27和第一齿轮26在内齿环25的转动同样能够进行相反方向转动,从而能够通过第一研磨轮31和第二研磨轮8进行两次研磨,进而能够研磨的更加精细。
40.参照图1和图7,反料组件包括通过螺栓固定连接在外壳1底部内壁的隔板19,外壳1内设有通过螺栓驱动电机24,驱动电机24的输出轴与转动轴5的底端通过联轴器固定连接,外壳1内通过螺栓固定连接有位于第二转盘6下方的圆形筛板28,且转动轴5的顶端转动贯穿圆形筛板28,圆形筛板28的一侧设有位于隔板19上方的圆孔29,隔板19内转动贯穿有转动杆20,转动杆20远离转动轴5的一端通过螺栓固定连接有风扇21,转动轴5的外壁固定套设有第三伞齿环22,转动轴5的外壁转动套设防护罩33,且防护罩33通过螺栓固定连接在外壳1的底部内壁,转动杆20靠近转动轴5的一端延伸至防护罩33内并固定连接有第二伞齿轮23,且第二伞齿轮23与第三伞齿环22相啮合,外壳1内设有相连通的返流道18,且返流道18的顶端与第一研磨槽13相连通,在驱动电机24驱动转动轴5转动用于对原料进行研磨时,转动轴5能够通过第三伞齿环22和第二伞齿轮23的配合带动风扇21转动,从而风扇21能够将大颗粒的原料重新吹入第一研磨槽13中再次进行研磨,进而能够避免研磨后的原料中仍存在大颗粒原料影响后期的使用。
41.参照图8,外壳1的顶部通过螺栓固定连接有进液管34,导流板30的顶部通过螺栓固定连接有多个上搅拌板35,第二转盘6的底部通过螺栓固定连接有多个下搅拌板36,外壳1的底部设有多个排液孔37,通过进液管34向外壳1内注入洗涤液,启动驱动电机24驱动转动轴5转动,转动轴5带动第二转盘6和下搅拌板36转动,第二转盘6通过第一伞齿环9、第二伞齿环10和连接杆11的配合带动第一转盘3和上搅拌板35进行反向转动,进而外壳1内上层液体与下层液体在上搅拌板35和下搅拌板36的作用下出现相向旋转,且风扇21还能够将液体推入返流道18中,进而能够对外壳1的内壁无死角的进行高效清洁,防止外壳1内壁死角残留有原料粉末影响后期其他材料的研磨。
42.参照图8、图9、图10和图11,第一研磨槽13和第二研磨槽32的一侧内壁均设有滑动槽41,滑动槽41内滑动连接有u型架42,u型架42远离第二研磨轮8的一侧转动连接有螺纹贯穿外壳1的螺杆43,u型架42内转动连接有第三转轴44,第三转轴44的外壁固定套设有圆柱块45,圆柱块45的外壁固定连接有多个用于对第二研磨轮8外壁进行刮尘的刮刀46,第三转轴44的外壁固定套设有第一直齿轮47,外壳1内设有空腔48,且空腔48位于两个滑动槽41之间,连接杆11远离第一伞齿轮12的一端延伸至空腔48内并固定连接有第二锥齿轮52,空腔48的顶部内壁与底部内壁均转动连接有转杆49,两个转杆49相互靠近的一侧均固定连接有与第二锥齿轮52相啮合的第一锥齿轮51,转杆49远离第一锥齿轮51的一端延伸至滑动槽41内并固定连接有第二直齿轮50,且第二直齿轮50与第一直齿轮47相啮合,在第二研磨轮8和第一研磨轮31对原料进行研磨时,原料粉末在第二研磨轮8和第一研磨轮31的作用下黏着在第二研磨轮8和第一研磨轮31的外壁,转动螺杆43,螺杆43推动u型架42向中间移动,直至刮刀46与第二研磨轮8和第一研磨轮31相碰触,此时第一直齿轮47与第二直齿轮50相啮合,由于此前第二伞齿环10带动第一伞齿轮12转动,第一伞齿轮12通过连接杆11带动第二锥齿轮52转动,第二锥齿轮52通过第一锥齿轮51和转杆49带动第二直齿轮50转动,第二直齿轮50通过第一直齿轮47带动第三转轴44、圆柱块45和刮刀46转动,进而上下两个圆柱块45带动相应的刮刀46分别与第一研磨轮31和第二研磨轮8相反的转动方向转动,进而能够对第一研磨轮31和第二研磨轮8外壁粘着的粉末刮除,防止粘着的粉末影响后期的研磨精度。
43.一种高导热耐磨材料的破碎研磨装置的研磨工艺,包括以下步骤:s1、将原料通过进料口38投入到外壳1内,启动驱动电机24,驱动电机24驱动转动轴5转动,转动轴5带动第二转盘6转动,第二转盘6带动第二伞齿环10转动,第二伞齿环10与第一伞齿轮12相啮合,第二伞齿环10通过第一伞齿轮12带动第一伞齿环9和第一转盘3以固定轴2为圆心转动,进而第一转盘3和第二转盘6开始进行相反方向转动;s2、随着第一转盘3带动导流板30转动,落在导流板30上的原料经过导流板30斜面的导向流入第一研磨槽13中,且第一转盘3带动第一转轴4转动时,下搅拌板36与内齿环25相啮合,进而随着第一转盘3的转动,第一研磨轮31在第一齿轮26和内齿环25的配合下同样进行转动,从而对进入第一研磨槽13内的原料进行初步研磨;s3、初步研磨后的原料经过第一筛板15的筛选通过通孔14进入第二研磨槽32中,由于第二转盘6同样进行转动,且第二转盘6与第一转盘3是方向相反转动,进而第二研磨轮8在内齿环25和第二齿轮27的作用下进行转动,而第二研磨轮8与第一研磨轮31的转动方向相反,因此第二研磨轮8对第二研磨槽32内的原料进行进一步的研磨;s4、经过第二研磨轮8的二次研磨后,原料经过第二筛板17的筛选进入斜孔16中并落在圆形筛板28上,圆形筛板28对原料进行筛选,颗粒小的原料通过圆形筛板28内的筛孔,颗粒大的原料随着圆形筛板28的倾斜角度向隔板19方向滚落,直至大颗粒原料通过圆孔29落在外壳1的底部内壁,且转动轴5在带动第二转盘6转动时同样带动第三伞齿环22转动,第三伞齿环22通过第二伞齿轮23带动转动杆20和风扇21转动,风扇21产生风力能够将落在外壳1底部内壁的大颗粒原料吹入返流道18中,大颗粒原料通过返流道18重新进入第一研磨槽13中再次进行研磨,防止原料研磨成粉后仍存在较大颗粒影响后期的高导热耐磨材料的制备;s5、在第二研磨轮8和第一研磨轮31对原料进行研磨时,原料粉末在第二研磨轮8
和第一研磨轮31的作用下黏着在第二研磨轮8和第一研磨轮31的外壁,转动螺杆43,螺杆43推动u型架42向中间移动,直至刮刀46与第二研磨轮8和第一研磨轮31相碰触,此时第一直齿轮47与第二直齿轮50相啮合,由于此前第二伞齿环10带动第一伞齿轮12转动,第一伞齿轮12通过连接杆11带动第二锥齿轮52转动,第二锥齿轮52通过第一锥齿轮51和转杆49带动第二直齿轮50转动,第二直齿轮50通过第一直齿轮47带动第三转轴44、圆柱块45和刮刀46转动,进而上下两个圆柱块45带动相应的刮刀46分别与第一研磨轮31和第二研磨轮8相反的转动方向转动,进而能够对第一研磨轮31和第二研磨轮8外壁粘着的粉末刮除,防止粘着的粉末影响后期的研磨精度;s6、当原料研磨结束后,将原料通过出料口39出料口39从外壳1内取出,接着封闭出料口39,通过进液管34向外壳1内注入洗涤液,启动驱动电机24驱动转动轴5转动,转动轴5带动第二转盘6和下搅拌板36转动,第二转盘6通过第一伞齿环9、第二伞齿环10和连接杆11的配合带动第一转盘3和上搅拌板35进行反向转动,进而外壳1内上层液体与下层液体在上搅拌板35和下搅拌板36的作用下出现相向旋转,且风扇21还能够将液体推入返流道18中,进而能够对外壳1的内壁无死角的进行高效清洁,防止外壳1内壁死角残留有原料粉末影响后期其他材料的研磨然而,如本领域技术人员所熟知的,驱动电机24的工作原理和接线方法是司空见惯的,其均属于常规手段或者公知常识,在此就不再赘述,本领域技术人员可以根据其需要或者便利进行任意的选配。
44.以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内;在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1