真空玻璃制造装置及制造方法与流程
1.本发明涉及玻璃制造设备技术领域,具体为一种真空玻璃制造装置及制造方法。
背景技术:
2.真空玻璃是一种新型玻璃深加工产品,是基于保温瓶原理研发而成,真空玻璃的结构与中空玻璃相似,其不同之处在于真空玻璃空腔内的气体非常稀薄,几乎接近真空,真空玻璃是将两片平板玻璃四周密闭起来,将其间隙抽成真空并密封排气孔,两片玻璃之间的间隙为0.3mm,真空玻璃的两片一般至少有一片是低辐射玻璃,这样就将通过真空玻璃的传导、对流和辐射方式散失的热降到最低,其工作原理与玻璃保温瓶的保温隔热原理相同。真空玻璃是玻璃工艺与材料科学、真空技术、物理测量技术、工业自动化及建筑科学等,多种学科、多种技术、多种工艺协作配合的硕果。
3.在真空玻璃的制作过程中,通常首先需要对两片玻璃板(可以是浮法玻璃、夹丝玻璃、钢化玻璃、压延玻璃、喷砂玻璃、吸热玻璃、紫外线吸收玻璃、热反射玻璃等)洗净。
4.但市场上现有的真空玻璃制作过程中,对玻璃板的清洗需要耗费大量的能源,尤其是在制作较大型的真空玻璃时,首先需要将玻璃板通过机械臂放置到传送装置上,通过传送装置将玻璃板移动至清洗装置内部,清洗装置通过高压泵将外界水喷洒在玻璃板上,然后通过毛刷辊对玻璃板进行清洗,在清洗完成后,再次通过传送装置对玻璃板进行运输,整个过程中所需消耗的能源较多,且步骤繁琐,不利于生产者控制成本提高效率。
技术实现要素:
5.本发明的目的在于提供真空玻璃制造装置及制造方法,以解决上述背景技术中提出的问题。
6.为实现上述发明目的,本发明采用如下技术方案:本发明提供的一种真空玻璃制造装置,包括供水组件,所述供水组件的顶端设有升降组件,所述升降组件的顶端放置有玻璃板,所述玻璃板的侧面位于升降组件的顶端设有传动组件,所述供水组件与传动组件之间通过电磁阀连通,所述传动组件的输出端连接有清洗辊;所述供水组件内设有空腔,所述空腔通过高压泵与外接水源连接,所述空腔内部装盛有清洗液;所述升降组件与玻璃板通过自身重量挤压空腔内部清洗液,以使得清洗液通过电磁阀流入传动组件;所述传动组件用以带动清洗辊做横向位移,并带动清洗辊转动。
7.优选地,所述供水组件包括有水箱、限位柱、第一让位槽,所述水箱的顶端为敞口设计,所述水箱的内壁与升降组件的外壁贴合,所述限位柱沿其高度方向的横截面为梯形。
8.优选地,所述升降组件包括承重板、限位卡槽、导流孔、第一导流槽、第二导流槽、第三导流槽、导流管;所述承重板的外壁与水箱的内壁贴合,所述限位卡槽的内壁与限位柱的外壁相适配,所述电磁阀装配于导流孔内部,所述导流孔贯穿承重板的顶端与底端。
9.优选地,所述第一导流槽沿承重板宽度方向的中轴线向两侧延伸,所述第二导流槽是数量为两组,两组所述第二导流槽沿承重板宽度方向的中轴线对称设置。
10.优选地,两组所述第二导流槽之间通过第三导流槽连通,所述第三导流槽的深度沿承重板宽度方向逐步增加,所述第三导流槽深度最大的一端与导流管的入口连通,所述导流管的输出端连接有废液处理箱。
11.优选地,所述传动组件包括导向框、复位弹簧、导向滑块、第四导流槽、橡胶密封板、收纳箱、连接管、齿轮盘、齿条;所述导向框的内部中空,且顶端开设有可供所述导向滑块横向移动的导向滑槽,所述导向框的底端设有与导流孔相匹配的通孔,所述导流孔通过通孔与导向框连通。
12.优选地,所述导向滑槽的两侧内壁开设有与橡胶密封板相匹配的密封槽,所述导向框的端部设有可供橡胶密封板移动的滑槽,所述收纳箱开设有与橡胶密封板相匹配的让位槽,所述收纳箱的内部设有转轴,所述转轴与收纳箱通过扭簧转动连接。
13.优选地,所述导向滑块的内部开设有第四导流槽,所述第四导流槽的输入端与导向框内部中空部位连通,所述第四导流槽的输出端与连接管连通,所述连接管的输出端与清洗辊连通。
14.优选地,所述连接管的外壁固定装配有齿轮盘,所述齿轮盘的外壁通过卡齿啮合有齿条,所述齿条的底端与承重板的顶端固定装配。
15.一种真空玻璃的制造方法,包括以下步骤:步骤一:备料;将玻璃板裁片制成所需尺寸,将支撑物、熔点玻璃粉、抽气玻璃管备齐;步骤二:清洗;将裁片完成后的玻璃板通过机械臂运送至升降组件上,打开电磁阀的电源开关,玻璃板以及升降组件自身的重量会挤压供水组件内部的清洗液,从而使得清洗液通过传动组件流入清洗辊内部,然后通过清洗辊喷射到玻璃板上,在清洗液通过传动组件时,传动组件通过清洗液流动产生的动能带动清洗辊移动的同时,使得清洗辊转动,从而对玻璃板进行清洁;步骤三:和片;将清洗烘干后的两组玻璃板之间布放支撑物,然后在两块玻璃板之间布放低熔点玻璃粉,在玻璃板的侧边安放抽气玻璃管;步骤四:加热封边;将合片后的两组玻璃板依次叠放在高温加热箱内,加热360
°
c—520
°
c进行烧结,使两组玻璃板之间形成封边,固焊抽气管降温至室温后出炉;步骤五:解封;将封边后的玻璃板依次放置在低温加热炉的抽气箱内的底板上所固装的卡座内,将抽气管解封,然后分别连接上各自的抽气连接管,将电熔断电极置于抽气管上,炉内加热,使低温加热炉内的温度设定在40
°
c—420
°
c之间;步骤六:抽真空;打开真空泵,对真空玻璃内的腔体进行抽真空,达到设定的真空度后,采用电熔断电极对抽气管进行热熔封口,降温至室温后出炉,即得真空玻璃。
16.与现有技术相比,以上一个或多个技术方案存在以下有益效果:本发明通过供水组件、升降组件、传动组件配合以电磁阀,使得工作人员只需控制电磁阀的开启与关闭即可完成对玻璃板的清洗,整个过程高效便捷,提高工作人员工作效率的同时,整体资源的使用更是大幅减少。
附图说明
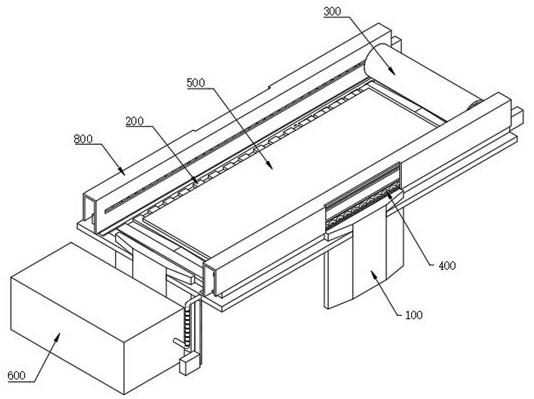
17.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示
意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:图1是本发明的整体结构示意图;图2是本发明的内部结构示意图;图3是本发明的剖视结构示意图;图4是本发明图3中a处地放大结构示意图;图5是本发明中供水组件的结构示意图;图6是本发明中升降组件的结构示意图;图7是本发明中传动组件的结构示意图;图8是本发明图7中b处地放大结构示意图;图中:100、供水组件;200、升降组件;300、清洗辊;400、传动组件;500、玻璃板;600、废液处理箱;700、电磁阀;800、防护罩;110、水箱;120、限位柱;130、第一让位槽;210、承重板;220、限位卡槽;230、导流孔;240、第一导流槽;250、第二导流槽;260、第三导流槽;270、导流管;410、导向框;420、复位弹簧;430、导向滑块;440、第四导流槽;450、橡胶密封板;460、收纳箱;470、连接管;480、齿轮盘;490、齿条。
具体实施方式
18.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分的实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
19.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施例。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
20.在本技术中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本技术及其实施例,并非用于限定所指示的装置、元组件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
21.并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本技术中的具体含义。
22.此外,术语“安装”、“设置”、“设有”、“连接”、“相连”、“套接”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相
连,或者是通过中间媒介间接相连,又或者是两个装置、元组件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
23.如图1至图8所示,一种真空玻璃制造装置,包括供水组件100,供水组件100的顶端设有升降组件200,升降组件200的顶端放置有玻璃板500,玻璃板500的侧面位于升降组件200的顶端设有传动组件400,供水组件100与传动组件400之间通过电磁阀700连通,传动组件400的输出端连接有清洗辊300;供水组件100内设有空腔,空腔通过高压泵与外接水源连接,空腔内部装盛有清洗液;升降组件200与玻璃板500通过自身重量挤压空腔内部清洗液,以使得清洗液通过电磁阀700流入传动组件400;传动组件400用以带动清洗辊300做横向位移,并带动清洗辊300转动;传动组件400的数量为两组,且沿升降组件200宽度方向的中轴线对称设置;通过上述结构,工作人员通过机械手臂将玻璃板500放置在升降组件200的顶端,然后通过单片机通过电磁阀定时开启与定时关闭,从而可使得在电磁阀打开时,升降组件200与玻璃板500通过自身重量挤压供水组件100内部的清洗液;清洗液受到挤压后依次通过电磁阀700、传动组件400、清洗辊300后喷射在玻璃板500上,清洗液在流经传动组件400时,通过清洗液流动产生的动能带动传动组件400运行,从而带动清洗辊300横向位移的同时转动,从而对玻璃板500进行清洗;整体操作简单,且除去机械手臂放置与抓取玻璃板500外,只需控制电磁阀700的开启与关闭即可实现对玻璃板500的清洗。
24.请着重参阅图5所示,供水组件100包括有水箱110、限位柱120、第一让位槽130,水箱110的顶端为敞口设计,水箱110的内壁与升降组件200的外壁贴合,限位柱120沿其高度方向的横截面为梯形,限位柱120的顶端设有限位卡块,限位卡块用以限制升降组件200的最高位置;上述的结构设计以防止高压泵对水箱110内部进行注液时将升降组件200顶出限位柱120,从而导致清洗液的浪费。
25.请着重参阅图1、图2、图6所示,升降组件200包括承重板210、限位卡槽220、导流孔230、第一导流槽240、第二导流槽250、第三导流槽260、导流管270;承重板210的外壁与水箱110的内壁贴合,限位卡槽220的内壁与限位柱120的外壁相适配,电磁阀700装配于导流孔230内部,导流孔230贯穿承重板210的顶端与底端;第一导流槽240沿承重板210宽度方向的中轴线向两侧延伸,且随着延伸长度的增加第一导流槽240的深度也逐步增加,第一导流槽240沿承重板210长度方向等距阵列分布,第二导流槽250是数量为两组,两组第二导流槽250沿承重板210宽度方向的中轴线对称设置,第二导流槽250的深度沿承重板210的长度方向逐步增加;两组第二导流槽250之间通过第三导流槽260连通,第三导流槽260的深度沿承重板210宽度方向逐步增加,第三导流槽260深度最大的一端与导流管270的入口连通,导流管270在本实施例中可为橡胶软管、波纹管或可伸缩形变类管型,导流管270的输出端连接有废液处理箱600,废液处理箱600用以对废水进行过滤净化,从而再次利用;
上述的结构设计,便于对残留在承重板210上的清洗液进行快速导流收集,对玻璃板500清洗后的清洗液,依次通过第一导流槽240、第二导流槽250和第三导流槽260,最后通过导流管270将废液集中收集到废液处理箱600中;以使得承重板210的顶端无法形成积水,便于玻璃板500稳定地放置在承重板210的顶端。
26.请着重参阅图4与图8所示,传动组件400包括导向框410、复位弹簧420、导向滑块430、第四导流槽440、橡胶密封板450、收纳箱460、连接管470、齿轮盘480、齿条490;导向框410的内部中空,且顶端开设有可供导向滑块430横向移动的导向滑槽,导向框410与导向滑块430通过复位弹簧420弹性连接,导向框410的底端设有与导流孔230相匹配的通孔,导流孔230通过通孔与导向框410连通;导向滑槽的两侧内壁开设有与橡胶密封板450相匹配的密封槽,导向框410的端部设有可供橡胶密封板450移动的滑槽,收纳箱460开设有与橡胶密封板450相匹配的让位槽,收纳箱460的内部设有转轴,转轴的两端与收纳箱460的内壁通过扭簧转动连接,橡胶密封板450的两端分别固定在导向滑块430的外壁与转轴的外壁;导向滑块430的内部开设有第四导流槽440,第四导流槽440的输入端与导向框410内部中空部位连通,导流孔230的孔径为第四导流槽440孔径的四倍,第四导流槽440的输出端与连接管470连通,连接管470的输出端与清洗辊300连通,清洗辊300的外壁开设有贯穿至其内部的喷射孔,喷射孔可供清洗液雾化喷出;连接管470的外壁固定装配有齿轮盘480,齿轮盘480的外壁通过卡齿啮合有齿条490,齿条490的底端与承重板210的顶端固定装配,连接管470与导向滑块430转动连接,且连接位置处设有机械密封;由于清洗辊300长期喷水,为考虑到传动组件400的使用寿命,在传动组件400的外壁装配有防护罩800,防护罩800的外壁开设有可供连接管470横向位移的滑槽;当工作人员打开电磁阀700的阀门时,升降组件200与玻璃板500自身的重量挤压供水组件100内部清洗液,清洗液受到挤压通过电磁阀700进入到导向框410内部并对其内部空腔进行填充;由于导流孔230的孔径为第四导流槽440孔径的四倍,所以部分清洗液通过第四导流槽440流向连接管470,剩余部分清洗液推动导向滑块430在导向框410内部移动,导向滑块430移动带动连接管470移动,连接管470移动带动清洗辊300移动;与此同时连接管470移动的同时还会带动齿轮盘480移动,齿轮盘480移动与齿条490外壁卡齿接触卡合,从而使得齿轮盘480转动,齿轮盘480转动带动连接管470转动,连接管470转动带动清洗辊300转动,从而使得清洗辊300在横向移动的同时转动;在导向滑块430移动带动连接管470移动的同时,导向滑块430移动挤压复位弹簧420,同时为了保障导向框410的密封性,导向滑块430移动还会带动橡胶密封板450的移动,橡胶密封板450的移动带动转轴转动,从而使得扭簧受力;当电磁阀700定时关闭后,复位弹簧420挤压导向滑块430,扭簧通过转轴与橡胶密封板450拉扯导向滑块430,在这两股力的作用下使得导向滑块430复位;如此往复循环开启与关闭电磁阀700,从而使得装置主体高效便捷地对玻璃板500进行清洗,当水箱110内部水量到达最少数量阈值时,高压泵对竖向内部补充一次清洗液即
可,无需使高压泵处于持续工作状态,对高压泵的使用寿命有所延长。
27.一种真空玻璃的制造方法,包括以下步骤:步骤一:备料;将玻璃板500裁片制成所需尺寸,将支撑物、熔点玻璃粉、抽气玻璃管备齐;步骤二:清洗;将裁片完成后的玻璃板500通过机械臂运送至升降组件200上,打开电磁阀700的电源开关,玻璃板500以及升降组件200自身的重量会挤压供水组件100内部的清洗液,从而使得清洗液通过传动组件400流入清洗辊300内部,然后通过清洗辊300喷射到玻璃板500上,在清洗液通过传动组件400时,传动组件400通过清洗液流动产生的动能带动清洗辊300移动的同时,使得清洗辊300转动,从而对玻璃板500进行清洁;步骤三:和片;将清洗烘干后的两组玻璃板500之间布放支撑物,然后在两块玻璃板之间布放低熔点玻璃粉,在玻璃板的侧边安放抽气玻璃管;步骤四:加热封边;将合片后的两组玻璃板500依次叠放在高温加热箱内,加热360
°
c—520
°
c进行烧结,使两组玻璃板500之间形成封边,固焊抽气管降温至室温后出炉;步骤五:解封;将封边后的玻璃板500依次放置在低温加热炉的抽气箱内的底板上所固装的卡座内,将抽气管解封,然后分别连接上各自的抽气连接管,将电熔断电极置于抽气管上,炉内加热,使低温加热炉内的温度设定在40
°
c—420
°
c之间;步骤六:抽真空;打开真空泵,对真空玻璃内的腔体进行抽真空,达到设定的真空度后,采用电熔断电极对抽气管进行热熔封口,降温至室温后出炉,即得真空玻璃。
28.以上所述仅为本发明的优选实施例而已,本发明中未述及的部分采用或借鉴已有技术即可实现。当然,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1