玻璃治具的制作方法
1.本技术涉及一种玻璃治具,特别是一种用于制造薄玻璃的玻璃治具。
背景技术:
2.现有常见的制造薄玻璃的程序是:第一步骤:将待成形薄玻璃设置于玻璃治具的下模具中;第二步骤:将上模具设置于下模具上,并使上模具抵靠于待成形薄玻璃的一侧;第三步骤,加热上模具及下模具,并施加外力于上模具,据以使上模具逐渐地向下模具的方向靠近,如此,融化的薄玻璃将受上模具挤压而逐渐地形成有预定的外型。
3.然,利用上述的玻璃治具制作厚度小于0.4毫米(mm)的薄玻璃时,于第二步骤中,容易出现薄玻璃被上模具压坏,而出现裂痕,甚至是直接破裂的问题,为此,导致无法进行第三步骤。
技术实现要素:
4.本技术公开一种玻璃治具,主要用以改善现有的玻璃治具,待成形薄玻璃设置于玻璃治具上后,在未进行加热前,待成形薄玻璃容易因为无法承受上模具的抵压而发生破裂的问题。
5.本技术的公开一种玻璃治具,其用以制造一薄玻璃,玻璃治具包含:两模具,其中一个模具包含一成形凹槽,另一个模具包含对应于成形凹槽的一成形结构;多个弹性构件,多个弹性构件可活动地设置于其中一个模具,且多个弹性构件环绕成形凹槽或成形结构设置,设置有多个弹性构件的模具定义为一第一模具,另一个模具定义为一第二模具,第一模具包含多个容置槽,各个弹性构件的一部分设置于其中一个容置槽中,且各个弹性构件位于容置槽中的部分呈受压而弹性变形的状态,多个弹性构件的一端用以抵靠第二模具;其中,各个弹性构件的一端能被受外力作用的第二模具推抵而向第一模具内的方向移动。
6.优选地,形成有成形凹槽的模具还包含一容置凹槽,容置凹槽环绕成形凹槽设置,容置凹槽的尺寸大于成形凹槽的尺寸,容置凹槽的深度小于成形凹槽的深度,而容置凹槽与成形凹槽之间形成有一承载平台,容置凹槽用以容置一待成形薄玻璃,设置于容置凹槽中的待成形薄玻璃是承靠于承载平台。
7.优选地,各个弹性构件突出于第一模具的部分的纵向长度与容置凹槽的深度的总和,不小于成形结构的纵向厚度,而多个弹性构件能支撑第二模具,以使成形结构不抵压设置于承载平台上的待成形薄玻璃。
8.优选地,各个弹性构件包含一本体及至少两个弹性臂,本体与两个弹性臂相连接,且两个弹性臂是间隔地设置;各个容置槽的最大径向宽度小于各个弹性构件的最大径向宽度,而设置于各个容置槽中的各个弹性臂呈受压而弹性变形的状态;多个弹性构件的本体突出于第一模具的部分,用以共同抵靠第二模具。
9.优选地,各个弹性构件能沿一轴向方向于相对应的容置槽中移动,而各个弹性臂能沿一径向方向弹性变形。
10.优选地,各个弹性构件的各个弹性臂包含一臂部及一抵靠部,臂部的一端与本体相连接,臂部的另一端与抵靠部相连接,抵靠部用以抵靠形成容置槽的侧壁;各个容置槽具有一第一区段及一第二区段,第一区段的内径小于第二区段的内径,各个弹性构件的一部分设置于第一区段,各个弹性构件的抵靠部位于第二区段。
11.优选地,各个弹性构件还包含两个连接部,各个抵靠部通过一个连接部与其中一个臂部相连接,各个抵靠部为弧状结构。
12.优选地,各个弹性构件还包含两个弯折结构,各个抵靠部通过一个弯折结构与其中一个臂部相连接,且各个抵靠部能受压而相对于弯折结构弹性变形。
13.优选地,其中一个模具包含多个导引结构,另一个模具包含多个限位通道,各个限位通道用以容置其中一个导引结构的一部分,而各个导引结构的一部分能于相对应的限位通道中移动。
14.优选地,各个弹性构件包含一本体及多个弹性臂,本体为柱状结构,各个弹性臂的一端与本体相连接,各个弹性臂为弧形结构,各个弹性臂的部分区段能受压而沿一径向方向弹性变形,各个本体能沿一轴向方向于相对应的容置槽中移动。
15.综上所述,本技术的玻璃治具,通过多个弹性构件等设计,在两模具未受外力作用而相对移动之前,多个弹性构件的一端将抵靠第二模具,而设置于成形凹槽中的待成形薄玻璃,将不会直接承受另一模具的重量,因此,待成成形的薄玻璃将不容易发生破裂的问题。
16.为能更进一步了解本技术的特征及技术内容,请参阅以下有关本技术的详细说明与附图,但是此等说明与附图仅用来说明本技术,而非对本技术的保护范围作任何的限制。
附图说明
17.图1为本技术的玻璃治具的立体图。
18.图2至4分别为本技术的玻璃治具的不同构件的分解示意图。
19.图5为待成形薄玻璃设置于本技术的玻璃治具的第一模具的剖面示意图。
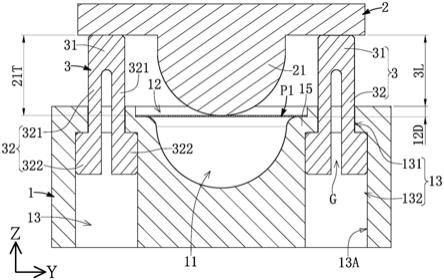
20.图6为待成形薄玻璃设置于本技术的玻璃治具的第一模具,且第二模具被多个弹性构件支撑的剖面示意图。
21.图7为本技术玻璃治具使待成形薄玻璃成形为具有预定外型的薄玻璃的示意图。
22.图8及图9为本技术的玻璃治具的其中一实施例的弹性构件的不同视角示意图。
23.图10及图11为本技术的玻璃治具的其中一实施例的弹性构件的不同视角示意图。
24.图12及图13为本技术的玻璃治具的其中一实施例的弹性构件的不同视角示意图。
具体实施方式
25.于以下说明中,如有指出请参阅特定图式或是如特定图式所示,其仅是用以强调于后续说明中,所述及的相关内容大部份出现于该特定图式中,但不限制该后续说明中仅可参考所述特定图式。
26.请一并参阅图1至图7,图1为本技术的玻璃治具的立体图,图2~4分别为本技术的玻璃治具的不同构件的分解示意图,图5为待成形薄玻璃设置于本技术的玻璃治具的第一模具的剖面示意图,图6为待成形薄玻璃设置于本技术的玻璃治具的第一模具,且第二模具
被多个弹性构件支撑的剖面示意图,图 7为本技术玻璃治具使待成形薄玻璃成形为具有预定外型的薄玻璃的示意图。
27.本技术的玻璃治具100用以制造一薄玻璃,玻璃治具100包含:两模具及四个弹性构件3。两个模具分别定义为一第一模具1及一第二模具2,第一模具1包含一成形凹槽11,第二模具2包含对应于成形凹槽11的一成形结构21。关于成形凹槽11及成形结构21的外型及尺寸,不以图中所示为限,其可依据需求变化。在不同的实施例中,也可以是,第一模具1包含成形结构21,而第二模具2包含成形凹槽11。所述薄玻璃是指厚度小于0.4毫米(mm)的玻璃。
28.第一模具1还包含一容置凹槽12、四个容置槽13及四个限位通道14。容置凹槽12环绕成形凹槽11设置,容置凹槽12的尺寸大于成形凹槽11的尺寸,容置凹槽12的深度小于成形凹槽11的深度,而容置凹槽12与成形凹槽11 之间形成有一承载平台15。容置凹槽12用以容置一待成形薄玻璃p1(如图5 所示),设置于容置凹槽12中的待成形薄玻璃p1是承靠于承载平台15。关于容置凹槽12及成形凹槽11的外型,不以图中所示为限。在实际应用中,本技术的玻璃治具100例如可以用来制造智能型手机的玻璃背盖,而成形凹槽11 则可以是接近矩形的外型。
29.四个容置槽13环绕成形凹槽11设置,各个容置槽13用以容置其中一个弹性构件3,各个弹性构件3的一部分是设置于容置槽13中,且各个弹性构件3能沿着一轴向方向(如图5所示的z轴方向),于容置槽13中相对于第一模具1活动,亦即,四个弹性构件3是环绕成形凹槽11设置,且各个弹性构件3是可活动地设置于第一模具1。关于第一模具1所包含的容置槽13的数量及其外型,皆可依据需求变化,图中所示仅为其中一示范态样。关于弹性构件3的数量及其设置于第一模具1的位置,皆不以图中所示为限,在实际应用中,皆可依据需求加以变化。
30.四个限位通道14环绕成形凹槽11设置。第二模具2对应于四个限位通道 14具有四个导引结构22,各个限位通道14用以容置其中一个导引结构22的一部分,而各个导引结构22的一部分能于相对应的限位通道14中移动。四个限位信道14与四个导引结构22能相互配合,据以使第一模具1及第二模具2 受外力作用而相对靠近或远离时,能大致沿着所述轴向方向(如图5所示的z 轴方向)移动。关于限位信道14及导引结构22的数量及其设置位置,都不以图中所示为限,皆可依据需求加以变化。在不同的实施例中,四个限位通道 14也可以是设置于第二模具2,而四个导引结构22则是设置于第一模具1。需说明的是,在不同的实施例中,第一模具1及第二模具2也可以是不具有任何的限位通道14及任何的导引结构22。
31.如图3至图5,各个弹性构件3包含一本体31及两个弹性臂32。本体31 例如是圆柱状结构,但不以此为限。两个弹性臂32的一端与本体31相连接,且两个弹性臂32是彼此间隔地设置,而两个弹性臂32之间形成有一间隙g。各个弹性构件3所包含的弹性臂32的数量不以两个为限,在不同的实施例中,各个弹性构件3也可以是包含有三个或四个以上的弹性臂32。
32.各个弹性臂32可以是包含有一臂部321及一抵靠部322,臂部321的一端与本体31相连接,臂部321的另一端与抵靠部322相连接,抵靠部322用以抵靠形成容置槽13的壁面13a。于本实施例中,各个臂部321及各个抵靠部322是分别为半径不同半圆柱结构,但各个臂部321及各个抵靠部322的外型不以图中所示为限。
33.各个容置槽13的最大径向宽度(即第二区段132的内径132d)小于各个弹性构件3的最大径向宽度(即两个抵靠部322的区段的外径322d),而设置于各个容置槽13中的各个弹性臂32是呈现为受压而弹性变形的状态。如图5 所示,在实际应用中,各个容置槽13可以是具有一第一区段131及一第二区段132,第一区段131的内径131d小于第二区段132的内径132d,各个弹性构件3的一部分设置于第一区段131,各个弹性构件3的抵靠部322位于第二区段132。具体来说,各个弹性构件3的两臂部321的一部分是对应位于第一区段131,而各个弹性构件3的两个抵靠部322则是对应设置于第二区段132,且各个弹性构件3的于两个臂部321的区段的外径321d可以是大于或等于第一区段131的内径131d,各个弹性构件3于两个抵靠部322的区段的外径322d,则是大于第二区段132的内径,而各个抵靠部322将是被形成容置槽13的壁面13a推抵而沿一径向方向(如图5所示的y轴方向)弹性变形。
34.依上所述,如图5所示,各个弹性构件3在未受外力作用的情况下,将因各个臂部321弹性变形,而各个抵靠部322紧密地抵靠于形成容置槽13的壁面13a的缘故,固定地设置于容置槽13中。也就是说,相关人员或是设备,将各个弹性构件3的抵靠部322设置于容置槽13后,各个弹性构件3将弹性变形并固定设置容置槽13中。
35.如图5所示,相关设备或人员欲将待成形薄玻璃p1制作为预定外型时,相关设备或人员可以是先将第二模具2由第一模具1上移除,以使第一模具1 的成形凹槽11露出,借此,相关设备或人员即可将待成形薄玻璃p1设置于成形凹槽11中。
36.如图1、图5及图6所示,在相关设备或人员将待成形薄玻璃p1设置于成形凹槽11后,相关设备或人员将可以把第二模具2设置于第一模具1的一侧,此时,第二模具2的各个导引结构22的一部分将是对应位于第一模具1 的其中一个限位通道14中,且各个弹性构件3突出于第一模具1的部分的纵向长度3l与容置凹槽12的深度12d的总和,不小于成形结构21的纵向厚度 21t,而四个弹性构件3将共同支撑第二模具2,以使成形结构21不抵压设置于承载平台15上的待成形薄玻璃p1,借此,待成形薄玻璃p1不会承载第二模具2的重量,而待成形薄玻璃p1将不容易发生破裂的问题。
37.如图1、图6及图7所示,当第二模具2设置第一模具1的一侧,且多个弹性构件3共同支撑第二模具2时,相关设备将会使第一模具1及第二模具2 的温度上升至预定温度,以使待成形薄玻璃p1的温度逐渐地到达塑形软化点,而后,相关设备将会使第一模具1与第二模具2相互靠近,据以使成形结构 21挤压已软化的待成形薄玻璃p1,最后,待成形薄玻璃p1将被成形结构21 及成形凹槽11塑形为具有预定外型的薄玻璃p2。
38.在相关设备施加外力于第二模具2相反于第一模具1的一侧,而使第二模具2逐渐地向第一模具1的方向靠近的过程中,各个弹性构件3将被受外力作用的第二模具2推抵,而逐渐地向第一模具1内的方向移动,最终,各个弹性构件3相反于第一模具1的一端将内缩于第一模具1内。
39.如图7所示,在实际应用中,当相关设备使第二模具2抵压于第一模具1 的一侧,而待成形薄玻璃p1受成形结构21及成形凹槽11塑形为预定外型后,第一模具1及第二模具2将被置放于相关的冷却空间,直到第一模具1、第二模具2及已被塑形为具有预定外型的薄玻璃p2都冷却至室温后,第一模具1 及第二模具2才会被分开。
40.值得一提的是,由于各个弹性构件3的臂部321是径向地弹性变形,因此,在相关设备不再施加外力于第二模具2,且第一模具1及第二模具2在冷却的过程中,各个弹性构件3
不会沿轴向方向(如图5所示的z轴方向)移动,为此,将可以确保被塑形为预定外型的薄玻璃在冷却过程中,不会发生因为第二模具 2相对于第一模具1移动而发生变形的问题。
41.依上所述,本技术的玻璃治具100通过多个弹性构件3的设计,可以让薄玻璃在被加热前,无须承载其中一个模具的重量,而薄玻璃不容易发生在加热塑形前,被模具压破或压坏等问题。
42.请参阅图8及图9,其显示为本技术的玻璃治具的弹性构件的其中一实施例的示意图。本实施例的弹性构件3a与前述实施例的弹性构件最大差异在于:弹性构件3a的各个弹性臂32a还包含两个连接部323,各个抵靠部322通过一个连接部323与其中一个臂部321相连接,亦即,各个抵靠部322除了通过连接部323与臂部321相连接的部分以外,其余部分都未与臂部321相连接。各个抵靠部322为弧状结构。也就是说,抵靠部322的任一个位置受外力作用时,抵靠部322基本上都会是通过连接部323传递作用力至臂部321的末端,而使臂部321弹性变形。
43.请参阅图10及图11,其显示为本技术的玻璃治具的弹性构件的其中一实施例的示意图。各个弹性构件3b的各个弹性臂32b还包含两个弯折结构324,各个抵靠部322通过一个弯折结构324与其中一个臂部321相连接,且各个抵靠部322能受压而相对于弯折结构324弹性变形。各个弯折结构324例如是类似于z字型,各个抵靠部322的外型可以矩形结构,各个弯折结构324的一端与臂部321的末端相连接,各个弯折结构324的另一端则是与抵靠部322的一端相连接,而各个弯折结构324的另一端折是与弯折结构324间隔地设置。当抵靠部322受外力作用时,抵靠部322将会对于弯折结构324弹性变形,且作用于抵靠部322的作用力也会通过弯折结构324传递至臂部321的末端,而臂部321亦将弹性变形。
44.请参阅图12及图13,其显示为本技术的玻璃治具的弹性构件的其中一实施例的示意图。本实施例的弹性构件3c包含一本体31及四个弹性臂32c。本体31为柱状结构,本体31例如是圆柱状结构,但本体31的外型不以此为限。各个弹性臂32c的一端与本体31相连接,各个弹性臂32c为弧形结构,各个弹性臂32c的部分区段能受压而沿一径向方向(如图5所示的y轴方向)弹性变形,各个本体31能沿一轴向方向(如图5所示的z轴方向)于相对应的容置槽 13中移动。在实际应用中,本实施例的弹性构件3c所包含的弹性臂32c的数量,不以四个为限,各个弹性臂32c的弧度也可以是依据需求变化。
45.综上所述,本技术的玻璃治具通过多个弹性构件的设计,当待成形薄玻璃设置于其中一个模具的承载平台时,多个弹性构件将会支撑另一个模具,而使另一个模具不会抵压待成形薄玻璃,借此,可以有效地避免待成形薄玻璃,在模具加热之前,发生被另一模具压破的问题。
46.以上所述仅为本技术的较佳可行实施例,非因此局限本技术的专利范围,故举凡运用本技术说明书及图式内容所做的等效技术变化,均包含于本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1