一种超快激光高脉冲能量切割设备的收料装置的制作方法
1.本技术涉及激光技术领域,特别涉及一种超快激光高脉冲能量切割设备的收料装置。
背景技术:
2.超快激光高脉冲能量加工技术作为一种新兴的技术手段,在精密微细加工方面有着显著优势。超快激光产生的超短高能量脉冲由于与材料相互作用时间极短,不给周围材料带来热影响,具有加工精度高,不产生微裂纹,切割边缘抗破裂性高等优点,因此在玻璃加工行业中获得了广泛的应用,随之也出现了较多的超快激光高脉冲能量切割设备。
3.超快激光高脉冲能量切割设备在对玻璃进行切割加工时,一般都是通过成丝工艺在一块完整的玻璃基板上分割出呈规律分布的若干件较小的相同零件。但是对于非强化透明玻璃,例如钠钙玻璃、硼硅酸盐玻璃和铝硅酸盐玻璃等,在成丝加工之后玻璃基板和零件还未完全分离,相关技术中主要是通过人工施加震荡力进行分离收料。
4.发明人发现,玻璃基板和零件由人工施力分离后,由于零件数量较多,人工收料耗时耗力,工作效率不高。
技术实现要素:
5.为了改善相关技术中超快激光高脉冲能量切割设备对非强化透明玻璃切割后,人工分离收料工作效率不高的问题,本技术提供一种超快激光高脉冲能量切割设备的收料装置。
6.本技术提供一种超快激光高脉冲能量切割设备的收料装置,采用如下的技术方案:
7.一种超快激光高脉冲能量切割设备的收料装置,包括设置有工作台和收料盒的机箱、固接在机箱内部的加热件、设置在机箱上的吸料组件以及设置在机箱上且用于带动吸料组件在工作台一侧移动的驱动组件;所述吸料组件包括固接在驱动组件上的撑架、连接在撑架上且用于吸取零件的吸料头、一端连通吸料头的管道以及固接在机箱内且连通管道另一端的真空发生器。
8.通过采用上述技术方案,将超快激光切割后的玻璃基板放置在工作台上,加热件对玻璃基板加热,提供温差力实现玻璃基板和零件的分离,在温差力的作用下,玻璃基板和零件分离后位置保持不变;驱动组件带动吸料头运动抵触在零件背离工作台的一侧,真空发生器通过抽取真空,从而使吸料头吸住零件,驱动组件带动吸料头将零件吸取搬运至收料盒中完成收料;分离收料过程无需人工操作,自动化程度高,提高了生产效率。
9.可选的,所述吸料头上设置有若干个吸嘴,所述若干个吸嘴一一对应整块玻璃基板上由超快激光切割下来的若干个零件。
10.通过采用上述技术方案,玻璃基板和零件分离后,若干件吸嘴对应抵触在若干件零件上,可同时对玻璃基板上所有分割出的零件进行一次性吸取收料,大大提高了收料效
率。
11.可选的,所述吸料头对应不同的零件设置有多种不同的规格,所述吸料头和撑架可拆卸连接。
12.通过采用上述技术方案,当需要加工不同的零件时,吸料头可进行对应规格的拆卸更换,提高了收料装置的适配能力。且吸料头和撑架可拆卸连接也方便了吸料头的维修保养,增加了使用寿命。
13.可选的,所述吸嘴上套设有无痕保护套。
14.通过采用上述技术方案,设置无痕保护套有效减少了吸嘴搬运零件时,由于摩擦玻璃零件表面而造成的毛细划伤,保证了零件的质量;且无痕保护套更换快捷,方便实用。
15.可选的,所述吸料头朝向零件一侧连接有阻挡组件,所述阻挡组件用于对玻璃基板上的剩余废料进行阻挡。
16.通过采用上述技术方案,当吸料头对零件进行吸取时,阻挡组件位于玻璃基板上的剩余废料的一侧,避免剩余废料同时被吸附带动,保证了吸料头对零件的精确吸取。
17.可选的,所述阻挡组件包括固接在吸料头一侧的伸缩杆,所述伸缩杆外套设有弹簧,所述伸缩杆远离吸料头的一侧固接有水平设置的挡板,所述挡板上开设有与零件位置对应的让位孔。
18.通过采用上述技术方案,挡板随吸料头一同朝向零件运动时,挡板先接触抵压到玻璃基板的剩余废料上,吸料头继续运动,伸缩杆回缩,弹簧被压缩,挡板对剩余废料形成牢固限制,吸料头吸取零件上升脱离玻璃基板后,挡板才跟随运动,脱离玻璃基板的剩余废料,进一步保证了吸料组件的可靠性。
19.可选的,所述挡板朝向零件的一侧设置有弹性软垫。
20.通过采用上述技术方案,挡板一侧通过弹性软垫抵压玻璃基板的剩余废料,防止挡板直接抵压玻璃基板而把玻璃基板压碎,避免产生粉尘碎屑影响到吸料头对零件的吸取。
21.可选的,所述驱动组件包括水平设置在机箱上的第一直线电机、安装在第一直线电机上的连接板以及设置在连接板上的第二直线电机,所述第二直线电机竖直设置,且撑架固接在第二直线电机上。
22.通过采用上述技术方案,第一直线电机带动吸料头在水平方向运动,第二直线电机带动吸料头在竖直方向进行升降运动,完成对零件快速收料,驱动结构简单可靠,自动化程度高,提升了生产效率。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过设置加热件和吸料组件,加热件对玻璃基板加热,提供温差力实现玻璃基板和零件的分离,吸料组件吸取零件完成收料;分离收料过程无需人工操作,自动化程度高,提高了生产效率。
25.2.通过设置不同规格的吸料头,当需要加工不同大小的零件时,吸料头可进行对应规格的拆卸更换,提高了收料装置的适配能力。且吸料头和撑架可拆卸连接也方便了吸料头的维修保养,增加了使用寿命。
26.3.通过设置阻挡组件,吸料头对零件进行吸取时,阻挡组件对玻璃基板上的剩余废料进行抵压限制,避免剩余废料同时被吸附带动,保证了吸料头对零件精确吸取的可靠
性。
附图说明
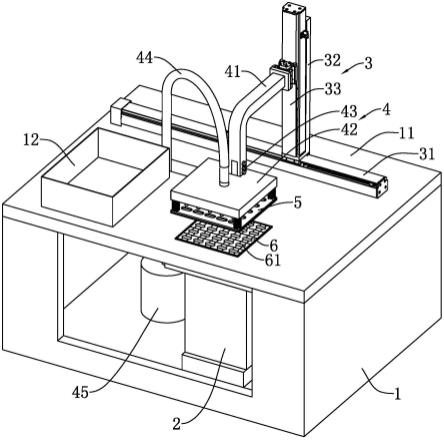
27.图1是本技术实施例中收料装置的结构示意图;
28.图2是本技术实施例中阻挡组件的结构示意图。
29.附图标记说明:1、机箱;11、工作台;12、收料箱;2、加热件;3、驱动组件;31、第一直线电机;32、连接板;33、第二直线电机;4、吸料组件;41、撑架;42、吸料头;421、吸嘴;43、螺栓;44、管道;45、真空发生器;46、无痕保护套;5、阻挡组件;51、伸缩杆;52、挡板;521、弹性软垫;53、弹簧;6、玻璃基板;61、零件。
具体实施方式
30.以下结合附图1-2对本技术作进一步详细说明。
31.本技术实施例公开一种超快激光高脉冲能量切割设备的收料装置,参照图1,包括机箱1、加热件2、驱动组件3以及吸料组件4,机箱1为空腔箱体,且机箱1安装在地面上,机箱1远离地面的一侧设置有水平的工作台11,经过超快激光分割的玻璃基板6与未分离的零件61一同放置在工作台11上。加热件2固接机箱1内部,加热件2用于给玻璃基板6加热,提供温差力实现玻璃基板6和零件61的分离。驱动组件3设置在机架上,用于带动吸料组件4在工作台11的一侧运动。吸料组件4对分离后的零件61进行吸取收料,机箱1一侧还放置有收料箱12,吸料组件4吸取零件61后,驱动组件3带动吸料组件4运动至收料箱12,并将零件61放置在收料箱12内。
32.驱动组件3包括第一直线电机31,第一直线电机31固定安装在机箱1上,第一直线电机31的活动块上固接有连接板32,连接板32为矩形板结构,连接板32上固定安装有第二直线电机33,第二直线电机33的长度方向竖直设置。第二直线电机33的活动块上固接有吸料组件4。
33.吸料组件4包括撑架41,撑架41固接在第二直线电机33的活动块上。撑架41远离第二直线电机33的一端可拆卸连接有吸料头42,吸料头42上设置有外凸的卡块,撑架41的一端对应开设有让位口,吸料头42的卡块对应嵌入撑架41的让位口中,且旋拧有螺栓43实现锁紧连接。
34.参照图 1和图2,吸料头42为空腔结构,且吸料头42水平设置在工作台11一侧,吸料头42远离工作台11的一侧连通有管道44,管道44远离吸料头42的一端连通有真空发生器45,真空发生器45固定安装在机箱1内部。吸料头42朝向工作台11的一侧连通设置有吸嘴421,吸嘴421竖直布置有若干件,若干件吸嘴421规律布置,且一一对应玻璃基板6上被分割的若干个零件61。
35.真空发生器45通过抽取空气,使吸嘴421的开口处产生负压,从而对零件61产生吸力进行吸取。吸嘴421外侧套设有无痕保护套46,无痕保护套46采用脱棉纤维材料制成,无痕保护套46防止吸嘴421对零件61造成印痕划伤。
36.进一步的,由于超快激光高脉冲能量切割设备需要根据实际需要加工不同的零件61,而不同零件61的形状大小不同,故零件61在对应基板上的分割排布位置也有所不同,吸料头42对应不同的零件61设置有多种不同的规格,不同规格吸料头42上的吸嘴421排布位
置与大小对应零件61适配设置。当加工不同的零件61时,拆卸螺栓43进行对应规格的吸料头42进行适配更换。
37.吸料头42的朝向工作台11的一侧设置有阻挡组件5,阻挡组件5包括竖直设置的伸缩杆51,伸缩杆51一端固接在吸料头42上,伸缩杆51远离吸料头42的一端固定连接有挡板52。挡板52为对应玻璃基板6的结构设置的平板,挡板52上开设有与零件61位置对应的让位孔。伸缩杆51外侧套设有弹簧53,弹簧53一端固接在吸料头42朝向工作台11的一侧上,弹簧53另一端固接在挡板52背离工作台11的一侧上。挡板52朝向工作台11的一侧设置有弹性软垫521,弹性软垫521在吸嘴421吸料时,直接抵压在玻璃基板6上。
38.本技术实施例的实施原理为:经过超快激光分割的玻璃基板6与未分离的零件61一同放置在机箱1的工作台11上,加热件2进行加热,将玻璃基板6与零件61分离开来,第一直线电机31带动吸料组件4运动至对应的吸取位置,第二直线电机33带动吸料组件4和阻挡组件5一同朝向工作台11下移运动。
39.挡板52朝向玻璃基板6运动,弹性软垫521抵压在玻璃基板6上,挡板52对玻璃基板6上的剩余废料压紧限制,第二直线电机33继续运动,伸缩杆51回缩,弹簧53被压缩。吸料头42继续下移,吸嘴421穿过挡板52上对应的让位孔并抵触到零件61上,真空发生器45吸取空气,若干个吸嘴421处产生负压并对应吸紧若干个零件61。
40.第二直线电机33带动吸料头42上升,若干个零件61被一同搬运穿过挡板52上的让位孔,随后第一直线电机31带动吸料头42运动至收料箱12的位置,第二直线电机33再次下降至合适的位置,真空发生器45撤去吸力,零件61被放置在收料箱12中完成分离收料。
41.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1