一种夹层玻璃成型设备的制作方法
1.本实用新型涉及夹层玻璃制造技术领域,特别涉及一种夹层玻璃成型设备。
背景技术:
2.现有的夹层玻璃在生产时需要将内外两片玻璃分别加热成型,然后再进行合片操作。然而,玻璃成型工艺的操作难度大,耗费时长长,从而导致了夹层玻璃生产的整体工序就比较冗长,严重影响了夹层玻璃的生产效率。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种夹层玻璃成型设备,提高生产效率。
4.为了解决上述技术问题,本实用新型采用的技术方案为:
5.一种夹层玻璃成型设备,包括夹层材料固定装置、用于放置弯玻璃的凹模组件和用于放置平玻璃的凸模组件;
6.所述凹模组件和所述凸模组件相对设置并形成合模空间,所述夹层材料固定装置位于所述合模空间相对的两侧,固定于所述夹层材料固定装置上的夹层材料贯穿所述合模空间设置并与平玻璃相互平行;
7.所述凹模组件和所述凸模组件上均设置有玻璃加热组件。
8.进一步地,所述凹模组件包括合模驱动装置和凹模本体,所述凸模组件包括凸模本体和固定座;
9.所述凸模本体设置于所述固定座上,所述凹模本体设置于所述合模驱动装置的活动端上,且所述合模驱动装置的活动端的朝向所述凸模本体设置。
10.进一步地,所述合模驱动装置包括合片压机和底座;
11.所述合片压机设置于所述底座上,所述凹模本体设置于所述合片压机的活动端上;
12.所述底座上设有导轨;
13.所述合片压机的活动端可滑动地设置于所述导轨上,且滑动方向朝向所述凸模本体。
14.进一步地,所述凸模本体上和所述凹模本体上均设置有玻璃吸附装置。
15.进一步地,所述凸模本体上和所述凹模本体上分别设置有至少两个呈阵列式分布的所述玻璃加热组件。
16.进一步地,还包括夹层材料切割装置;
17.所述夹层材料切割装置设置于所述合模驱动装置的活动端上,且切割方向与所述凹模本体的移动方向相平行。
18.进一步地,所述夹层材料切割装置为弹簧刀片;
19.至少两个的所述弹簧刀片设置于所述合模驱动装置的活动端上且位置环绕所述凹模本体设置。
20.进一步地,所述夹层材料固定装置包括固定辊;
21.两个所述固定辊分别可转动地设置于所述合模空间相对的两侧,且共同用于卷绕夹层材料。
22.进一步地,所述夹层材料固定装置还包括转动控制装置;
23.所述转动控制装置与一个所述固定辊传动连接。
24.进一步地,所述底座和所述固定座的底部均设有杯脚。
25.本实用新型的有益效果在于:提供一种夹层玻璃成型设备,将制作夹层玻璃的两片平玻璃其中的一片热成型为弯玻璃板并放置在凹模组件上,而另一片无需进行热成型处理而直接放在凸模组件上,利用夹层材料固定装置固定住夹层材料,然后进行合模,通过玻璃加热组件加热玻璃和夹层材料,使得平玻璃弯曲并粘合到弯玻璃板上,从而略去一片玻璃的热成型工艺,优化夹层玻璃的合片工序,提高生产效率。
附图说明
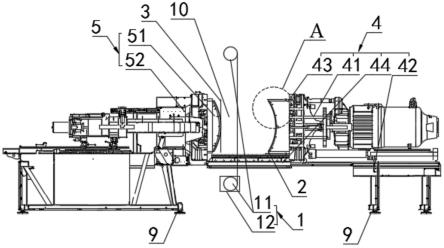
26.图1为本实用新型实施例的一种夹层玻璃成型设备的结构示意图;
27.图2为图1中a处结构的放大示意图。
28.标号说明:
29.1、夹层材料固定装置;2、弯玻璃;3、平玻璃;4、凹模组件;5、凸模组件;6、玻璃加热组件;7、玻璃吸附装置;8、夹层材料切割装置;9、杯脚;10、合模空间;
30.11、固定辊;12、转动控制装置;
31.41、合片压机;42、底座;43、凹模本体;44、导轨;
32.51、凸模本体;52、固定座。
具体实施方式
33.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
34.请参照图1和图2,一种夹层玻璃成型设备,包括夹层材料固定装置1、用于放置弯玻璃2的凹模组件4和用于放置平玻璃3的凸模组件5;
35.所述凹模组件4和所述凸模组件5相对设置并形成合模空间10,所述夹层材料固定装置1位于所述合模空间10相对的两侧,固定于所述夹层材料固定装置1上的夹层材料贯穿所述合模空间10设置并与平玻璃3相互平行;
36.所述凹模组件4和所述凸模组件5上均设置有玻璃加热组件6。
37.从上述描述可知,本实用新型的有益效果在于:将制作夹层玻璃的两片平玻璃3其中的一片热成型为弯玻璃2并放置在凹模组件4上,而另一片无需进行热成型处理而直接放在凸模组件5上,利用夹层材料固定装置1固定住夹层材料,然后进行合模,通过玻璃加热组件6加热玻璃和夹层材料,使得平玻璃3弯曲并粘合到弯玻璃2上,从而略去一片玻璃的热成型工艺,优化夹层玻璃的合片工序,提高生产效率。
38.进一步地,所述凹模组件4包括合模驱动装置和凹模本体43,所述凸模组件5包括凸模本体51和固定座52;
39.所述凸模本体51设置于所述固定座52上,所述凹模本体43设置于所述合模驱动装
置的活动端上,且所述合模驱动装置的活动端的朝向所述凸模本体51设置。
40.从上述描述可知,利用合摸驱动装置带动凹模本体43向凸模本体51移动,完成自动化合模,减省人力,提高合模效率。
41.进一步地,所述合模驱动装置包括合片压机41和底座42;
42.所述合片压机41设置于所述底座42上,所述凹模本体43设置于所述合片压机41的活动端上;
43.所述底座42上设有导轨44;
44.所述合片压机41的活动端可滑动地设置于所述导轨44上,且滑动方向朝向所述凸模本体51。
45.从上述描述可知,合片压机41设置于底座42上,其活动端设置在底座42的导轨44上,从而依靠导轨44进行导向移动,控制凹模本体43稳定完成合模作业,保障良好的合模效果。
46.进一步地,所述凸模本体51上和所述凹模本体43上均设置有玻璃吸附装置7。
47.从上述描述可知,凸模本体51上和凹模本体43上均设置有玻璃吸附装置7,分别用于对平玻璃3和弯玻璃2进行吸附固定,使得玻璃安装方便且稳固。
48.进一步地,所述凸模本体51上和所述凹模本体43上分别设置有至少两个呈阵列式分布的所述玻璃加热组件6。
49.从上述描述可知,凸模本体51上和凹模本体43上分别设置有至少两个呈阵列式分布的玻璃加热组件6,从而实现自动化全面均匀加热,保证玻璃全面软化变形。
50.进一步地,还包括夹层材料切割装置8;
51.所述夹层材料切割装置8设置于所述合模驱动装置的活动端上,且切割方向与所述凹模本体43的移动方向相平行。
52.从上述描述可知,在合模驱动装置的活动端上设置夹层材料切割装置8,在进行合模时能够顺便切除玻璃周围的夹层材料,便于在夹层玻璃成型后进行下一工序。
53.进一步地,所述夹层材料切割装置8为弹簧刀片;
54.至少两个的所述弹簧刀片设置于所述合模驱动装置的活动端上且位置环绕所述凹模本体43设置。
55.从上述描述可知,利用弹簧刀片对夹层材料进行切割,与合模驱动装置的活动端相配合,使得合模和冲切夹层材料同时进行,优化工序,提高效率。
56.进一步地,所述夹层材料固定装置1包括固定辊11;
57.两个所述固定辊11分别可转动地设置于所述合模空间10相对的两侧,且共同用于卷绕夹层材料。
58.从上述描述可知,利用两个固定辊11来卷绕固定夹层材料,在提供固定基础的同时,也便于通过转动将新的夹层材料调节至合模空间10内,便于多夹层玻璃的流水化作业,提高生产效率。
59.进一步地,所述夹层材料固定装置1还包括转动控制装置12;
60.所述转动控制装置12与一个所述固定辊11传动连接。
61.从上述描述可知,转动控制装置12与一个固定辊11传动连接,从而实现自动化更新夹层材料,简化人工操作。
62.进一步地,所述底座42和所述固定座52的底部均设有杯脚9。
63.从上述描述可知,底座42和固定座52的底部均设有杯脚9,便于调节设备高度,以达到良好的合模效果。
64.本实用新型的一种夹层玻璃成型设备能够适用于夹层玻璃生产的场景,以下通过具体的实施方式进行说明:
65.请参照图1和图2所示,本实用新型的实施例一为:
66.一种夹层玻璃成型设备,如图1所示,包括夹层材料固定装置1、夹层材料切割装置8、凹模组件4和凸模组件5。其中,凹模组件4包括合模驱动装置和凹模本体43,凸模组件5包括凸模本体51和固定座52。凸模本体51设置于固定座52上,凹模本体43设置于合模驱动装置的活动端上,且合模驱动装置的活动端的朝向凸模本体51设置。
67.在本实施例中,如图1所示,凹模本体43和凸模本体51相对设置并形成合模空间10,夹层材料固定装置1位于合模空间10相对的两侧,固定于夹层材料固定装置1上的夹层材料贯穿合模空间10设置并与平玻璃3相互平行。夹层材料切割装置8设置于合模驱动装置的活动端上,且切割方向与凹模本体43的移动方向相平行。
68.如图2所示,凸模本体51上和凹模本体43上均设置有玻璃吸附装置7,具体为多个吸盘,分别用于吸附固定平玻璃3和弯玻璃2。凸模本体51上和凹模本体43上均设置有玻璃加热组件6。并且,玻璃加热组件6可选为电加热器。凸模本体51上和凹模本体43上分别设置有至少两个呈阵列式分布的电加热器。
69.在本实施例中,如图1所示,合模驱动装置包括合片压机41和底座42。合片压机41设置于底座42上,凹模本体43设置于合片压机41的活动端上。底座42上设有导轨44。合片压机41的活动端可滑动地设置于导轨44上,且滑动方向朝向凸模本体51。为了便于调节设备高度,底座42和固定座52的底部均设有杯脚9。
70.在本实施例中,一种夹层玻璃成型设备的运作过程为:
71.首先,通过机器人分别将平玻璃3和弯玻璃2吸附固定到凸模本体51和凹模本体43上,再将夹层材料固定到夹层材料固定装置1上;
72.其次,启动合片压机41,让合片压机41的活动端带动凹模本体43移动;使得弯玻璃2带着夹层材料贴合到平玻璃3上;同时,启动电加热器,加热至130
°
将平玻璃3和夹层材料软化,在合片压机41提供的压力配合下使得平玻璃3变形并与弯玻璃2完全贴合,依靠夹层材料将两片玻璃粘结在一起;在合模的同时,利用夹层材料切割装置8切除玻璃周围的夹层材料。
73.在本实施例中,如图2所示,夹层材料切割装置8为弹簧刀片。至少两个的弹簧刀片设置于合模驱动装置的活动端上且位置环绕凹模本体43设置。
74.此外,在本实施例中,如图1所示,夹层材料固定装置1包括固定辊11和转动控制装置12。两个固定辊11分别可转动地设置于合模空间10相对的两侧,且共同用于卷绕夹层材料。转动控制装置12与一个固定辊11传动连接。在进行夹层材料更换时,转动控制装置12带动一个固定辊11转动一定的角度,从而抽出卷绕在另一个固定辊11上的夹层材料。
75.综上所述,本实用新型提供的一种夹层玻璃成型设备,将制作夹层玻璃的两片平玻璃其中的一片热成型为弯玻璃板并吸附固定在凹模本体上,而另一片无需进行热成型处理而直接吸附固定在凸模本体上,利用夹层材料固定装置固定住夹层材料,然后由合片压
机控制凹模本体移动并进行合模,通过玻璃加热组件加热玻璃和夹层材料,使得平玻璃弯曲并粘合到弯玻璃板上,并依靠弹簧刀片切除周围多出的夹层材料,从而略去一片玻璃的热成型工艺,优化夹层玻璃的合片工序,提高生产效率。
76.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1