一种拼接型保温筒的制作方法
1.本实用新型属于单晶炉保温筒技术领域,具体地说涉及一种拼接型保温筒。
背景技术:
2.单晶炉热场系统对单晶成品率、拉速及单晶棒质量都有很大的影响,而对硅单晶生产企业来说,提高硅材料利用率、降低单位能耗、提高生产效率、降低生产成本一直是企业追求的目标,因此,热场系统设计和热场内关键元件的选材和使用备受关注。保温筒是硅单晶炉热场系统的关键元件之一,主要作用是减少热量损失和控制热场的温度梯度。
3.目前,保温筒大多通过等静压方式制造,其加工过程复杂,导致单晶制造成本增加。同时,等静压石墨质脆,在使用过程中容易损坏,损坏后无法再次利用,无形中加重了单晶制造成本。
技术实现要素:
4.针对现有技术的种种不足,为了解决上述问题,现提出一种拼接型保温筒。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种拼接型保温筒,包括内衬、连接环和拼接板,所述内衬与所述连接环均为环形结构,多个所述拼接板平行紧密排列拼接构成圆柱筒体,所述圆柱筒体套设在所述内衬的外围,所述圆柱筒体的外壁上开设容纳连接环的安装槽,所述拼接板、所述内衬以及所述连接环均可拆卸连接,且所述拼接板采用碳碳材质或石墨材质的废料制成。
7.通过采用上述的技术方案,由拼接板、内衬以及连接环拼接形成保温筒,当某个部件出现损坏时,可重新拼装循环使用,提高了使用率,同时,拼接板采用碳碳材质或石墨材质的废料制成,实现废料再次利用,降低制造成本,节能减排。
8.进一步,所述连接环上均布第一安装孔,所述安装槽内均布第二安装孔,所述内衬上均布第三安装孔,且所述第一安装孔、所述第二安装孔以及所述第三安装孔相对应设置。
9.进一步,铆钉依次贯穿所述第一安装孔、所述第二安装孔以及所述第三安装孔。
10.通过采用上述的技术方案,拼接板、内衬以及连接环可拆卸连接,实现快速组装及更换。
11.进一步,所述拼接板的侧边设有翼边,相邻的所述拼接板通过所述翼边搭接实现紧密排列拼接。
12.进一步,所述安装槽的槽深与所述连接环的厚度相同,以提高平整度。
13.进一步,所述连接环设有多个,且多个连接环沿着所述内衬的高度方向均布。
14.进一步,所述连接环设有三个,且三个连接环分别位于所述内衬的顶部、底部以及中部。
15.进一步,沿着所述内衬的高度方向,所述拼接板设有多层,且相邻层拼接板的相接处通过连接环连接。
16.进一步,沿着所述内衬的高度方向,所述拼接板设有两层,且两层拼接板的相接处
通过连接环连接。
17.本实用新型的有益效果是:
18.1、拼接板、内衬以及连接环拼接形成保温筒,当某个部件出现损坏时,可重新拼装循环使用,提高了使用率。
19.2、拼接板采用碳碳材质或石墨材质的废料制成,实现废料再次利用,降低制造成本,节能减排。
20.3、拼接板、内衬以及连接环可拆卸连接,实现快速组装及更换。
21.4、多个拼接板平行紧密排列拼接构成圆柱筒体,可制成多种不同规格尺寸的保温筒。
附图说明
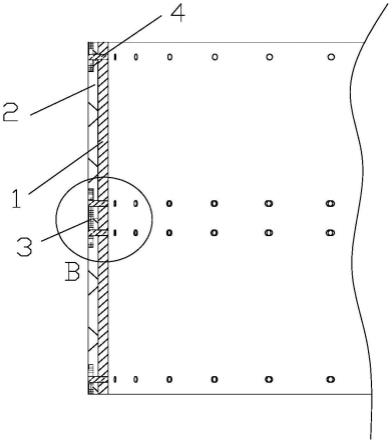
22.图1是本实用新型的整体结构正视图;
23.图2是图1中a-a剖视图;
24.图3是图2中b处局部示意图;
25.图4是本实用新型的整体结构轴视图。
26.附图中:1-内衬、2-拼接板、3-连接环、4-铆钉、5-第一安装孔、6-第三安装孔。
具体实施方式
27.为了使本领域的人员更好地理解本实用新型的技术方案,下面结合本实用新型的附图,对本实用新型的技术方案进行清楚、完整的描述,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的其它类同实施例,都应当属于本技术保护的范围。此外,以下实施例中提到的方向用词,例如“上”“下”“左”“右”等仅是参考附图的方向,因此,使用的方向用词是用来说明而非限制本发明创造。
28.下面结合附图和较佳的实施例对本实用新型作进一步说明。
29.实施例一:
30.如图1-图4所示,一种拼接型保温筒,包括内衬1、连接环3和拼接板2,所述内衬1与所述连接环3均为环形结构,多个所述拼接板2平行紧密排列拼接构成圆柱筒体,所述圆柱筒体套设在所述内衬1的外围,也就是说,所述拼接型保温筒为双层结构。
31.所述圆柱筒体的外壁上开设容纳连接环3的安装槽,所述安装槽的槽深与所述连接环3的厚度相同,以提高平整度。
32.所述拼接板2、所述内衬1以及所述连接环3均可拆卸连接,且所述拼接板2采用碳碳材质或石墨材质的废料制成。
33.通过采用上述的技术方案,由拼接板2、内衬1以及连接环3拼接形成保温筒,当某个部件出现损坏时,可重新拼装循环使用,提高了使用率,同时,拼接板2采用碳碳材质或石墨材质的废料制成,实现废料再次利用,降低制造成本。
34.进一步优选的,所述连接环3上均布第一安装孔5,所述安装槽内均布第二安装孔,所述内衬1上均布第三安装孔6,且所述第一安装孔5、所述第二安装孔以及所述第三安装孔6相对应设置。同时,铆钉4依次贯穿所述第一安装孔5、所述第二安装孔以及所述第三安装孔6。
35.通过采用上述的技术方案,拼接板2、内衬1以及连接环3可拆卸连接,实现快速组装及更换。
36.进一步优选的,所述拼接板2的侧边设有翼边,相邻的所述拼接板2通过所述翼边搭接实现紧密排列拼接,可制成多种不同规格尺寸的保温筒。
37.进一步优选的,所述连接环3设有多个,且多个连接环3沿着所述内衬1的高度方向均布,以提高拼接型保温筒的稳定性。
38.进一步优选的,沿着所述内衬1的高度方向,所述拼接板2设有多层,且相邻层拼接板2的相接处通过连接环3连接。
39.具体的,内衬1以及连接环3的制作过程如下:
40.①
预制体制作:根据保温筒成品图纸要求,完成内衬1以及连接环3的预制体的设计,采用碳纤维丝、布、网进行预制体制作。
41.②
致密:先将制作好的预制体装入化学气相沉积炉中致密,再对其进行机械加工至成品所需尺寸,再将机加工完成的半成品装入液相浸渍炉中进行树脂浸渍2次,再将浸渍2次后的半成品装入高温碳化炉中进行碳化处理,再将碳化处理后的半成品装入高温纯化炉中进行纯化处理,最终得到密度为1.4-1.7g/cm3的内衬1以及连接环3。
42.具体的,拼接板2的制作过程如下:
43.收集碳碳材质或石墨材质的废料,先根据废料材质进行分类,再根据损坏原因将其分类,如氧化腐蚀、开裂、溅硅等,然后再按不同损坏原因进行相应的处理措施并处理至表面光滑平整。根据拼接板2的设计图纸进行机械加工至设计尺寸、形状,得到碳碳材质或石墨材质的的拼接板2。
44.具体的,铆钉4的制作过程如下:
45.采用平纹无纬碳布、网胎在平板针刺机上制作一块碳碳平板,对其表面均匀喷洒树脂后,自然晾干后,放入烘箱中进行烘干硬化处理,将烘干硬化完成的平板装入化学气相沉积炉中进行致密,再将其装入液相浸渍炉中进行树脂浸渍2次,再将其装入碳化炉中碳化处理,再按照要求的尺寸进行机械加工至铆钉成品尺寸,最终得到密度为1.4-1.7g/cm3的铆钉4。
46.实施例二:
47.如图1-图4所示,本实施例与实施例一相同的部分不再赘述,不同的是:
48.所述连接环3设有三个,且三个连接环3分别位于所述内衬1的顶部、底部以及中部。同时,沿着所述内衬1的高度方向,所述拼接板2设有两层,且两层拼接板2的相接处通过位于内衬1中部的连接环连接。
49.组装过程如下:
50.先将内衬1放置在平面上,再将拼接板2与内衬1依次通过铆钉4连接在一起,再用连接环3将拼接板2和内衬1固定,完成上层组装,再按此方式依次完成下层组装,最终得到拼接型保温筒。将组装好的拼接型保温筒装入涂层炉中进行抗氧化涂层处理,最终得到拼接型保温筒成品。
51.以上已将本实用新型做一详细说明,以上所述,仅为本实用新型之较佳实施例而已,当不能限定本实用新型实施范围,即凡依本技术范围所作均等变化与修饰,皆应仍属本实用新型涵盖范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1