汽车玻璃组成物、制品和混合层叠物的制作方法
背景技术:
1、本公开是涉及玻璃组成物和层叠物,并且更特定地,涉及呈现弯折性质以用于汽车和建筑应用的玻璃组成物、玻璃制品和层叠物。
2、由于光学透明度和耐用性,玻璃是用于窗户。汽车与建筑窗户(或玻璃窗)可以包括称为单体的单一玻璃制品(片状),或是包括两个玻璃制品(片状)的层叠物,其间设置聚合物材料的中间层。该玻璃窗可以作为汽车应用中的挡风玻璃、侧板、后窗、天窗和类似者。建筑应用可以在建筑物、面板、墙壁和类似者中使用类似的玻璃窗。
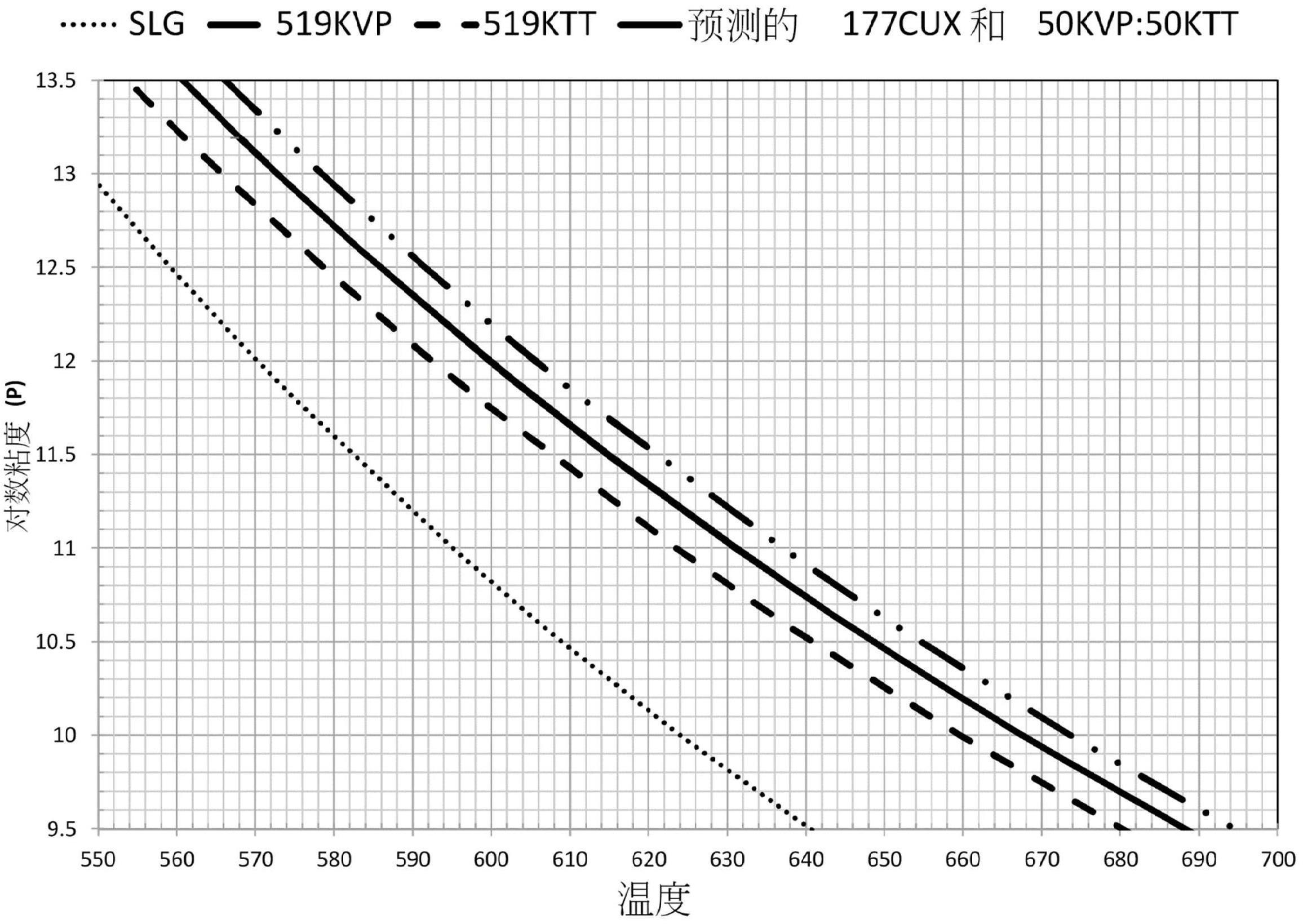
3、如图1a所示,制造弯曲或成形的层叠玻璃窗的方法包括:形成两个玻璃制品10a、10b(通常为经由浮式制造的钠钙玻璃(slg)片材),切割和精加工玻璃制品20a、20b,将一个玻璃制品放置在另一玻璃制品的顶部,以及将玻璃制品的堆叠件加热到玻璃一起弛垂到期望的形状的温度(“弛垂温度”)。如本文所使用的“弛垂温度”是指玻璃制品的对数粘度为9.9泊时的温度。通过将vogel-fulcher-tamman(vft)方程拟合到使用弯折束粘度(bbv)测量来测量的退火点数据并拟合到由纤维伸长率测量的软化点数据来确定弛垂温度:log h=a+b/(t-c),其中t是温度,a、b和c是拟合常数,h是动态粘度。当玻璃制品堆叠在另一者的顶部而一起弛垂时,该过程被称为“成对地弛垂”30。在一个或多个实施方式中,该方法进一步包括:分离两对弛垂的玻璃制品(通常在成形堆叠件冷却之后),在两个玻璃制品之间施加中间层,以及加热三层堆叠件(包括两对弛垂的玻璃制品与中间层),以形成层叠物50。在该层叠结构中的单独的钠钙玻璃(slg)玻璃制品通常具有约1.6mm或更大或约2.1mm或更大的厚度。
4、存在使用轻质层叠玻璃窗来改善燃料经济性的趋势。新的玻璃窗设计包括较厚外玻璃制品以及薄的内玻璃制品。在一种结构中,较厚玻璃制品是slg,而较薄玻璃制品是强化玻璃制品。slg制品可以被退火但未强化到补偿因厚度减少而引起的强度降低的可接受的等级。例如,即使在化学强化时,slg制品也未表现足够的强度属性(就压缩应力与压缩应力的深度而言)。
5、热回火通常用于强化厚的单体玻璃制品,并且具有在玻璃表面上形成深压缩层的优点(通常为总玻璃厚度的21%);然而,压缩应力的大小相对较低(通常小于100mpa)。此外,热回火对于薄的玻璃制品(即,具有的厚度小于2mm的玻璃制品)变得越来越无效。因此,标准热回火工艺适用于强化具有的厚度为约3mm的slg制品,但不是薄的slg制品。此外,slg制品具有差的化学强化特性。
6、铝硅酸盐玻璃制品特别地适合作为较薄的玻璃制品(特别是满足现今玻璃窗光学要求的那些制品)。特别地,铝硅酸盐玻璃组成物可以经由下拉工艺(例如,熔融成形工艺)形成非常薄的玻璃制品。此外,铝硅酸盐玻璃制品可以强化(特定地是化学强化)以表现宽范围的压缩应力(例如,多达甚至超过1000mpa)与深的压缩应力深度(例如,多达甚至超过玻璃制品的厚度的18%或20%)。
7、已知的铝硅酸盐玻璃在slg弛垂温度(即,slg通常弛垂的温度)下相对于slg制品倾向于表现出高粘度。因此,此粘度差是指已知的硅铝酸盐玻璃制品必须单独地弛垂(如图1b所示),而无法成对地弛垂,因此增加整个制造工艺的成本。特别地,图1b示出了当玻璃制品无法成对地弛垂时,制造层叠玻璃窗的方法包括单独地弛垂玻璃制品的附加步骤,而非单一弛垂步骤。具体地,该方法包括:形成两个玻璃制品10a、10b,切割和精加工玻璃制品20a、20b,将每个玻璃制品加热到弛垂温度,以将每个玻璃制品单独地弛垂到期望的形状30a、30b。由于单独弛垂步骤,使用图1b的方法可能导致两个玻璃制品之间的形状不匹配。此外,在使用两个单独的弛垂步骤时,使用两倍的能量和时间。
8、因此,需要一种薄的玻璃制品,其可以与另一玻璃制品成对地弛垂,该另一玻璃制品的组成物可以不同,可以被强化到足够的程度,并且任选地是熔融成形的。
技术实现思路
1、本公开是涉及玻璃组成物和具有这种玻璃组成物的玻璃制品,其可以与不同的玻璃制品(包括通过非熔融工艺形成的玻璃制品和由slg组成物制成的玻璃制品)成对地弛垂。在一些实施方式中,玻璃组成物可以是熔融形成的,或可以熔融成形为玻璃制品。在一个或多个实施方式中,玻璃制品可以被强化或经强化。也公开包括这种玻璃制品的层叠物和形成这种层叠物的方法。
2、本公开的第一方面是关于一种包括玻璃组成物的玻璃制品,该玻璃组成物包括量在约63摩尔%至约75摩尔%的范围内的sio2、量在约7摩尔%至约13摩尔%(或约8摩尔%至约11摩尔%)的范围内的al2o3、量为约13摩尔%至约24摩尔%的r2o和量在约0摩尔%至约3摩尔%的范围内的p2o5。除非另有说明,r2o是指包括li2o、na2o、k2o、rb2o和cs2o的碱金属氧化物的总量。在一个或多个实施方式中,玻璃组成物包括mgo与zno中一者或两者。当玻璃组成物包括mgo时,mgo的存在量的范围是约0摩尔%至约7摩尔%。在一些实施方式中,mgo的存在量的范围是约0摩尔%至约3摩尔%。当玻璃组成物包括zno时,zno的存在量的范围是约0摩尔%至约7摩尔%。在一些实施方式中,zno的存在量的范围是约0摩尔%至约5摩尔%。
3、一个或多个实施方式的玻璃组成物可以包括量在约12摩尔%至约18摩尔%的范围内的na2o。在一个或多个实施方式中,玻璃组成物包括量在约1摩尔%至约3.5摩尔%的范围内的k2o。在一些实施方式中,玻璃组成物进一步包括量在约0.01摩尔%至约4摩尔%的范围内的cao。
4、在一个或多个实施方式中,玻璃制品包括退火点温度(℃)和软化点温度(℃),而退火点温度与软化点温度的组合的一半的关系((退火点温度+软化点温度)/2)的范围是在约625℃至约725℃。在一些实施方式中,玻璃制品的(退火点+软化点)/2的关系等于或小于约700℃。在一些实施方式中,玻璃制品包括在200泊的粘度下的温度(℃)(t200)与在35000泊的粘度下的温度(℃)(t35000),而其间的差异(t200-t35000)的大小的范围是在约400℃至约600℃。在一个或多个实施方式中,玻璃制品包括t200,而其中关系(退火点温度+软化点温度)/2与t200之间的差异是小于-800℃。在一些实施方式中,玻璃制品包括t35000,而其中关系(退火点温度+软化点温度)/2与t35000之间的差异小于-300℃。根据一个或多个实施方式的玻璃制品包括t200值、t35000值、或大于约1030℃的t200和t35000值。在一个或多个实施方式中,玻璃制品可以包括约620℃至约720℃的范围的弛垂温度。
5、在一个或多个实施方式中,玻璃制品(或用于形成玻璃制品的玻璃组成物)包括大于约100千泊(kp)的液相线粘度。在一些情况下,玻璃制品(或用于形成玻璃制品的玻璃组成物)包括小于约35kp的锆石分解粘度。
6、可以强化一个或多个实施方式的玻璃制品。在一些情况下,如本文所述,玻璃制品是熔融成形的。
7、本公开的第二方面是涉及一种包括玻璃组成物的玻璃制品,该玻璃组成物包括大于2摩尔%的al2o3,其中玻璃制品包括退火点温度(℃)与软化点温度(℃),而(退火点温度+软化点温度)/2的关系的范围是在约625℃至约725℃的范围内。在一些情况下,退火点温度可以低于约580℃。在一个或多个实施方式中,玻璃制品的软化点温度的范围是约725℃至860℃。
8、在一个或多个实施方式中,玻璃组成物或由这些组成物形成的玻璃制品可以包括大于约1000℃的t35000。在一个或多个实施方式中,玻璃组成物或由这些组成物形成的玻璃制品可以包括大于约900℃的t200。在一个或多个实施方式中,玻璃组成物或由这些组成物形成的玻璃制品包括小于约530℃的应变点温度。
9、在一个或多个实施方式中,玻璃组成物包括r2o的量等于或大于约5摩尔%。在一些实施方式中,玻璃组成物包括量在约5摩尔%至约20摩尔%的范围内的r2o。
10、在一个或多个实施方式中,玻璃组成物可以包括特定量的ro。除非另有说明,否则ro是指碱土金属氧化物(例如,mgo、cao、sro、bao、zno和类似者)的总量。在一个或多个实施方式中,玻璃组成物包括mgo与zno中一者或两者。在一个或多个实施方式中,mgo的量的范围是约0摩尔%至约7摩尔%。在一个或多个实施方式中,zno的量的范围是约0摩尔%至约7摩尔%。
11、一个或多个实施方式的玻璃组成物或由那些组成物形成的玻璃制品包括约2.6g/cm3或更低的密度。在一些情况下,可以强化玻璃制品。在一些情况下,玻璃制品是熔融成形的。
12、本公开的第三方面涉及一种车辆,包括:主体,该主体限定内部和与内部连通的开口;玻璃制品,该玻璃制品设置在开口中。玻璃制品包括玻璃组成物,玻璃组成物包括大于2摩尔%的al2o3、退火点温度(℃)、及软化点温度(℃),其中(退火点温度+软化点温度)/2的关系在约625℃至约725℃的范围内。玻璃制品(或用于形成玻璃制品的组成物)可以具有小于约600℃的退火点温度。在一些情况下,玻璃制品(或用于形成玻璃制品的组成物)进一步包括小于约550℃的应变点温度。玻璃制品(或用于形成玻璃制品的组成物)可以包括在约600℃至约700℃的范围的弛垂温度。玻璃制品(或用于形成玻璃制品的组成物)的密度可为约2.6g/cm3或更低。在一些实施方式中,玻璃制品(或用于形成玻璃制品的组成物)包括在约725℃至860℃的范围的软化点。在一些实施方式中,玻璃制品包括大于约1000℃的t35000。在一个或多个实施方式中,玻璃制品进一步包括大于约900℃的t200。
13、在一个或多个实施方式中,玻璃制品包括如本文另外描述的玻璃组成物。例如,在一些实施方式中,玻璃组成物包括约16摩尔%或更高的r2o。在一些情况下,玻璃组成物包括选自li2o、na2o和k2o的碱金属氧化物,其中碱金属氧化物的存在量大于约5摩尔%。在一些情况下,玻璃组成物包括在约5摩尔%至约24摩尔%或约17摩尔%至约24摩尔%的范围的碱金属氧化物(仅包括li2o、na2o、k2o)的总量。在一些实施方式中,可以将玻璃制品强化。在一些情况下,玻璃制品是熔融成形的。
14、本发明的第四方面涉及一种层叠物,包括第一玻璃层、设置在第一玻璃层上的中间层和设置在中间层上而与第一玻璃层相对的第二玻璃层,其中第一玻璃层与第二玻璃层中任一者或两者包括本文所述的玻璃制品的实施方式。在一个或多个实施方式中,第一玻璃层与第二玻璃层中任一者或两者具有小于约1.6mm的厚度。在一个或多个实施方式中,第一玻璃层包括本文所述的玻璃制品的实施方式并具有小于约1.6mm的厚度。在一些特定实施方式中,第二玻璃层包括1.6或更大的厚度。任选地,第二玻璃层在组成上与第一玻璃层不同(例如,第一玻璃层包括本文所述的玻璃组成物的实施方式,而第二玻璃层包括slg)。
15、本公开的第五方面涉及层叠物,包括第一弯曲玻璃层、第二弯曲玻璃层和中间层,第一弯曲玻璃层包括第一主表面、与第一主表面相对的第二主表面和第一厚度,第一厚度限定为第一主表面与第二主表面之间的距离,第二弯曲玻璃层包括第三主表面、与第三主表面相对的第四主表面和第二厚度,第二厚度限定为第三主表面与第四主表面之间的距离,中间层是设置在第一弯曲玻璃层与第二弯曲玻璃层之间,并邻近第二主表面与第三主表面。
16、在一个或多个实施方式中,第一弯曲玻璃层包括约2mm或更大(例如,约5mm至约30mm)的第一弛垂深度,而第二弯曲玻璃层包括约2mm或更大(例如,约5mm至约30mm)的第二弛垂深度。在一个或多个实施方式中,第二表面形成凹陷表面,而第三表面形成凹陷表面,反之亦然。
17、在一个或多个实施方式中,第一弛垂深度是在第二弛垂深度的10%以内,而如由光学三维扫描仪测量,第一玻璃层与第二玻璃层之间的形状偏差是±5mm或更少(例如,约±1mm或更少,或约±0.5mm或更少)。
18、第一玻璃层包括第一粘度,而第二玻璃层包括第二粘度。在一个或多个实施方式中,在630℃下的第一粘度大于在630℃下的第二粘度(例如,在约630℃的温度下,第一粘度是在第二粘度的约10倍至第二粘度的约750倍的范围内。
19、在一个或多个实施方式中,如由使用根据astm 1561的透射光学器件的光学畸变检测器测量,第一主表面与第四主表面中一者或两者包括小于200毫屈亮度(或约100毫屈亮度或更小)的光学畸变。在一些实施方式中,如由根据astmc 1279的表面应力计测量,第三主表面或第四主表面包括小于7mpa(例如,约5mpa或更小,或约3mpa或更小)的膜拉伸应力。
20、根据一个或多个实施方式,第一弯曲玻璃层包括本文所述的玻璃制品。第一厚度可以小于第二厚度。例如,第一厚度可以为约0.1mm至小于约1.6mm,而第二厚度的范围可为约1.6mm至约3mm。
21、第一弯曲玻璃层可以呈现与第二弛垂温度不同的弛垂温度。第一弛垂温度与第二弛垂温度之间的差异的大小是在约30℃至约150℃的范围内。在一个或多个实施方式中,如由astm c1652/c1652m测量,层叠物基本上没有视觉畸变。
22、任选地,强化第一弯曲玻璃层(例如,化学强化、机械强化或热强化)。可以不强化或可以强化第二玻璃弯曲层。在一个或多个实施方式中,第二弯曲玻璃层包括钠钙硅酸盐玻璃。
23、第一弯曲玻璃层可以具有第一长度与第一宽度,第一长度与第一宽度中任一者或两者是约0.25米或更大。在一个或多个实施方式中,第二弯曲玻璃层包括在第一长度的5%内的第二长度和在第一宽度的5%内的第二宽度。层叠物可以简单地弯曲(如本文所限定)或复杂地弯曲(如本文所限定),并且可以任选地作为汽车玻璃窗或建筑玻璃窗。
24、另一方面涉及一种车辆,包括:主体,该主体限定内部和与内部连通的开口;以及本文所述的层叠物,该层叠物设置在开口中。这种层叠物可以复杂地弯曲。
25、除非另有说明,否则本文公开的玻璃组成物是以氧化物基准分析的摩尔百分比(摩尔%)描述。在随后的具体实施方式中将阐述额外特征和优点,而本领域的技术人员可根据该描述而部分理解另外特征和优点,或通过实践本文中(包括以下具体实施方式、权利要求书以及附图)所描述的实施方式而了解附加的特征和优点。
26、本公开的第六方面是关于一种用于形成层叠物的方法。在一个或多个实施方式中,该方法包括:堆叠第一玻璃制品(可包括本文所述的玻璃制品的实施方式)和具有与第一玻璃制品不同的组成物的第二玻璃制品,以形成堆叠件,将堆叠件放置在模具上,将堆叠件加热到大于第一玻璃制品的退火点温度的温度,以形成成形堆叠件,以及将中间层放置在第一玻璃制品与第二玻璃层之间。
27、在一个或多个实施方式中,第一玻璃层包括第一表面和与第一表面相对的第二表面,第二玻璃制品包括第三表面和与第三表面相对的第四表面,而在堆叠件中,第二表面是与第三表面相邻。在一个或多个实施方式中,第二表面形成凹陷表面,而第三表面形成凹陷表面,反之亦然。
28、在一个或多个实施方式中,成形堆叠件包括第二表面与第三表面之间的间隙,间隙具有约10mm或更少(或约5mm或更少,或约3mm或更少)的最大距离。
29、应了解,上述一般描述与以下详细描述两者仅为示例性的,并且旨在提供用于理解权利要求书的本质和特性的概述或框架。包括附图以提供进一步理解,并且将这些附图并入本说明书且构成本说明书的一部分。附图示出一个或多个实施方式,并且连同描述一起说明各种实施方式的原理和操作。
- 还没有人留言评论。精彩留言会获得点赞!