一种Ti-Al-C系MAX相陶瓷与锆合金连接的方法
本发明属于金属与陶瓷连接领域,具体涉及一种ti-al-c系max相陶瓷与锆合金的连接方法。
背景技术:
1、max相是以mn+1axn为化学通式的一类三元层状陶瓷的统称,其中m为过渡族金属,a主要为iiia和iva族元素,x为c或n,n=1~3。max相陶瓷材料兼具陶瓷和金属的优异性能,其中,ti-al-c系max相陶瓷具有良好抗高温氧化、抗损伤、以及高的电导率和热导率和易加工等优异性能受到广泛关注和研究,尤其是ti-al-c系max相陶瓷具有优良的抗辐照特性,现已成为一种极具前景的核能结构候选材料。锆合金由于锆具有低的热中子吸收截面,是核电站中不可缺少的材料。因此实现ti-al-c系max相陶瓷与锆合金的高质量连接对核工业的快速发展有重要意义。
2、2015年美国德雷塞尔大学的barsoum团队(tallmandj,yangj,panl,etal.reactivity ofzircaloy-4withti3sic2andti2alcinthe1100–1300℃temperaturerange.journalof nuclearmaterials,2015,460:122-129)率先报道了ti2alc陶瓷与zr-4合金的连接。其采用真空热压炉进行试验,连接温度1100~1300℃,连接时间1~30h,真空度为10-1pa,连接压力~2.5mpa,该文献发现由于连接时max相中扩散出的al元素与zr-4合金在界面反应生成大量zr-al脆性金属间化合物,由于zr-al金属间化合物的热膨胀系数与两侧母材的相差过大,导致接头在焊后直接开裂,未能实现连接。此外,连接温度高于zr-4合金的相变温度(温度低于825℃时为α-zr,825~975℃为两相共存区,温度高于975℃时会转变为β-zr),且在高于相变温度下保温时间长达几十小时,严重恶化母材的性能。随后,国内天津大学的卢博和中科院宁波材料研究所的黄庆等人相继报道了采用放电等离子体烧结(sps)方法研究ti3alc2陶瓷与zr-4的连接(卢博.电流辅助对锆合金与max相材料ti3alc2连接的影响及其连接界面的调控研究,天津大学,2016;bolu,xianjinyang,jiezhou,etal.effect ofelectriccurrentondiffusionofaluminuminti3alc2intozirconiumalloy.journalofwuhan universityoftechnology(materialscienceedition),2017,32(3):645-649;杨辉,卢博,杨贤金,史文,周小兵,李鹏,黄峰,黄庆.电流辅助加热条件下ti3alc2/zr连接界面研究.现代技术陶瓷,2017,38(1):48-56)。其发现当压力为22.2mpa,温度为885~1050℃时实现了ti3alc2与zr-4的连接,但界面间生成的仍然是脆性的zr-al金属间化合物,只是获得的化合物厚度相较barsoum等人的有所减薄,因而在焊后并未直接开裂,但强度测试表明接头抗剪强度极低,仅为6.38mpa,不能满足使用需求。另外,该方法为了使ti3alc2与zr-4紧密接触,从而为陶瓷中al与zr-4的扩散提供通路,因而通常需要在大压力(>10mpa)进行连接,但由于zr-4合金的弹性模量低,高温连接时施加的较大压力会导致zr-4发生严重塑性变形。
3、总之,目前公开报道的ti-al-c系max相陶瓷与锆合金连接的方法存在以下几个弊端:一、接头连接强度极低:由于接头中不可避免的产生了与母材热膨胀系数差异较大的脆性zr-al金属间化合物,因而严重削弱接头强度,甚至在焊后直接发生开裂,不能获得牢固的接头;二、连接温度较高或在高于锆合金相变温度下保温较长时间,容易造成锆合金母材性能退化;三、连接压力大,较大的连接压力会使锆合金母材在高温下发生严重塑性变形,陶瓷在压力作用下被嵌入锆合金母材,导致接头成型不良。因此亟需开发一种新型的连接方法,既要在相对较低的温度和较小压力下实现连接,又要使获得接头具有高的强度。
技术实现思路
1、本发明为了解决现有的ti-al-c系max相陶瓷与锆合金连接的方法使用的连接温度高、连接压力大,且由于在连接面间不可避免的生成了与母材热膨胀系数差异较大的zr-al脆性金属间化合物而导致获得的焊接接头强度极低,甚至在焊后直接开裂等问题,而提供一种ti-al-c系max相陶瓷与锆合金连接的方法。
2、本发明ti-al-c系max相陶瓷与锆合金连接的方法按照以下步骤实现:
3、一、以纯铜作为中间层;
4、二、分别对待焊ti-al-c系max相陶瓷和锆合金的待连接表面机械打磨和抛光,然后超声清洗,得到待焊ti-al-c系max相陶瓷和待焊锆合金;
5、三、将步骤一的中间层和步骤二的待焊ti-al-c系max相陶瓷与待焊锆合金按照ti-al-c系max相陶瓷/中间层/锆合金的顺序依次叠放,施加一定的压力,得到待焊装配件;
6、四、将待焊装配件放入高温真空炉内,在885~950℃的温度下保温5~45min,冷却至室温,完成ti-al-c系max相陶瓷与锆合金的连接。
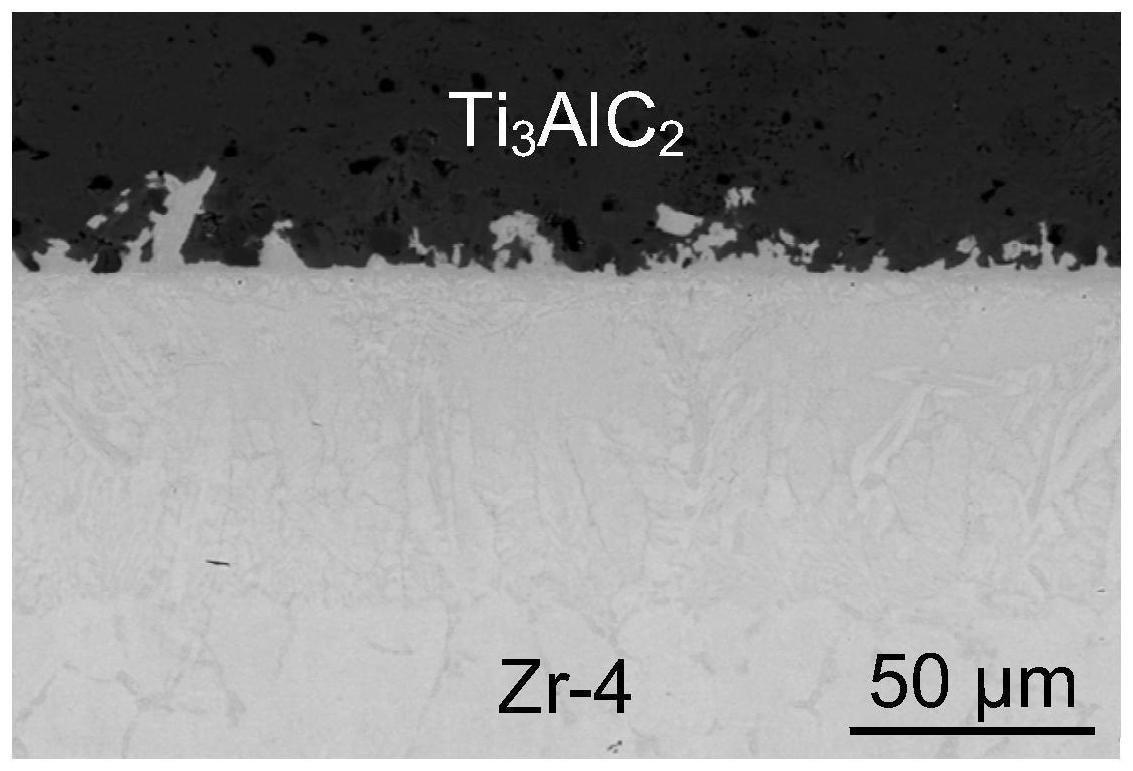
7、本发明提出了一种ti-al-c系max相陶瓷与锆合金连接的方法,使用纯铜作中间层,在相对较低温度和较小压力下进行连接,主要的连接机理是:在锆合金侧,铜中间层与锆合金母材在较低温度下发生共晶反应,在界面间会生成低熔点共晶cu-zr液相,等温凝固后在锆合金侧形成树枝状结构的瞬时液相连接(tlp)接头;而在max相陶瓷侧,由于高温下ti-al-c系max相陶瓷中的al因为ti-al键结合弱,因而高温下al非常活泼并会沿基面脱出,并向共晶液相及锆合金一侧扩散。al脱出的同时会导致ti-al-c陶瓷发生分解生成tic;最终zr-cu低熔共晶液相中的zr与tic发生置换反应,从而在连接面上生成zrc,从根本上避免了脆性zr-al相的生成。由于zrc的热膨胀系数与ti-al-c系陶瓷及锆合金母材的差异较小,这最大限度地减少了在连接温度冷却过程中产生的残余应力,因而能够获得相对较高的接头强度。
8、与现有ti-al-c系max相陶瓷与锆合金连接技术相比,本发明ti-al-c系max相陶瓷与锆合金连接的方法包括以下有益效果:
9、1、接头强度高:由于接头中避免了zr-al脆性相的生成,取而代之的是生成了与母材热膨胀系数相匹配的zrc陶瓷相,因而显著提高了接头强度。
10、2、焊接温度相对较低:连接温度仅需在获得低熔点共晶液相下保温较短时间即可完成连接,可最大限度的降低高温对锆合金母材性能造成的损伤。
11、3、焊接压力小:连接时仅需在较小压力下进行装配,而不需要像传统扩散焊接时在大压力(>10mpa)下使母材表面发生塑性变形而促进材料的紧密接触加速界面间原子的扩散,因而避免了锆合金母材在高温下发生严重塑性变形,陶瓷在压力作用下被嵌入锆合金母材而导致接头成型不良的问题。
12、4、本发明操作简单易行,丰富了ti-al-c系max相陶瓷与锆合金连接技术种类,具有广阔的应用前景和较大的实用价值。
- 还没有人留言评论。精彩留言会获得点赞!