一种超薄玻璃板生产方法与流程
本发明涉及玻璃生产,特别涉及一种超薄玻璃板生产方法。
背景技术:
1、超薄玻璃由于具有一定的透光特性和厚度薄的特点,被广泛应用于手机、平板电脑、液晶电视等显示面板,同时还广泛应用于微电子技术和薄膜太阳能等领。
2、授权公告号cn 113087366b的发明专利公开了一种超薄玻璃气胀成型方法,该发明提供的超薄玻璃气胀成型工艺的玻璃液从环型出料口流出,呈内部中空圆柱,整体不受液体表面张力影响,且整个环形表面厚度一致;玻璃液出料后逐步冷却过程中,玻璃液呈现为一个软化的半固体状态,利用此状态将中空的环形玻璃带挤压成横断面呈长条形的玻璃带,并在玻璃未完全硬化前将长条形玻璃带剪开一侧或两侧,将玻璃带变成玻璃板,再进入退火窑退火冷却,生产出合格的、超薄的玻璃基板。
3、但是上述成型方法经过本领域技术人员实际应用后发现仍旧存在一些缺点,较为明显的就是剪切装置完成对长条形玻璃带的切割后,所产生的两片平板玻璃带会因自重而持续下垂,此时还需要技术人员对平板玻璃带端头位置进行人工引导,才能实现导向装置对平板玻璃带的输送,但是转向导引装置必然会在实际引导过程中造成阻挡,进而增加平板玻璃带端头的引导难度。
4、同时当环形玻璃带初次由环形出口进行输出时,由于多组对辊之间的宽度限制,易出现环形玻璃带端头无法依靠自身下降而进入对辊之间的情况,进而影响后续剪切操作的正常进行。
5、因此,发明一种超薄玻璃板生产方法来解决上述问题很有必要。
技术实现思路
1、本发明的目的在于提供一种超薄玻璃板生产方法,以解决上述背景技术中提出的问题。
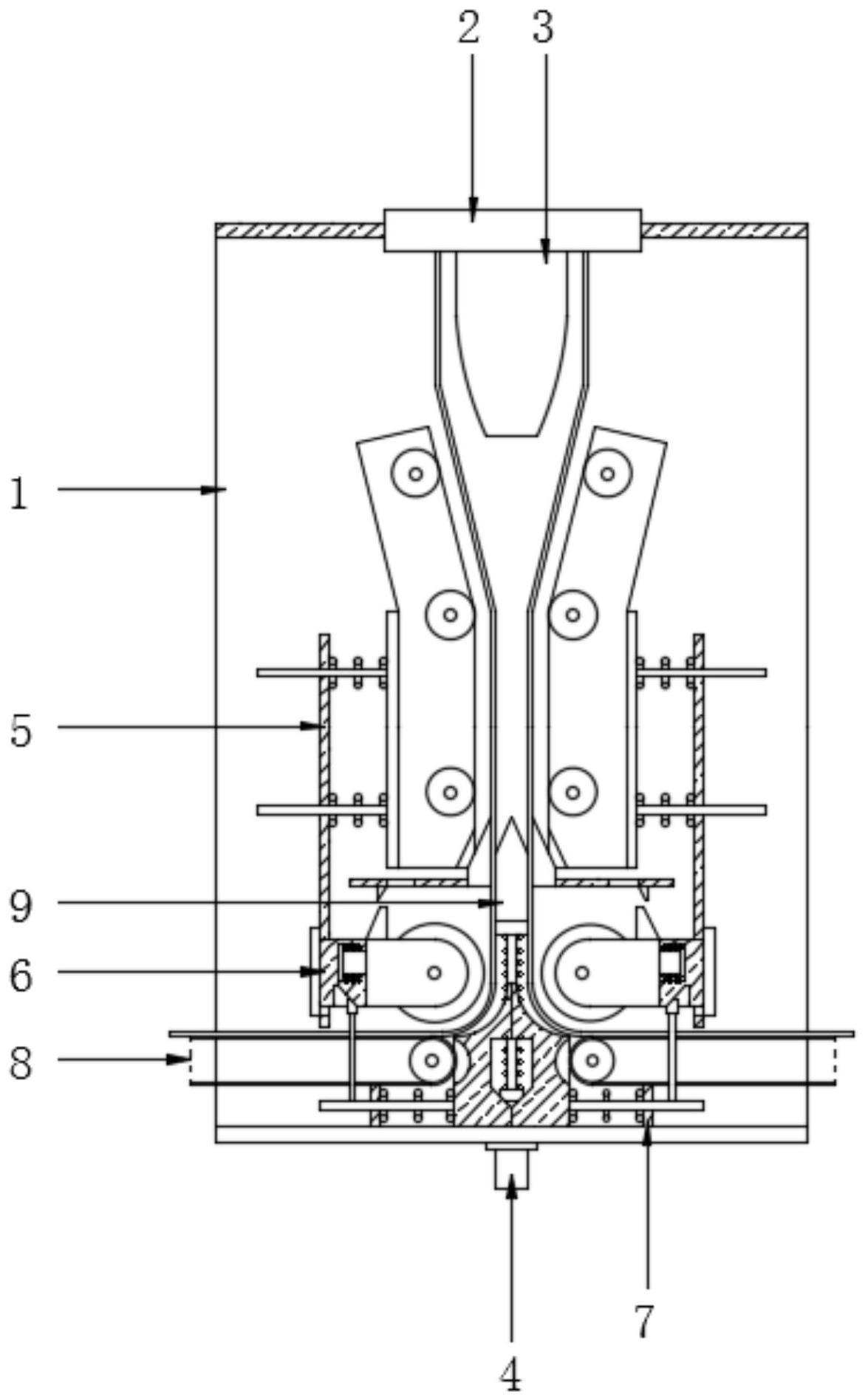
2、为实现上述目的,本发明提供如下技术方案:一种超薄玻璃板生产方法,所述超薄玻璃板生产方法通过超薄玻璃板生产设备实现,所述超薄玻璃板生产设备包括壳体,所述壳体顶部固定嵌套设置有环形出口,所述环形出口内侧设置有气胀装置,所述气胀装置正下方设置有剪切装置,所述剪切装置与壳体前侧内壁固定连接;
3、所述壳体内侧底部设置有驱动触发机构,所述驱动触发机构两侧均设置有输送调节机构,两个所述输送调节机构上均设置有整形转向机构,两个所述整形转向机构下方均设置有整形导流机构,所述整形导流机构位于驱动触发机构前侧;
4、所述驱动触发机构包括螺杆、驱动电机、上调节块、第一弹簧、下调节块、外套板和上触发块;
5、所述螺杆贯穿壳体底部且通过轴承与壳体转动连接,所述驱动电机固定设置于壳体底部且与驱动电机传动连接,所述上调节块、第一弹簧和下调节块由上至下依次套接设置于螺杆外侧,所述上调节块与螺杆螺纹连接,所述第一弹簧和下调节块均滑动套接设置于螺杆外侧,所述上调节块与下调节块均与壳体内壁滑动贴合,所述外套板固定套接设置于上调节块外侧底部,所述上触发块设置有两个,两个所述上触发块分别固定设置于外套板底部两侧。
6、优选的,所述输送调节机构包括侧板、纵向滑槽、第一滑杆、第二弹簧、调节板、调节辊和倾斜板。
7、优选的,所述侧板与壳体内壁固定连接,所述纵向滑槽开设于侧板侧面底部,所述第一滑杆与第二弹簧均设置有两个,两个所述第一滑杆由上至下依次滑动贯穿设置于侧板侧面,两个所述第二弹簧分别套接设置于两个第一滑杆外侧,所述调节板固定设置于两个第一滑杆端部,所述第二弹簧一端与侧板固定连接以及另一端与调节板固定连接,所述调节辊设置有三组,三组所述调节辊由上至下依次转动嵌套设置于调节板正面,所述倾斜板固定设置于调节板正面底部。
8、优选的,所述整形转向机构包括纵向滑块、限位板、导向槽、滑动板、第三弹簧、安装板、下触发块和转向辊。
9、优选的,所述纵向滑块沿竖直方向滑动设置于纵向滑槽内侧,所述限位板固定设置于纵向滑块外端且与侧板滑动连接,所述导向槽开设于纵向滑块底部,所述滑动板滑动嵌套设置于纵向滑块内部,所述第三弹簧设置有两个,所述第三弹簧一端与纵向滑块内壁固定连接以及另一端与滑动板固定连接,所述安装板设置有两个,两个所述安装板均固定设置于纵向滑块内端,所述下触发块固定设置于两个安装板顶部,所述转向辊转动嵌套设置于两个安装板之间。
10、优选的,所述整形导流机构包括导流座、调节槽、整形槽、避让槽、第二滑杆、第四弹簧、固定板、连接杆和导向块。
11、优选的,所述导流座沿竖直方向滑动设置于壳体内侧底部,所述调节槽开设于导流座内侧,所述整形槽设置于导流座顶部,所述避让槽开设于导流座外侧顶部,所述第二滑杆固定设置于导流座外侧底部,所述第四弹簧与固定板由内至外依次套接设置于第二滑杆外侧,所述固定板与第二滑杆滑动连接且与壳体内壁固定连接,所述连接杆固定设置于第二滑杆顶部,所述导向块固定设置于连接杆顶端。
12、优选的,所述超薄玻璃板生产方法具体包括以下步骤:
13、s1、玻璃液通过环形出口输出后形成环形玻璃带,位于环形出口内侧的气胀装置向环形玻璃带内部注入气体进行气胀处理;
14、s2、随着环形玻璃带由环形出口内侧不断输出,环形玻璃带端部不断下降,此时启动驱动电机,驱动电机启动后带动螺杆转动,螺杆转动时带动上调节块下降,上调节块下降时逐渐解除对倾斜板的限位;
15、s3、当上调节块下降距离达到第一阈值时,上调节块与倾斜板脱离接触,此时在第二弹簧的推动下,调节板带动多个调节辊向靠近环形玻璃带的方向移动,进而将环形玻璃带挤压成具有间隙的长条形玻璃带,长条形玻璃带不断下降,并被剪切装置所切割,形成两条平板玻璃带;
16、s4、上调节块下降时通过外套板带动上触发块同步下降,同时对第一弹簧进行压缩,当上调节块下降距离达到第二阈值时,上触发块与下触发块接触,后续随着上调节块的继续下降,上触发块推动下触发块向靠近平板玻璃带的方向移动,下触发块被推动后通过安装板带动转向辊同步移动;
17、s5、当上调节块下降距离达到第三阈值时,转向辊与平板玻璃带贴合,此时平板玻璃带底端落于整形槽顶部并沿着整形槽顶部向靠近出料传送带的方向滑动,同时第一弹簧被压缩至极限,后续随着上调节块的继续下降,上调节块通过第一弹簧带动下调节块下降;
18、s6、下调节块下降时通过调节槽对导流座进行推动,导流座被推动后通过整形槽带动平板玻璃带底端移动,同时通过第二滑杆与连接杆带动导向块在导向槽内侧滑动,随着导向块的不断滑动,纵向滑块沿着纵向滑槽下降,同时带动转向辊同步下降,此时由于上触发块同步下降,因此转向辊持续保持与平板玻璃带贴合的状态;
19、s7、当上调节块下降距离达到第四阈值时,对驱动电机进行停机,此时转向辊与平板玻璃带外壁贴合,整形槽与平板玻璃带内壁贴合,同时平板玻璃带顶端沿整形槽滑动至出料传送带上,进而被出料传送带持续向外输出,后续平板玻璃带经过转向辊与整形槽之间时,被转向辊外壁以及整形槽内壁所整形;
20、s8、被出料传送带所输出的平板玻璃带进入退火窑内部进行退火冷却,退火冷却完毕后制得超薄玻璃板。
21、本发明的技术效果和优点:
22、本发明通过设置有驱动触发机构、输送调节机构、整形转向机构和整形导流机构,以便于利用驱动触发机构对输送调节机构进行触发,进而使输送调节机构在环形玻璃带下降至合适位置后对环形玻璃带进行侧方挤压,进而避免环形玻璃带无法进入到相邻两组调节辊之间的情况发生,同时驱动触发机构在完成对输送调节机构的触发后可以先后对整形转向机构与整形导流机构进行触发,整形导流机构被触发后在带动平板玻璃带底端移动的同时对整形转向机构进行二次触发,整形转向机构被二次触发后与整形导流机构相互配合,进而对处于输出状态的平板玻璃带进行持续整形,相较于现有技术中同类型装置以及方法,本发明可以自动完成平板玻璃带端头的引导,以实现平板玻璃的转向以及输出,同时可以实现平板玻璃带的持续整形,提高成品质量,另外可以避免环形玻璃带无法进入对辊之间的情况发生,保证了后续剪切操作的正常进行。
- 还没有人留言评论。精彩留言会获得点赞!