再生微孔型活性炭的制备方法及制得的再生微孔型活性炭与流程
本发明涉及活性炭制备,尤其涉及再生微孔型活性炭及制备装置。
背景技术:
1、蜂窝活性炭是一种具有广泛应用的吸附材料,通过放大观看活性炭,内部具有众多密集的微孔,通过这些微孔增大表面积,吸附杂质,但是在使用中会随着时间的推移而逐渐失去吸附能力,需要进行再生。蜂窝活性炭再生流程,将蜂窝活性炭放入高温热解炉中进行热解,热解温度通常在600℃以上,持续时间约为1-2小时,热解过程中,蜂窝活性炭表面的吸附物质会被分解掉,从而恢复吸附能力。其中,蜂窝活性炭的加工工艺流程:无烟煤或者褐煤破碎并磨粉,煤焦油加入乳化剂水溶液中制成乳化煤焦油,将煤粉与乳化煤焦油搅拌混捏并混合均匀,制做煤泥,将混捏好的煤泥使用蜂窝钢模具进行挤出成型,并进行干燥固化,以惰性气体作为保护气进行炭化,水蒸气高温催化活化。
2、现有活性炭生产制备过程中通常通过多个流程进行处理加工,通过将活性炭原料混合成湿料,通过挤压装置输送至模具,通过持续输送活性炭湿料,将成型后的湿料活性炭穿过模具,然后通过机器或人工进行搬运,但湿料活性炭在实际使用常因拿取力度原因造成成型后的湿料活性炭产生形变,因此,如何提出一种辅助提高活性炭固化便于搬运的成型制备装置就显得尤为重要,鉴于此,我们提出一种再生微孔型活性炭及制备装置。
技术实现思路
1、本发明的目的在于克服现有技术的不足,适应现实需要,提供一种再生微孔型活性炭及制备装置,以解决当前的活性炭湿料成型中固化程度不足,容易在进一步搬运过程中造成变形的技术问题。
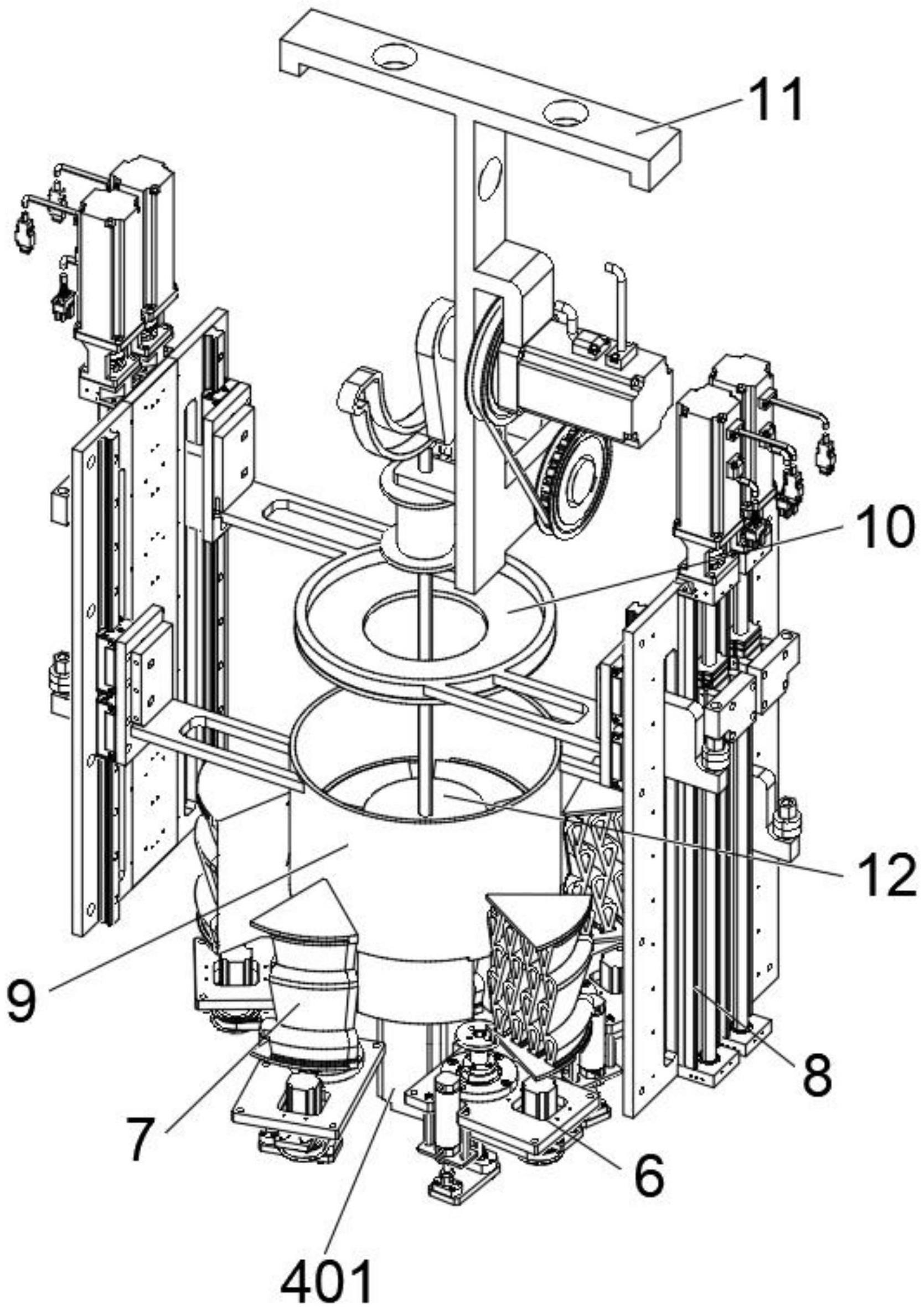
2、为了实现本发明的目的,本发明所采用的技术方案为:设计一种再生微孔型活性炭的制备方法,所述再生微孔型活性炭包括一个活性炭限位圈和若干个活性炭块,所述制备方法依赖于再生微孔型活性炭的制备装置,包括低温固化机体;其中,所述低温固化机体通过操作平台间隙构成加工腔及安装腔;其中,所述操作平台上设置有滑轨;第一驱动机构,通过安装座a布置于所述安装腔内连接所述滑轨;若干第一模具,固设于所述第一驱动机构活动端上;若干第二驱动机构,通过螺栓a呈环形等间距布置于所述安装腔内连接所述操作平台;第二模具,布置于所述第二驱动机构旋转端上;两个双丝杆升降机,对称布置于所述操作平台上连接所述加工腔;第三模具,布置于所述双丝杆升降机其中一个活动端上;第四模具,布置于所述双丝杆升降机另一个活动端上;第四驱动机构,通过螺栓b布置于所述加工腔内;第五模具,布置于所述第四驱动机构活动端上;其中,所述第一模具、第二模具、第三模具、第四模具及第五模具内部均设置有电加热丝;其中,所述第一模具、第二模具、第三模具、第四模具、第五模具通过操作平台、第一驱动机构、第二驱动机构、双丝杆升降机、第四驱动机构构成双压固化成型结构;
3、所述制备方法包括以下步骤:
4、s100:活性炭湿料预处理:将混合将煤粉与乳化煤焦油搅拌混捏并混合均匀,混合呈活性炭湿料,并存贮放置于该再生微孔型活性炭及制备装置一侧;
5、s200:成型填充处理:
6、若对活性炭限位圈填充成型加工;活性炭限位圈压制形状的构成通过第一驱动机构驱动若干第一模具环形收缩运动,第四驱动机构驱动第五模具下降旋转运动,双丝杆升降机顺序驱动第三模具、第四模具下降运动与活性炭限位圈形状相适配的固化成型腔b;第一驱动机构驱动若干第一模具环形收缩运动,第四驱动机构驱动第五模具下降旋转运动,双丝杆升降机驱动第三模具下降,人工添加活性炭湿料至使模具之间,通过杆升降机驱动第四模具下降运动对活性炭湿料进行压制形成活性炭限位圈;
7、若对活性炭块填充成型加工;活性炭块压制形状的构成通过第一驱动机构驱动若干第一模具环形展开运动,且,第二驱动机构驱动第二模具旋转运动,致使第二模具与第一模具插接配合形成与活性炭块形状相适配的固化成型腔a;当进行填充工作时,第一驱动机构驱动若干第一模具环形收缩运动,双丝杆升降机驱动第三模具下降运动,人工添加活性炭湿料至使模具之间,通过第四驱动机构驱动第五模具下降旋转运动,对活性炭湿料进行挤压至第一模具内,致使活性炭湿料填充紧实,双丝杆升降机驱动第三模具上升运动,第一驱动机构驱动若干第一模具环形展开运动,且,第二驱动机构驱动第二模具旋转运动,致使第二模具与第一模具插接配合对活性炭湿料进行压制形成活性炭块;
8、s300:固化处理:通过外接控制致使电加热丝升温,使得压制活性炭湿料快速固化;
9、s400:脱模处理:通过工具将成型后的活性炭限位圈、活性炭块取出;
10、s500:余料收集:通过人工将多余活性炭湿料收集;
11、s600:装配处理:将活性炭块依次穿入活性炭限位圈内,然后通过人工手动将多余活性炭湿料填充致活性炭块与活性炭限位圈缝隙处。本发明通过多模块化的结构形成双压固化成型结构,来对活性炭限位圈及活性炭限位圈进行生产制备,且通过第一模具、第二模具、第三模具、第四模具及第五模具内部均设置有电加热丝设置,同步对湿料状态下的活性炭进行升温固化,致使活性炭限位圈及活性炭限位圈可稳定进行脱模的情况下,又有效避免后期搬运和碳化、活化处理运输造成的活性炭变形问题。
12、优选地,所述第一驱动机构包括第一电机、驱动盘及滑块;第一电机通过安装座a布置于安装腔内,驱动盘布置于所述第一电机活动端,若干滑块呈环形等间距布置于所述驱动盘上,其中,所述滑块底部设置有啮合槽,且,所述啮合槽与所述驱动盘螺旋凸起相啮合,其中,所述滑块两侧均设置有滑动槽,且,所述滑块通过滑动槽与所述滑轨滑动配合,其中,所述驱动盘呈梯形状,且,所述驱动盘两端均呈圆弧状。本发明通过第一电机带动驱动盘旋转致使滑块在滑轨导向下进行线性滑动工作,有效通过啮合槽与所述驱动盘螺旋凸起相啮合设置,致使多个滑块移动,且通过滑块两端均呈圆弧状及整体近似梯形状设置,致使滑块靠近驱动盘螺旋中心位置时滑块之间可进一步靠近,增大滑块底部与驱动盘螺旋凸起接触面,提高第一模具移动过程中的稳定性。
13、优选地,所述第二驱动机构包括安装架a、第二电机、转动盘及转动连接凸起;若干安装架a,通过螺栓a呈环形等间距布置于所述安装腔内;第二电机布置于所述安装架a一侧,转动盘布置于所述安装架a另一侧,其中,所述第二电机输出端通过皮带a连接所述转动盘输入端,其中,所述转动盘输出端设置有转动连接凸起,其中,所述转动连接凸起呈扇形,其中,所述转动连接凸起内壁直径与所述滑块外壁直径相适配。本发明通过第二电机驱动皮带a带动转动盘同步旋转,致使第二模具进行旋转工作,使得第一模具与第二模具重合压制活性炭湿料,且利用转动连接凸起呈扇形,其中,所述转动连接凸起内壁直径与所述滑块外壁直径相适配,致使滑块移动至转动连接凸起处时滑块与转动连接凸起呈同心圆状态,满足转动连接凸起旋转工作所需,使得滑块与所述第一模具接触面积提高,增大滑块与所述第一模具连接强度。
14、优选地,所述四驱动机构包括安装架b、限位块、第四驱动电机、凸轮杆、从动盘、侧压凸轮、连接杆及限位轨;安装架b通过螺栓b布置于所述加工腔内,其中,所述安装架b低端设置有两个限位块,第四驱动电机布置于所述安装架b中端,其中,所述第四驱动电机活动端上设置有齿轮盘a,凸轮杆布置于所述第四驱动电机活动端端部,从动盘通过轴承a布置于所述安装架b低端一侧,其中,所述从动盘连杆端设置有齿轮盘b,其中,所述齿轮盘b通过皮带b连接所述齿轮盘a,侧压凸轮通过轴承b布置于两个所述两个限位块之间,其中,所述侧压凸轮靠近所述从动盘表面设置侧斜槽,连接杆穿设于所述侧压凸轮内连接所述第五模具上,其中,所述连接杆与所述侧压凸轮活动连接,限位轨通过轴承c布置于所述连接杆顶部连接所述凸轮杆。本发明通过第四驱动电机驱动齿轮盘a、皮带b致使凸轮杆及从动盘可同步进行旋转工作,在限位轨限位导向作用下,凸轮杆旋转致使连接杆对第五模具进行升降工作。
15、优选地,所述限位轨内部设置有限位槽,其中,所述限位槽呈圆弧状,且,所述限位槽半径尺寸与所述凸轮杆旋转半径相适配,其中,所述凸轮杆凸起端穿设于所述限位槽内
16、优选地,所述第四驱动电机驱动凸轮杆凸起端旋转至半径最低端时,所述第四驱动电机同位驱动齿轮盘b、从动盘,致使从动盘凸起端位于所述侧斜槽起始端。通过凸轮杆旋转致使连接杆下降,凸轮杆持续旋转因限位槽呈圆弧状与所述凸轮杆凸起端半径适配,致使连接杆无法同步下降,此时第五模具穿设至第一模具之间并与操作平台接触,从动盘凸起端位于所述侧斜槽起始端时,在侧斜槽螺旋形状下侧压凸轮进行旋转,致使连接杆在轴承c同步旋转,最终使得第五模具旋转,对湿料活性炭进行挤压作用,便于填充至第一模具内。
17、优选地,所述活性炭限位圈填充成型加工具体包括以下步骤:通过第一电机带动驱动盘旋转,致使致使滑块在滑轨导向下进行居中靠近的线性滑动,通过双丝杆升降机驱动第三模具位于所述双丝杆升降机低端的呈筒状的第三模具下降;然后通过第四驱动电机驱动齿轮盘a致使凸轮杆在限位轨限位导向作用下,凸轮杆旋转使连接杆对第五模具下降,同步通过齿轮盘a、皮带b带动从动盘旋转,凸轮杆持续旋转因限位槽呈圆弧状与所述凸轮杆凸起端半径适配,致使连接杆停制,此时第五模具穿设至第一模具之间并与操作平台接触,从动盘凸起端位于侧斜槽起始端时,在侧斜槽螺旋形状下侧压凸轮进行旋转,致使连接杆在轴承c同步旋转,最终使得第五模具旋转,然后人工添加活性炭湿料至模具之间缝隙处,通过所述双丝杆升降机驱动高端的第四模具下降对活性炭进行压制。
18、优选地,所述活性炭块填充成型加工具体包括以下步骤:通过第一电机带动驱动盘旋转,致使致使滑块在滑轨导向下进行居中靠近的线性滑动,通过双丝杆升降机驱动第三模具位于所述双丝杆升降机低端的呈筒状的第三模具下降;然后人工添加活性炭湿料,然后通过第四驱动电机驱动齿轮盘a致使凸轮杆在限位轨限位导向作用下,凸轮杆旋转使连接杆对第五模具下降,同步通过齿轮盘a、皮带b带动从动盘旋转,凸轮杆持续旋转因限位槽呈圆弧状与所述凸轮杆凸起端半径适配,致使连接杆停制,此时第五模具穿设至第一模具之间并与操作平台接触,从动盘凸起端位于所述侧斜槽起始端时,在侧斜槽螺旋形状下侧压凸轮进行旋转,致使连接杆在轴承c同步旋转,最终使得第五模具旋转对活性填充的活性炭湿料进行挤压至第一模具内;然后通过双丝杆升降机驱动第三模具上升,人工清理多余活性炭湿料,接着通过第一电机带动驱动盘旋转,致使致使滑块在滑轨导向下进行展开的线性滑动,然后本发明通过第二电机驱动皮带a带动转动盘同步旋转,致使第二模具进行旋转工作,使得第一模具与第二模具重合压制活性炭湿料。
19、优选地,所述活性炭限位圈内设置有若干凸起;其中,两个所述限位凸起之间间隙构成填充腔;若干所述活性炭块布置于所述填充腔内,其中,所述活性炭块横截面面积小于所述填充腔横截面面积,其中,所述活性炭块与填充腔之间填充有活性炭湿料。
20、优选地,所述活性炭块内部同心等间距开设有若干扰流槽,且,所述扰流槽内部固设有若干绕流凸起,其中,所述绕流凸起小头端呈三角状,所述绕流凸起大头端呈圆弧状。本发明通过扰流槽及绕流凸起设置,致使该活性炭内部通过气体时形成分流以及对向绕流作用,从而有效提高活性炭气体通过时的不规则通过状态,来提高该活性炭过滤效率,以及增大单一扰流槽与气体通过时接触的通过距离,进一步提供该活性炭过滤效果。
21、与现有技术相比,本发明的有益效果在于:
22、1.本发明通过多模块化的结构形成双压固化成型结构,来对活性炭限位圈及活性炭限位圈进行生产制备,且通过第一模具、第二模具、第三模具、第四模具及第五模具内部均设置有电加热丝设置,同步对湿料状态下的活性炭进行升温固化,致使活性炭限位圈及活性炭限位圈可稳定进行脱模的情况下,又有效避免后期搬运和碳化、活化处理运输造成的活性炭变形问题。
23、2.本发明通过第一电机带动驱动盘旋转致使滑块在滑轨导向下进行线性滑动工作,有效通过啮合槽与所述驱动盘螺旋凸起相啮合设置,致使多个滑块移动,且通过滑块两端均呈圆弧状及整体近似梯形状设置,致使滑块靠近驱动盘螺旋中心位置时滑块之间可进一步靠近,增大滑块底部与驱动盘螺旋凸起接触面,提高第一模具移动过程中的稳定性。
24、3.本发明通过凸轮杆旋转致使连接杆下降,凸轮杆持续旋转因限位槽呈圆弧状与所述凸轮杆凸起端半径适配,致使连接杆无法同步下降,此时第五模具穿设至第一模具之间并与操作平台接触,从动盘凸起端位于所述侧斜槽起始端时,在侧斜槽螺旋形状下侧压凸轮进行旋转,致使连接杆在轴承c同步旋转,最终使得第五模具旋转,对湿料活性炭进行挤压作用,便于填充至第一模具内,避免第一模具展开运动过程中出现活性炭湿料出现脱落的情况。
25、4.本发明通过致使活性炭制备装置可有效进行生产该具有特殊形状的活性炭限位圈、活性炭块两种不同的装配配件,满足该活性炭制备装置实际实用所需。
- 还没有人留言评论。精彩留言会获得点赞!