一种无光影的非等厚超薄玻璃及其制备方法和应用与流程
本技术涉及玻璃加工成型,尤其涉及一种无光影的非等厚超薄玻璃及其制备方法和应用。
背景技术:
1、目前折叠屏手机所使用的盖板多为膜材和柔性可折叠的超薄玻璃(utg,ultrathin glass),膜材在折叠一定时间后会出现明显的折痕,而柔性可折叠的超薄玻璃虽然耐弯折性能优良,但由于其自身太薄,耐冲击性和防爆性较差。目前解决上述性能缺陷的有两种方案:一是在utg表面涂布一层或多层柔性的树脂材料,柔性树脂材料不仅能很好的保护超薄玻璃,还能不对弯折性能产生影响;二则是中部可折叠的超薄玻璃(cfg,centralfoldable glass),即玻璃在中间弯折区的厚度仅为30-50μm,而非弯折区的厚度为70-200μm。
2、cfg由于中间部分具有能弯折的特性,所以中间部分存在凹槽设计。凹槽的存在使cfg不能直接贴合到显示面板上,需要用柔性树脂材料对凹槽进行填平。但由于现有凹槽设计存在斜坡和平坦区域的交界线,即使在其表面覆盖胶层肉眼依然能够看到,影响显示屏视觉效果。此外,现有cfg制备工艺复杂且成本高昂,不能进行大张一次性蚀刻出多片凹槽状的超薄玻璃。
技术实现思路
1、本技术旨在至少在一定程度上解决上述技术中的技术问题之一。
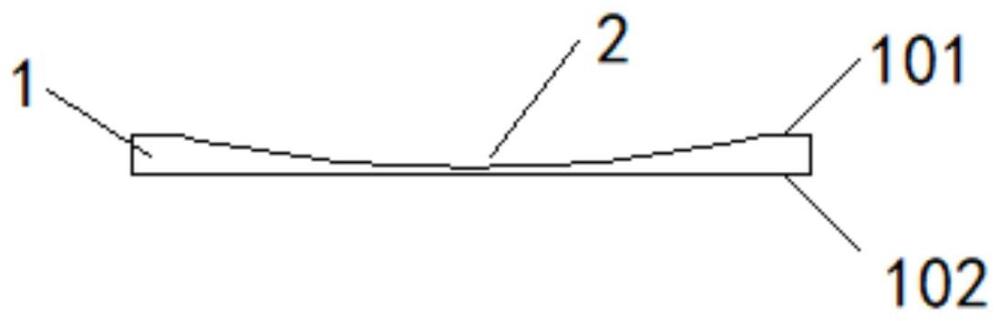
2、有鉴于此,本技术的一个目的在于提供一种无光影的非等厚超薄玻璃,弧形凹槽的边缘部位与其所在的第一表面平滑过渡,无肉眼可见的断差光影。
3、本技术的另一个目的在于提供一种治具。
4、本技术的又一个目的在于提供一种无光影的非等厚超薄玻璃的制备方法。
5、本技术的又一个目的在于提供一种非等厚超薄玻璃盖板。
6、本技术的又一个目的在于提供一种非等厚超薄玻璃盖板的制备方法。
7、本技术的又一个目的在于提供一种电子设备。
8、为达到上述目的,本技术的第一方面实施例提出了一种无光影的非等厚超薄玻璃,包括超薄玻璃本体,所述超薄玻璃本体具有相对设置且相互平行的第一表面和第二表面,所述第一表面上设有至少一个弧形凹槽;所有所述弧形凹槽的紧邻所述第一表面的边缘部位均与所述第一表面平滑过渡。
9、在一些实施例中,所有所述弧形凹槽的面积占所述第一表面总面积的70-100%。
10、在一些实施例中,所述弧形凹槽为圆弧形凹槽,所述弧形凹槽的曲率半径、所述弧形凹槽与所述第二表面之间的最小间距、所述弧形凹槽的弦长、所述第二表面与第一表面的距离符合以下关系:
11、t=r+j-sqr(r2-x2),
12、其中,t为所述第二表面与第一表面的距离,单位为μm;j为所述弧形凹槽与所述第二表面之间的最小间距,单位为μm;r为所述弧形凹槽的曲率半径,单位为μm;x为所述弧形凹槽的弦长,单位为μm。
13、在一些实施例中,所述第一表面与所述第二表面之间的间距为70-200μm。
14、在一些实施例中,所有所述弧形凹槽与所述第二表面之间的间距均由所述弧形凹槽的边缘部位向中心部位逐渐减小。
15、在一些实施例中,所有所述弧形凹槽与所述第二表面之间的最小间距均为30-40μm。
16、在一些实施例中,所述弧形凹槽的数量为1个,且设在所述第一表面的中间位置。
17、为达到上述目的,本技术的第二方面实施例提出了一种治具,用于制备本技术实施例的无光影的非等厚超薄玻璃,包括治具本体,所述治具本体具有第三表面,所述第三表面上间隔且连续设置有若干凸起和凹槽。
18、为达到上述目的,本技术的第三方面实施例提出了一种无光影的非等厚超薄玻璃的制备方法,包括:
19、将大片超薄玻璃本体贴附固定于本技术实施例的治具的所述第三表面,得到贴附好的大片超薄玻璃本体;
20、将所述贴附好的大片超薄玻璃本体于所述蚀刻液中进行非均匀蚀刻,得到非均匀蚀刻的大片超薄玻璃;
21、将所述非均匀刻蚀的大片超薄玻璃与所述治具分离,随后依次进行叠层切割、边缘蚀刻、叠层分离、强化处理,得到所述无光影的非等厚超薄玻璃。
22、在一些实施例中,所述大片超薄玻璃本体和所述治具通过耐酸胶固定在一起。
23、在一些实施例中,所述无光影的非等厚超薄玻璃的制备方法,还包括在进行所述非均匀蚀刻前对所述贴附好的大片超薄玻璃表面进行第一清洗的步骤。
24、在一些实施例中,将所述贴附好的大片超薄玻璃本体于所述蚀刻液中进行非均匀蚀刻的方法,包括:将所述贴附好的大片超薄玻璃上与若干所述凸起相对应的部位间歇性浸入所述蚀刻液,并在每次浸入所述蚀刻液时以预设速度上下抛动所述治具。
25、在一些实施例中,所述预设速度为0.5-1.5cm/min。
26、在一些实施例中,所述蚀刻液包括氢氟酸溶液、氢氧化钠溶液、氢氧化钾溶液中的至少一种。
27、在一些实施例中,所述无光影的非等厚超薄玻璃的制备方法,还包括在将所述非均匀刻蚀的大片超薄玻璃与所述治具分离之前对所述非均匀刻蚀的大片超薄玻璃与所述治具进行第二清洗的步骤。
28、为达到上述目的,本技术的第四方面实施例提出了一种非等厚超薄玻璃盖板,包括本技术实施例的无光影的非等厚超薄玻璃,或者本技术实施例的无光影的非等厚超薄玻璃的制备方法制备的无光影的非等厚超薄玻璃。
29、在一些实施例中,所述的非等厚超薄玻璃盖板,还包括:
30、第一涂层,所述第一涂层设在所述第一表面上;
31、第二涂层,所述第二涂层设在所有所述弧形凹槽的表面,且所述第二涂层与所述第一涂层一体成型。
32、在一些实施例中,所述第一涂层和所述第二涂层的材质均包括聚氨酯、聚丙烯酸酯中的至少一种。
33、在一些实施例中,所述第一涂层和所述第一表面、所述第二涂层和所有所述弧形凹槽均通过偶联剂连接在一起;
34、在一些实施例中,所述第一涂层远离所述第二表面一侧与所述第二表面之间的间距为d1,所述第二涂层远离所述第二表面一侧与所述第二表面之间的间距为d2,d1≧d2。
35、为达到上述目的,本技术的第五方面实施例提出了一种非等厚超薄玻璃盖板的制备方法,包括:
36、将所述非等厚超薄玻璃的所述第二表面贴附固定在刚性衬底上;
37、在所述非等厚超薄玻璃的所述第一表面和若干所述弧形凹槽表面分别形成第一涂层和第二涂层。
38、为达到上述目的,本技术的第六方面实施例提出了一种电子设备,包括本技术实施例的无光影的非等厚超薄玻璃;或者,本技术实施例的无光影的非等厚超薄玻璃的制备方法制备的无光影的非等厚超薄玻璃;或者,本技术实施例的非等厚超薄玻璃盖板;或者,本技术实施例的非等厚超薄玻璃盖板的制备方法制备的非等厚超薄玻璃盖板。
39、本技术实施例的无光影的非等厚超薄玻璃,至少可以带来以下有益效果:
40、1、弧形凹槽的边缘部位与其所在的第一表面平滑过渡,无肉眼可见的断差光影。
41、2、所有弧形凹槽的面积占第一表面总面积的70-100%,进一步使得弧形凹槽与其所在的第一表面平滑过渡性更好,交界处视觉上不可见,且使得无光影的非等厚超薄玻璃整体厚度慢变化,进而可以更好的避免断差光影。
42、3、可广泛应用于柔性显示领域,例如折叠屏手机等电子设备。
43、本技术实施例的无光影的非等厚超薄玻璃的制备方法、非等厚超薄玻璃盖板、非等厚超薄玻璃盖板的制备方法、电子设备等均至少具有本技术实施例的无光影的非等厚超薄玻璃的有益效果,其中:
44、本技术实施例的无光影的非等厚超薄玻璃的制备方法,还具有以下有益效果:
45、1、使用贴附弧形治具蚀刻的方式,能够形成标准的圆弧,使凹槽的形状更易控制。
46、2、采用大张超薄玻璃贴附于治具的方式进行单面蚀刻,通过在蚀刻液中提拉的方式控制大张超薄玻璃上与治具凸起对应部位不同区域的蚀刻时间以达到不均匀蚀刻的效果。
47、3、采用大张超薄玻璃本体进行蚀刻、堆叠切割、堆叠边缘处理的方式使生产效率更高。
48、当将无光影的非等厚超薄玻璃用于上述非等厚超薄玻璃盖板的制备时,采用涂层填充的方式使盖板相对平坦,利于后续贴屏,且涂层可遮盖凹槽边缘的光影。
49、本技术附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!