一种用于建筑3D打印的钢渣-建筑垃圾基复合材料及其制备方法和应用与流程
本发明属于建筑3d打印材料,具体涉及一种用于建筑3d打印的钢渣-建筑垃圾基复合材料及其制备方法和应用。
背景技术:
1、建筑3d打印作为智能制造工艺的一份子,具有无模具、施工快、轻便化等特点,近年已愈发成为建筑材料领域的研究热点。随着打印技术的快速发展,对打印精度和稳定性的要求也越来越高,建筑3d打印作为后起之秀,其对打印材料的力学和工作性能的要求也在逐步提高。随着国家对节能减排的标准化和规范化进程,亟需开发一种同时满足绿色低碳和高施工性能的固废基建筑3d打印材料。
2、钢渣作为典型的工业固体废弃物,在江浙等地的综合利用率不到30%,部分地区利用率更低,目前钢渣主要应用于道路路基、水泥煅烧等领域,部分在砖和砌块等非结构混凝土构件中使用。
3、目前,也有专利中将钢渣用于建筑3d打印材料,如中国专利cn115466090a公开的一种利用固体废弃物的水泥基3d打印材料及其制备方法和应用,其包括以下质量份数的组分:水泥基复合材料60~110份、细骨料80~150份、工业固体废弃物25~50份、减水剂0.2~0.5份、增稠剂0.5~3份、触变剂0.1~1.5份、纤维增强材料0.1~1.5份和水13~27份;固体废弃物包括钢渣、矿渣和粉煤灰中的一种或几种。虽然可以获得较高的强度性能,但是该3d打印材料需要配合较多用量的细骨料,且流动性还有待改善,钢渣的利用率极低。
技术实现思路
1、本发明要解决的技术问题是针对现有技术的不足,提供一种钢渣-建筑垃圾基复合材料,该复合材料不仅采用再生骨料完全替代天然砂或机制砂等骨料,还采用再生骨料替代部分凝胶材料,显著降低复合材料的成本,同时该复合材料又兼具良好的可打印性和可建造性,适用于建筑3d打印。
2、为达到上述目的,本发明采取的技术方案为:
3、一种用于建筑3d打印的复合材料,按重量份计,所述复合材料包含凝胶材料35~55份、再生骨料30~45份、增强物料0.2~1份;
4、其中:所述凝胶材料包括矿化钢渣粉、建筑垃圾粉、水泥和硅灰,所述矿化钢渣粉、建筑垃圾粉的粒径小于等于0.075mm;
5、所述再生骨料包括矿化钢渣砂和建筑垃圾砂,所述矿化钢渣砂的粒径大于所述矿化钢渣粉的粒径,所述建筑垃圾砂的粒径大于所述建筑垃圾粉的粒径;
6、所述矿化钢渣粉、矿化钢渣砂分别是通过将钢渣经矿化养护后,再研磨破碎获得。
7、本发明中使用的建筑垃圾主要为废气混凝土和/或废弃砖,先经破碎生产线破碎收集后,再筛分备用。
8、本发明基于紧密堆积理论,提升筛选后再生骨料的堆积密度,矿化后的钢渣骨料颗粒形貌的球形度更高,而建筑垃圾骨料球形度也较高,混合后的再生骨料可提高打印材料的可打印性。基于富余浆体理论,配合比中胶凝材料的占比高于一般建筑用砂浆,足量的胶凝材料填充完骨料孔隙后,富余的矿化钢渣粉和建筑垃圾粉在碱性环境下可产生协同作用,调控打印材料的流变性能,提高打印材料的力学性能。
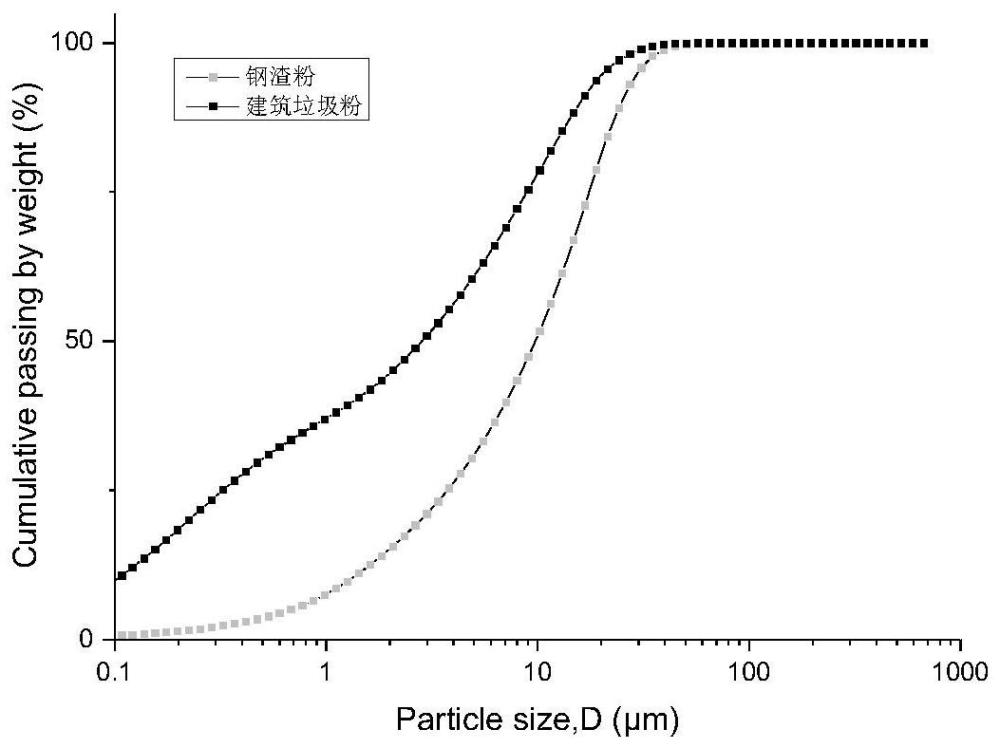
9、有利地,所述建筑垃圾粉的粒径为0.006~60微米,所述矿化钢渣粉的粒径为0.01~75微米。
10、利用建筑垃圾粉和矿化钢渣粉粒度的区别,混合后协同调节打印材料的屈服应力,改善体系的建造性能。混合后的部分辅助胶凝材料不参与水化反应,利用其颗粒填充效应改善体系的孔隙分布,减少有害孔数量,提高打印材料的力学性能和长期性能。同时,建筑垃圾粉和矿化钢渣粉富含硅铝酸盐矿物相,在物理、化学和矿物特性上互补性强,在水化后期具有一定的活性,可进一步增加打印材料的长期性能。
11、有利地,所述建筑垃圾粉的粒径d90为5~25微米,所述矿化钢渣粉的粒径d90为15~40微米。进一步地,所述建筑垃圾粉的粒径d90为10~20微米,所述矿化钢渣粉的粒径d90为20~30微米。
12、本发明针对钢渣骨料具有易磨性差和安定性差等缺点,开发使用矿化技术对钢渣进行处理,处理后的钢渣破碎后制备得矿化钢渣粉和矿化钢渣砂骨料,提高钢渣骨料安定性的同时,改善了钢渣粉的粒度分布,矿化钢渣粉活性降低对打印材料力学性能的影响研究显示,矿化钢渣粉活性仅降低2%,且矿化后打印材料的打印性能提升显著,打印试件各向力学性能测试与打印性能也息息相关,矿化钢渣作为打印材料对比原样钢渣可提高各向力学性能。综上,利用建筑垃圾粉与矿化钢渣粉作为辅助胶凝材料可满足建筑3d打印体系胶凝材料的各项要求,建筑垃圾砂与矿化钢渣砂混合后,经筛选后可制备的混合再生骨料可满足建筑3d打印体系骨料的各项要求。
13、本发明提高颗粒的悬浮能力,使用增稠剂增加体系粘稠度,同时利用材料结构重建提高增强材料的配伍性;为提高体系分布均匀性,优化处理后的混合再生骨料的不规则度降低,减少骨料之间的咬合团聚现象。
14、本发明基于水泥胶凝材料和地质聚合物制备技术原理,利用钢渣和建筑垃圾两类大宗固废,制备用于建筑3d打印的复合钢渣-建筑垃圾基材料,可显著降低3d打印材料的成本,为大宗固废综合利用提供新路径和思路。
15、在一些实施方式中,所述矿化钢渣砂和建筑垃圾砂的质量比为1.5~3:1。
16、在一些具体实施方式中,所述矿化钢渣砂为0.15~0.3mm粒径的矿化钢渣砂和0.3~0.6mm粒径的矿化钢渣砂按质量比1:1.1~2的组合;所述建筑垃圾砂为0.15~0.3mm粒径的建筑垃圾砂和0.3~0.6mm粒径的建筑垃圾砂按质量比1:1.1~2的组合。
17、在一些具体实施方式中,按重量份计,所述再生骨料包含0.15~0.3mm的矿化钢渣砂24-28份、0.3~0.6mm的矿化钢渣砂35-42份、0.15~0.3mm的建筑垃圾砂10-12份和0.3~0.6mm的建筑垃圾砂15-18份。
18、在一些实施方式中,所述矿化钢渣粉和建筑垃圾粉的总用量占所述凝胶材料总质量的60~70%。
19、在一些具体实施方式中,所述矿化钢渣粉和建筑垃圾粉的质量比为1:0.8~1.2。
20、在一些实施方式中,按重量份计,所述凝胶材料包含矿化钢渣粉28-32份、建筑垃圾粉28-32份、水泥30-33份和硅灰2-3份。
21、在一些实施方式中,所述增强物料包括减水剂、增稠剂和纤维。进一步地,所述增强物料为减水剂、增稠剂和纤维按质量比35~40:20~22:30~35的组合。
22、所述减水剂没有特别规定,如可以是市售粉剂,成分主要为磺化三聚氰胺;所述增稠剂没有特别规定,如采用聚丙烯酰胺和纤维素醚按质量比3:5~10的组合;所述纤维为pva纤维。
23、所述复合材料在使用时,所述复合材料还包含水,所述水的用量为10~20份。
24、在一些具体实施方式中,所述矿化养护的方法包括以下步骤:
25、(1)将钢渣进行预养护,环境温度控制在10~25℃,相对湿度为55~80%;
26、(2)经预养护后的钢渣依次进行第一阶段养护和第二阶段养护,所述第一阶段养护条件为养护温度为15~25℃,湿度为65~75%rh,co2浓度为10~30%,压力为35~45kpa,养护时间为1~3h;所述第二阶段养护条件为养护温度为45~55℃,湿度为90~98%rh,co2浓度为35~45%,压力为0.05~0.15kpa,养护时间为1~3h。
27、在一些具体实施方式中,所述复合材料包含凝胶材料38~48份、再生骨料33~42份、增强物料0.5~1份和10~15份水。
28、进一步地,所述复合材料包含凝胶材料40~45份、再生骨料35~40份、增强物料0.6~0.8份和10~15份水。
29、本发明采取的第二种技术方案为:一种上述所述的用于建筑3d打印的复合材料的制备方法,包括以下步骤:
30、步骤s1、将凝胶材料和再生骨料搅拌混合得到混合干料;
31、步骤s2、将增强物料和水搅拌混合得到混合液,然后将60~70%的混合液加入所述混合干料搅拌均匀得到预混料;
32、步骤s3、将剩余混合液加入预混料中搅拌均匀得到所述复合材料拌合料。
33、采用本发明的制备方法有助于均质化体系,提升打印连续性。
34、本发明采取的第三种技术方案:一种3d打印建筑结构,采用上述所述的用于建筑3d打印的复合材料或上述的制备方法制备的用于建筑3d打印的复合材料制备经3d打印而成。
35、由于上述技术方案运用,本发明与现有技术相比具有下列优点:
36、本发明的复合材料使用矿化钢渣粉和建筑垃圾粉作为辅助凝胶材料代替部分凝胶材料,同时使用矿化钢渣砂和建筑垃圾砂作为骨料完全替代机制砂等骨料,且通过优化配方,大大增加了建筑垃圾及钢渣的利用率,降低使用成本,减小环境压力,又解决了3d打印工艺凝胶材料用量多,环境不友好的问题。同时本发明的复合材料凝结时间可控,具有较优的可打印性和可建造性,实现了低碳高性能建筑3d打印材料的制备,具有一定的经济社会价值。
- 还没有人留言评论。精彩留言会获得点赞!