具有立体格纹质感釉面的陶瓷砖的施釉工艺及装置的制作方法
本技术涉及陶瓷生产,更具体地说,是涉及一种具有立体格纹质感釉面的陶瓷砖的施釉工艺及装置。
背景技术:
1、随着中国陶瓷生产工艺和技术迅猛发展,瓷砖市场个性化产品突出,产品发展开始趋向高端。中国瓷砖企业在瞄准高端市场,强调调整产品结构和提高产品附加值的同时,还兼顾行业的整体利益,通过努力提高产品技术含量、加大自主创新、培育自主品牌等措施,实现可持续发展。
2、在各种运用于室内室外空间装饰的瓷砖产品中,人们越来越喜欢追求非亮光刺激的产品。仿古砖以柔光和哑光为主,无光污染。由于表面致密,防污性能出众,易清洁打理,大量取代天然石材、木材、墙纸墙布等材料,逐步成为墙面和地面装饰材料的最佳选择。
3、从工艺上讲,仿古砖是从彩釉砖演化而来,实质上是一种上釉的瓷质砖。釉面仿古砖主要分为哑光釉、干粒釉、复刻釉,采用喷墨打印工艺,并融合数码模具、半抛、柔抛、精雕等先进工艺,涵盖了仿石、仿木、仿布、仿皮和仿金属等各种纹理的特征,从而备受80后或90初新一代喜欢新奇的消费者关注。在仿布纹理特征的陶瓷砖中,格子类布纹元素风格是各大瓷砖设计和研发大咖们聚焦和追逐的素材,成为每届的意大利博洛尼亚陶瓷展必不可缺的设计方向。
4、当前市场出现的绝大多数仿格子布纹产品,表现布纹质感和图案纹理的方法主要有如下几种:
5、1、通过带有特定格子特征图案的仿布纹模具,使得布料冲压施釉后,釉坯表面呈现出格子特征图案,烧成后形成格子纹理,该方法需要专门设计陶瓷冲压模具。
6、2、通过千变万化的格子纹理图饰的喷墨文件设计,通过常规喷墨打印机直接打印出不同颜色具有格纹风格的图案来直接表现仿布纹的效果,这是最简单和通用的一种工艺技术方法,其具有格子花纹的图案特征,可以直接在平面或者凹凸模面上进行装饰。
7、3、通过常规喷墨打印机打印直接打印出不同颜色具有格纹风格的图案,再通过筛选设计不同格子纹理图饰的喷墨文件,在上面喷墨打印出部分图案的功能数码精雕墨水,烧成后呈现出数码格纹纹理的模具和仿布纹效果。
8、4、通过筛选设计不同格子纹理图饰的喷墨文件,喷墨打印布纹图案的普通多色陶瓷墨水,再叠加局部效果的功能数码胶水墨水后,最后通过干粒布料设备布施一定数量的干粒釉来表现,烧成后结合布纹图案形成具有立体凹凸布纹质感和视觉效果的陶瓷砖。
9、通过上述几种方法,可制造出不同装饰风格和不同质感和视觉效果,带有格子纹理的仿布纹陶瓷砖。
10、但近十年来,由于喷墨打印的快速推广,行业内卷越来越同质化,以上几种制备带有格子纹理的仿布纹陶瓷砖的方法仿制成本较低,企业精心设计的产品一旦面市,很可能会引起大批后继者竞相效仿。如何提高陶瓷产品的仿制门槛,让产品品质和内涵更具有品牌表现力,瓷砖开发企业亦需努力尝试从制造生产端整合全球资源,打造出具有独特品牌制造和文化价值烙印的优势领域。
11、在陶瓷生产过程中,施釉工艺是指在成型的陶瓷坯体表面施以釉浆的过程。施釉方法包括甩釉、喷釉、淋釉等,目前建筑陶瓷行业大规格陶瓷砖普遍使用的施釉装置大多为扁缝式淋釉、钟罩式淋釉器、高压喷釉系列等装置。
12、所谓扁缝式淋釉法(又称鸭嘴式淋釉法)是釉浆从淋釉装置的扁平缝隙中流出,形成一条釉幕,这一设备特别适应于均匀施釉、釉浆比重相对较小(1.40-1.55)的二次烧成砖的施釉。
13、钟罩式淋釉器其主要工作原理在于具有一定势能差的釉浆在圆形钟罩上流动形成等厚度的半圆弧型釉幕,坯体经过时即被淋上一层釉,用此法施釉,可通过调整釉幕厚薄、釉浆浓度及传送带速度来获得所需厚度的釉层,可使用釉浆比重相对较大(1.70-1.85)的场合。
14、高压喷釉设备则是通过设定的高压让釉浆通过喷嘴组均匀雾化,均匀地喷洒在砖坯表面。
15、然而,单靠以上传统设备均无法在施釉工序过程中实现有特定规律立体形状图案特征的施釉效果。
16、因此,现有技术有待改进。
技术实现思路
1、本技术的目的在于提供一种具有立体格纹质感釉面的陶瓷砖的施釉工艺及装置,旨在解决现有技术中如何利用施釉工序使陶瓷砖实现具有立体格纹质感釉面装饰效果的技术问题。
2、为实现上述目的,本技术采用的技术方案是:
3、第一方面,本技术提供一种具有立体格纹质感釉面的陶瓷砖的施釉工艺,其中,包括以下步骤:
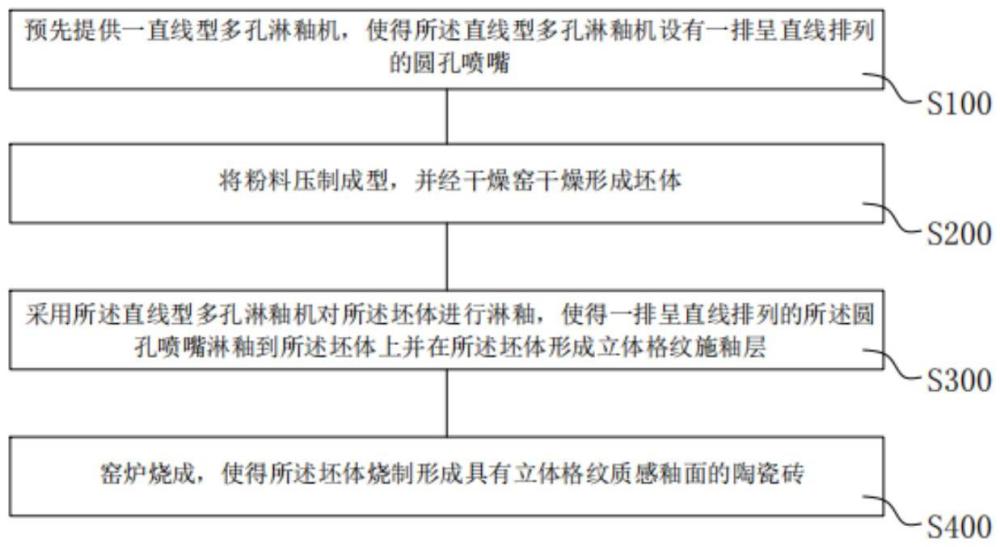
4、预先提供一直线型多孔淋釉机,使得所述直线型多孔淋釉机设有一排呈直线排列的圆孔喷嘴;
5、将粉料压制成型,并经干燥窑干燥形成坯体;
6、采用所述直线型多孔淋釉机对所述坯体进行淋釉,使得一排呈直线排列的所述圆孔喷嘴淋釉到所述坯体上并在所述坯体形成立体格纹施釉层;
7、窑炉烧成,使得所述坯体烧制形成具有立体格纹质感釉面的陶瓷砖。
8、在一种实施方式中,所述采用所述直线型多孔淋釉机对所述坯体进行淋釉,使得一排呈直线排列的所述圆孔喷嘴淋釉到所述坯体上并在所述坯体形成立体格纹施釉层的步骤之前还包括:
9、采用钟罩淋釉器对所述坯体进行淋釉,使得所述坯体上形成第一层底釉。
10、在一种实施方式中,所述采用所述直线型多孔淋釉机对所述坯体进行淋釉,使得一排呈直线排列的所述圆孔喷嘴淋釉到所述坯体上并在所述坯体形成立体格纹施釉层的步骤包括:
11、调整釉浆的施釉比重,并将所述釉浆灌入所述直线型多孔淋釉机的储液盒;
12、设定施釉压力,使得所述釉浆从所述直线型多孔淋釉机的圆孔喷嘴均匀淋到所述坯体表面。
13、在一种实施方式中,所述调整釉浆的施釉比重,并将所述釉浆灌入所述直线型多孔淋釉机的储液盒的步骤中,所述釉浆的施釉比重为1.25-1.55。
14、在一种实施方式中,所述设定施釉压力,使得所述釉浆从所述直线型多孔淋釉机的圆孔喷嘴均匀淋到所述坯体表面的步骤中,所述施釉压力为0.3-0.7bar。
15、在一种实施方式中,所述设定施釉压力,使得所述釉浆从所述直线型多孔淋釉机的圆孔喷嘴均匀淋到所述坯体表面的步骤中,所述圆孔喷嘴的喷头直径为250-500μm。
16、在一种实施方式中,所述设定施釉压力,使得所述釉浆从所述直线型多孔淋釉机的圆孔喷嘴均匀淋到所述坯体表面的步骤中,相邻两个所述圆孔喷嘴之间的间距为2-2.5mm。
17、在一种实施方式中,所述采用所述直线型多孔淋釉机对所述坯体进行淋釉,使得一排呈直线排列的所述圆孔喷嘴淋釉到所述坯体上并在所述坯体形成立体格纹施釉层的步骤之后还包括:
18、采用钟罩淋釉器对所述坯体进行淋釉,使得所述坯体上形成第一面釉层。
19、在一种实施方式中,所述采用所述直线型多孔淋釉机对所述坯体进行淋釉,使得一排呈直线排列的所述圆孔喷嘴淋釉到所述坯体上并在所述坯体形成立体格纹施釉层的步骤之后还包括:
20、提供另一直线型多孔淋釉机,并采用所述直线型多孔淋釉机对所述坯体进行淋釉,使得所述坯体上形成第二层底釉。
21、第二方面,本技术提供一种施釉装置,其中,包括:
22、淋釉喷头,所述淋釉喷头至少包括一排呈直线排列的圆孔喷嘴,一排呈直线排列的所述圆孔喷嘴用于对坯体进行淋釉,使得所述坯体上形成立体格纹施釉层;
23、供釉泵,所述供釉泵与所述淋釉喷头连通,所述供釉泵用于为一排呈直线排列的所述圆孔喷嘴提供釉浆。
24、本技术提供的一种具有立体格纹质感釉面的陶瓷砖的施釉工艺及装置的有益效果至少在于:
25、本技术公开了一种具有立体格纹质感釉面的陶瓷砖的施釉工艺及装置,其中,该具有立体格纹质感釉面的陶瓷砖的施釉工艺包括预先提供一直线型多孔淋釉机,使得直线型多孔淋釉机设有一排呈直线排列的圆孔喷嘴;将粉料压制成型,并经干燥窑干燥形成坯体;采用直线型多孔淋釉机对坯体进行淋釉,使得一排呈直线排列的圆孔喷嘴淋釉到坯体上并在坯体形成立体格纹施釉层;窑炉烧成,使得所述坯体烧制形成具有立体格纹质感釉面的陶瓷砖。本技术提供了一种技术构思不同的施釉工艺,通过在淋釉过程形成具有独一无二的立体规律间隔格子花纹的艺术视觉和触觉效果,从而特生了格纹哑光陶瓷仿古砖的立体感和艺术品味,丰富了陶瓷花色品种,更好满足广大消费者对个性化品种的选择,从而有效地提高陶瓷行业竞争对手恶意竞争和仿制倾销的技术门槛。
- 还没有人留言评论。精彩留言会获得点赞!