一种玻璃纤维生产设备及其生产工艺的制作方法
本发明涉及一种玻璃纤维生产设备,尤其是一种玻璃纤维生产设备及其生产工艺。
背景技术:
1、玻璃纤维生产设备是一种用于制造玻璃纤维的机器,其工作原理是通过特殊的工艺和技术,将原料玻璃(通常为硅石、白云石、氧化铝等)经煅烧和混合后制成玻璃粉末,再将玻璃粉末与各种添加剂(如助熔剂、增强剂等)混合均匀。然后,通过压力或拉伸等方式使混合好的玻璃粉末加热到熔点以上,形成很细的丝状物,此时的丝状物为连续的结构,最后,还需要将这些丝状物冷却并分切成为一定长度的玻璃纤维,至此则可实现玻璃纤维的成型,后续则可用制纤机将玻璃纤维进行撚合、编织、松弛等加工处理,来制作出不同材质、种类、规格的玻璃纤维制品,如玻璃纤维布、管、板等。
2、而在现有玻璃纤维的生产中,具体如专利一种玻璃纤维丝制备全自动生产加工系统(公告号为cn116813192a)中所示,由于对于玻璃纤维的收集一般采用的是收卷的过渡方式,且在收卷一定长度后进行分段分切,来完成一卷玻璃纤维的成型,以备后续制品的加工和使用,但是由于丝状的玻璃纤维收卷换卷很难实现自动化操作,故而人工的参与则在所难免,而人工参与的操作越多,则会导致人工的安全风险越大,且也较为费时费力,生产效率也会大大降低。
技术实现思路
1、为了解决上述技术问题,本发明的目的是提供一种玻璃纤维生产设备及其生产工艺,使得在一卷玻璃纤维的成型时,可以完成丝状首段玻璃纤维的自动化过渡操作,即,无需人工换卷,同时亦无需人工进行分切后的首段定位操作,故而较为省时省力,生产效率也可大大提高;
2、同时可拆分组合式的安装结构则可根据需要来确定累加收卷辊的数量,进而根据套入收卷辊的数量来安装压杆和切刀,灵活性更好,且整体设备在进行首段抵压和收尾分切时,无论累加的收卷辊的数量为何,其均仅需要一组驱动缸即可实现,故而则可更加节能,生产成本也会大大降低。
3、本发明提供了如下的技术方案:
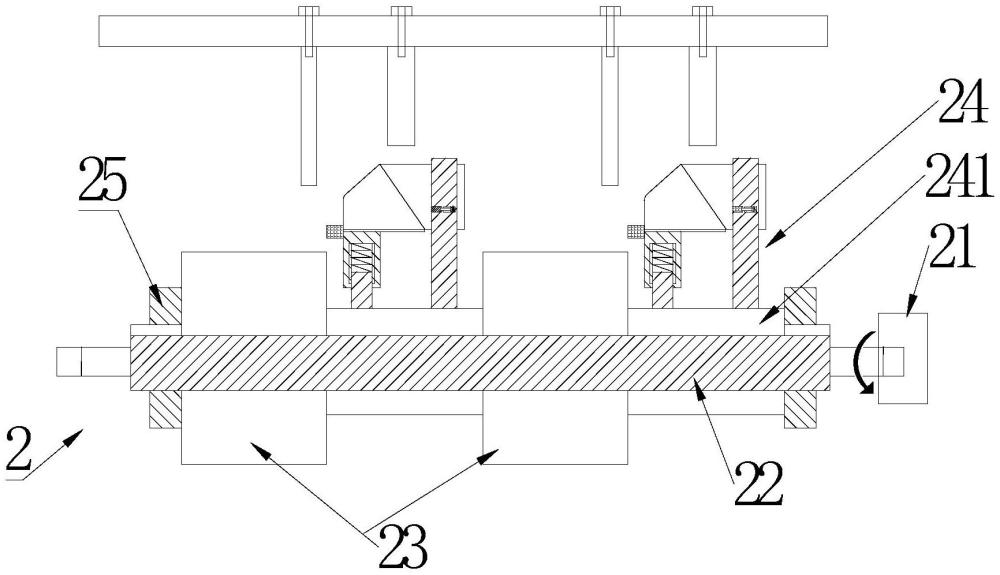
4、一种玻璃纤维生产设备及其生产工艺,包括导丝机和卷丝机,所述导丝机用于将熔箱内玻璃纤维的拉丝导引至卷丝机进行收卷,所述卷丝机包括收卷单元,所述收卷单元包括由卷丝电机驱动旋转的旋转轴、沿轴向导向连接在旋转轴上的多组收卷筒以及与收卷筒一一对应的首段抵压部,所述首段抵压部包括轴套以及定位在轴套上的抵压机构,所述轴套也沿轴向导向连接在所述旋转轴上,且其与收卷筒之间为相互间隔分布,每组收卷筒同向的一侧均布置有一组在玻璃纤维分断分切后用于对玻璃纤维首段进行抵接定位的抵压机构,且所述旋转轴的两端还螺纹连接有两组锁定螺母,两组锁定螺母用于将套入旋转轴外的轴套和收卷筒沿轴向锁紧定位,至此,则可根据累加的收卷筒数量来旋拧锁定螺母以将收卷筒位置进行锁定,较为简单方便,灵活性也更好,且锁定好的收卷筒和首段抵压部则可在卷丝电机的驱动下随旋转轴旋转,收卷筒用于进行旋转卷丝,而首段抵压部则用于进行对于每个收卷筒的首段玻璃纤维进行抵压定位。
5、优选的,而为了降低首段抵压部的生产成本,可设置分切和抵压的驱动操作为同一组驱动设备进行,基于此,则需要保证抵压机构在抵压后,即便是驱动设备后续撤回,也能够保持抵压操作,同时在后续换卷后,还能够确保也可以快速的实现拆分再组合使用,以进一步降低生产成本,在此基础上,则可设置所述抵压机构包括定杆一、定杆二、斜面块一、斜面块二、导套、压块、弹簧一、卡块和定位弹压组,所述定杆一和定杆二为平行设置,且为垂直定位在轴套上,所述定杆一相对定杆二为更为靠近对应的收卷筒分布,且其高度为低于定杆一的高度设置;
6、所述导套的一端为套设在定杆一外,其另一端则沿旋转轴的轴向滑接安装有斜面块一,斜面块二为套接在定杆二外,且定位后的斜面块一和斜面块二之间具有相互抵压配合的两组滑接面,两组滑接面位于定杆一和定杆二之间,且为倾斜的滑面,两组滑面在其倾斜的方向上为滑动连接配合,且其倾斜方向当朝向轴套的方向延伸时则为与定位杆二相交设置,以此来保证当下压斜面块二时,则可驱动斜面块一可以在下压的同时也能够向对应的收卷筒的端部靠近,所述斜面块一在背离所述斜面块二的一侧还设置有一组用于将玻璃纤维首段抵压在收卷筒端部的压块,即,下压斜面块二,则可通过倾斜的滑面驱动斜面块一下压的同时也能够向对应的收卷筒上靠近,至此,当在顶压斜面块一前,压块为远离收卷筒的分布,故而,导丝机在将玻璃纤维引导至端部时,不会造成与玻璃纤维的干涉,而在玻璃纤维在抵靠在收卷筒端部后,则可通过下压斜面块二,使得压块在下压的同时也能够靠近收卷筒的端部,直至抵压在收卷筒端部的玻璃纤维上,实现对于玻璃纤维的抵压定位,以便后续进行切刀的分切分断,且在旋转轴旋转时,分段后的首段玻璃纤维依然被抵压在压块下,并随着旋转轴一起旋转,直至完成首段的收卷,而为了保证在初始状态时,压块能够保持远离收卷筒的状态,以避免形成收卷首段时的干涉,故而可设置所述定杆一与所述导套套接的槽底抵压配合有一组弹簧一,所述弹簧一用于通过导套顶压斜面块一远离轴套,进而来保证在初始状态时,压块能够远离收卷筒,所述定杆一的端部还设置有卡块,所述卡块限位在导套内,用于连接定位杆以将定杆一限位在导套内,避免定杆一脱离导套,所述定杆二内设有一组定位弹压组,所述定位弹压组限位在斜面块二内,且当斜面块二受压来顶推斜面块一,并使得压块抵压在收卷筒端部对于玻璃纤维首段进行抵压定位时,所述定位弹压组则由斜面块二内脱出,并弹出定杆二抵压在斜面块二的一侧,使得压块保持抵压收卷筒端部的状态。
7、优选的,所述定位弹压组包括矩形弹块、活塞杆、活塞块、弹簧二,所述定杆二内设置有两组弹压槽,所述活塞杆的一端连接活塞块置于有一组弹压槽内,其另一端则连接矩形弹块置于另一组弹压槽内,所述活塞块在弹簧二的顶推下推动矩形弹块伸出弹压槽,来抵压限位在斜面块二的一侧,使得压块保持抵压收卷筒端部的状态,而当需要对于首段抵压部进行重新拆装使用时,仅需要按压矩形弹块使得矩形弹块再次压缩弹簧二缩回定杆二内,弹簧一顶推斜面块一,进而则使得斜面块二再次可以沿定杆二运动,使得将定位弹压组限位在斜面块二的导孔内,再次恢复原状循环使用也较为便捷。
8、优选的,所述导丝机包括导丝滑架、导丝螺杆、导丝块和导丝孔,所述导丝螺杆的两端架设在导丝滑架上,且由安装在导丝滑架上的导丝电机驱动旋转,其外螺接安装有与收卷筒一一对应的导丝块,所述导丝块的一端滑接安装在导丝滑架上,其另一端则设置有供玻璃纤维导向通过的导丝孔,至此,则可通过驱动导丝螺杆正反转,来驱动导丝块往复运动,使得玻璃纤维可以均匀的卷绕在收卷筒的中部,且在收卷玻璃纤维首段时,则可驱动导丝块移动至收卷筒端部,配合压块对于玻璃纤维进行定位。
9、优选的,所述卷丝机还包括有转架、固定架、压架、固定轴杆、驱动电机、切刀和压杆,所述固定轴杆的两端固定在固定架上,其外转接安装有一组转架,所述转架沿环向均匀分布有四组收卷单元,且所述收卷单元的旋转轴与所述固定轴杆平行设置,所述固定架上还安装有一组驱动电机,所述转架的一端固定有用于与所述驱动电机的驱动轮传动啮合的啮合齿轮,所述压架的两端也定位在固定架上,其上安装有压缸,所述压缸的驱动端连接有一组安装杆,所述安装杆上安装有与所述收卷筒一一对应设置的切刀和压杆,所述切刀对位在收卷筒的端部用于对经过导丝机导向到位的玻璃纤维进行分切,所述压杆则对位在对应斜面块二的上方,以下压驱动斜面块二,使得压块在切刀分切玻璃纤维时同步抵压在分切后的玻璃纤维首段;
10、至此,当一组收卷单元完成收卷后,则可通过驱动电机驱动转架旋转90°,使得下一组的收卷单元旋转至压架下方,同时导丝机驱动对应股的玻璃纤维导向移动至每组收卷筒的端部,继而,压缸驱动安装杆下压靠近收卷单元,当压杆接触斜面块二,则使得压块在斜面块二的驱动下朝向收卷筒的端部运动,当压块抵压在收卷筒端部的玻璃纤维上时,此时切刀亦接触至收卷筒端部,以此来实现对于玻璃纤维的分切,且压块为抵压在分切后待收卷的玻璃纤维首段,同时定位弹压组则由斜面块二内脱出,并抵压在斜面块二的一侧,使得压块保持抵压收卷筒端部的状态,继而,压缸则驱动安装杆上移远离收卷单元,卷丝电机则驱动旋转轴旋转来进行玻璃纤维的收卷,在收卷时,压块亦随着旋转轴旋转,导丝机则沿旋转轴的轴向移动至收卷筒的中部,并在导丝机的直线往复运动中将玻璃纤维均匀的收卷至收卷筒的中部。
11、优选的,所述转架上安装有快装夹来实现对于收卷单元的安装定位,所述快装夹包括架设在转架上由丝杠电机驱动旋转的丝杆以及反向螺接在丝杆外的两组定位架,所述丝杆与旋转轴为平行分布,两组定位架的一端为滑接安装在所述转架上,其另一端则与旋转轴端部的短轴套接相连,所述短轴的端部还设置有矩形传动块,所述卷丝电机安装在一组定位架上,其驱动端还设有与矩形传动块插接连接的矩形传动槽,且所述矩形传动块的矩形外接圆直径、短轴直径和旋转轴直径为依次增大;
12、至此,当一组收卷单元完成收卷且由转架旋转至最底端后,则底端设置支撑架以支撑收卷筒,继而,启动丝杠电机驱动丝杆旋转,使得两组定位架做背离运动,在背离运动中,两组定位架则脱离短轴,且卷丝电机的驱动端脱离矩形传动块,继而,输送机则通过支撑架带动承载有完成收卷的收卷单元远离,同时下一组空置的收卷单元则由支撑架支撑移动至转架下方,继而再启动丝杠电机使得丝杆反向旋转,两组定位架做相向运动,在相向运动中,两组定位架则套入短轴,直至抵接至旋转轴端部,同时短轴一端的矩形传动块也与卷丝电机驱动端的矩形传动槽插接安装,继而,则等待转架再次旋转使得安装后的收卷单元运动至最顶端等待收卷作业。
13、一种玻璃纤维生产设备的生产工艺,基于上述的一种玻璃纤维生产设备,包括如下步骤:
14、s1:首先在转架上安装四组收卷单元,在生产的起始时,将熔箱内的玻璃纤维导引至压架下方第一组收卷单元的收卷筒端部,且由抵压机构完成起始玻璃纤维首段的定位,继而,卷丝电机则驱动旋转轴旋转来进行玻璃纤维的收卷,在收卷时,压块亦随着旋转轴旋转,导丝机则沿旋转轴的轴向移动至收卷筒的中部,并在导丝机的直线往复运动中将玻璃纤维均匀的收卷至收卷筒的中部;
15、s2:而当第一组收卷单元完成收卷后,则通过驱动电机驱动转架朝向背离导丝机的方向旋转90°,使得下一组的收卷单元旋转至压架下方,同时导丝机驱动对应股的玻璃纤维导向移动至每组收卷筒的端部,继而,压缸再次下压驱动抵压机构完成起始玻璃纤维首段的分切和定位,具体分切和定位步骤为:
16、压缸启动使得安装杆下压来靠近收卷单元,当压杆接触斜面块二,则使得压块在斜面块二的驱动下朝向收卷筒的端部运动,当压块抵压在收卷筒端部的玻璃纤维上时,此时切刀亦接触至收卷筒端部,以此来实现对于玻璃纤维的分切,且压块为抵压在分切后待收卷的玻璃纤维首段,同时定位弹压组则由斜面块二内脱出,并抵压在斜面块二的一侧,使得压块保持抵压收卷筒端部的状态,继而,压缸则驱动安装杆上移远离收卷单元,卷丝电机则驱动旋转轴旋转来进行玻璃纤维的收卷,且在收卷后,转架则再次朝向背离导丝机的方向旋转90,使得下一组的收卷单元旋转至压架下方,循环进行收卷作业;
17、s3:而当收卷单元完成收卷且由转架旋转至最底端时,在转架下方设置的支撑架则用以支撑收卷筒,继而,启动丝杠电机驱动丝杆旋转,使得两组定位架做背离运动,在背离运动中,两组定位架则脱离短轴,且卷丝电机的驱动端脱离矩形传动块,继而,用于带动支撑架运动的输送机则启动,以带动承载有完成收卷的收卷单元远离,同时下一组空置的收卷单元则由支撑架支撑移动至转架下方,继而再启动丝杠电机使得丝杆反向旋转,两组定位架做相向运动,在相向运动中,两组定位架则套入短轴,直至抵接至旋转轴端部,同时短轴一端的矩形传动块也与卷丝电机驱动端的矩形传动槽插接安装,继而,则等待转架再次旋转使得安装后的收卷单元运动至压架下方进行收卷作业。
18、本发明的有益效果是:
19、在本发明中,可以使得在一卷玻璃纤维的成型时,亦可完成丝状首段玻璃纤维的自动化过渡操作,即,无需人工换卷,同时亦无需人工进行分切后的首段定位操作,故而较为省时省力,生产效率也可大大提高;同时可拆分组合式的安装结构则可根据需要来确定累加收卷辊的数量,进而根据套入收卷辊的数量来安装压杆和切刀,灵活性更好,且整体设备在进行首段抵压和收尾分切时,无论累加的收卷辊的数量为何,其均仅需要一组驱动缸即可实现,故而则可更加节能,生产成本也会大大降低;
20、在本发明中,可根据累加的收卷筒数量来旋拧锁定螺母以将收卷筒位置进行锁定,较为简单方便,灵活性也更好,且锁定好的收卷筒和首段抵压部则可在卷丝电机的驱动下随旋转轴旋转,收卷筒用于进行旋转卷丝,而首段抵压部则用于进行对于每个收卷筒的首段玻璃纤维进行抵压定位;
21、在本发明中,当在顶压斜面块一前,压块为远离收卷筒的分布,故而,导丝机在将玻璃纤维引导至端部时,不会造成与玻璃纤维的干涉,而在玻璃纤维在抵靠在收卷筒端部后,则可通过下压斜面块二,使得压块在下压的同时也能够靠近收卷筒的端部,直至抵压在收卷筒端部的玻璃纤维上,实现对于玻璃纤维的抵压定位,以便后续进行切刀的分切分断,且在旋转轴旋转时,分段后的首段玻璃纤维依然被抵压在压块下,并随着旋转轴一起旋转,直至完成首段的收卷;
22、在本发明中,当需要对于首段抵压部进行重新拆装使用时,仅需要按压矩形弹块使得矩形弹块再次压缩弹簧二缩回定杆二内,弹簧一顶推斜面块一,进而则使得斜面块二再次可以沿定杆二运动,使得将定位弹压组限位在斜面块二的导孔内,再次恢复原状循环使用也较为便捷。
- 还没有人留言评论。精彩留言会获得点赞!