一种非等温模压设备的制作方法
本技术涉及光学镜片精密模压成型,特别涉及一种非等温模压设备。
背景技术:
1、精密模压成型是玻璃光学镜片批量制造最合适的技术,通常是将光学璃玻璃预制件加热,利用特定形状的模具挤压玻璃预制件,然后冷却降温得到所需形状的玻璃镜片。目前光学镜片精密模压成型加工方式包括两种:一种是模具和玻璃一起升温、压型、退火和冷却的等温模压成型(igmp),另一种是模具只参与压型和退火不参与或不完全参与升温和冷却的非等温模压成型(ngmp)。
2、公开号为cn104176911a的专利文献公开了一种非等温模压成型设备及成型方法:首先将玻璃预制件在预热工位中升温到屈服温度(at)以上;其后,机械臂上的真空吸盘吸取高温的玻璃预制件放入成型工位的模具中压型及退火完成;最后,另一机械臂上的真空吸盘将成型透镜从成型工位中取出放在冷却工位的冷却盘中冷却至室温。相比等温模压成型,非等温模压成型有模具寿命长、生产效率高的优势。
3、目前用于模压成型的玻璃预制件多为球体玻璃预制件,上述类型的设备通常采用机械手夹取或真空吸取的方式把高温球体玻璃预制件送入压型模具和从模具中取出镜片,此类型的设备不仅要求机械手具有极优的耐高温性能,夹取的方式容易夹伤高温的球状玻璃预制件,真空吸取会让高温的玻璃预制件和镜片快速失温,从而影响成型镜片的面型质量。
技术实现思路
1、本实用新型的主要目的是提出一种不伤球状的玻璃预制件且镜片成型质量高的非等温模压设备。
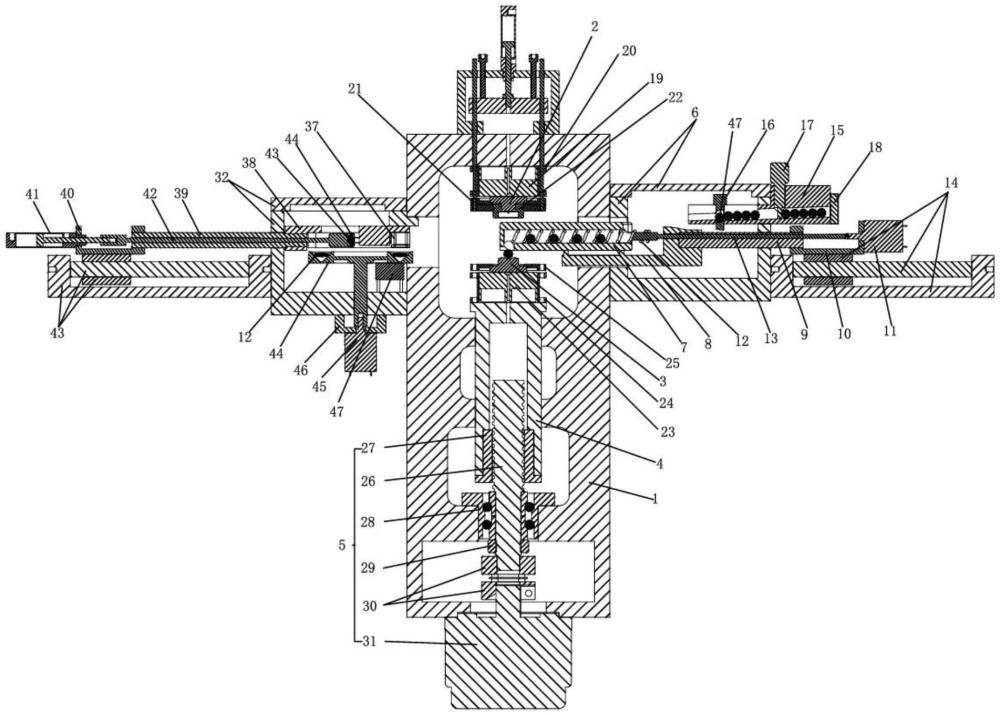
2、为实现上述目的,本实用新型提出一种非等温模压设备,包括:预热装置和压型装置,所述预热装置与所述压型装置设有通道相连,所述压型装置包括压型架和设置于所述压型架内的上模具、下模具、升降轴和动力装置,所述下模具设置于所述升降轴的顶部,所述升降轴与所述动力装置连接,所述动力装置用于驱动所述升降轴上下运动,以驱动所述上模具和所述下模具开模或合模,所述预热装置包括预热箱、进料组件和预热组件,所述进料组件用于控制玻璃预制件进入所述预热箱,所述预热组件设有加热隧道对所述玻璃预制件加热,所述预热组件可移动伸入到所述上模具与所述下模具之间。
3、本实用新型进一步地技术方案是,所述预热组件包括预热板、预热板支架、预热推杆、电机架、电机、推进弹簧、转动杆和推进气缸,所述预热板和所述预热板支架固定连接,所述预热推杆穿过所述预热箱连接所述电机架,所述电机固定在所述电机架上,所述预热板的中间设置有对玻璃预制件加热的所述加热隧道,所述加热隧道靠近所述压型装置的一端设置有用于玻璃预制件下落的开孔,所述推进弹簧设置在所述加热隧道内,所述转动杆穿过所述预热杆中间的孔,两端分别连接所述推进弹簧和所述电机的电机轴,所述电机架与所述推进气缸连接。
4、本实用新型进一步地技术方案是,所述进料组件包括进料板、挡块、隔离阀和端盖;
5、所述进料板联通所述预热箱内外,位于所述预热箱内的部分设置有用于放置玻璃预制件的u型槽,位于所述预热箱外的部分设置有进料孔与所述u型槽相通,所述进料孔位于预热箱体外。
6、所述端盖位于所述进料孔远离所述预热箱的箱体的一端,所述隔离阀位于放料管道与所述u型槽之间。所述挡块设置于所述u型槽的中段,所述挡块位于所述u型槽靠近所述预热组件的一端,所述挡块的底部设置有斜面。
7、所述进料孔、所述u型槽的底部呈同一直线且与水平面倾斜一定的角度,便于球状的玻璃预制件从放料管进入所述u型槽,所述隔离阀开闭控制玻璃预制件从所述进料孔进入所述u型槽,所述挡块落下时玻璃预制件落入所述加热隧道;
8、所述挡块设有与所述u型槽倾斜方向一致的挡块孔,所述挡块降下时所述挡块孔低于所述u型槽槽底,预制件滑入所述挡块孔中,所述挡块升起时所述挡块孔高于所述u型槽槽底,所述隔离阀可升起设置于所述预热箱的外孔的中段,所述端盖设置于所述进料孔的开口处,所述隔离阀下降时隔离所述预热箱的箱体内外,同时,所述端盖打开放入玻璃预制件到所述进料孔,关闭所述端盖并升起所述隔离阀时玻璃预制件从所述进料孔滚入所述u型槽。
9、本实用新型进一步地技术方案是,所述压型装置还包括上发热板、上发热板套、上锁模套、模套、下发热板、下发热板套和下锁模套,其中,所述上发热板通过所述上发热板套固定在所述压型架的腔室内壁的上方,所述上模具通过所述上锁模套固定在所述上发热板上,所述模套套在所述上模具上,所述下模具位于所述压型架腔体内,通过所述下锁模套固定在所述下发热板上,由所述下发热板套固定所述下发热板在所述升降轴的顶端。
10、本实用新型进一步地技术方案是,所述动力装置包括丝杆、丝杆螺母、轴承、锁紧螺母、联轴器和电机,所述丝杆螺母设置于所述升降轴的内壁,所述丝杆伸入所述升降轴内与所述丝杆螺母配合,所述轴承通过所述锁紧螺母固定于所述压型架的腔室内,所述丝杆的一端穿过所述轴承,通过所述联轴器与所述伺服电机连接。
11、本实用新型进一步地技术方案是,还包括冷却装置,所述冷却装置与所述压型装置设置有通道相连,所述冷却装置包括冷却箱、冷却盘、电机支架、冷却盘电机和发热块,所述冷却盘位于所述冷却箱内,所述电机支架连接所述冷却盘电机和所述冷却箱体,所述冷却盘设置有伸出所述冷却箱的轴与所述冷却盘电机的转动轴相连,所述冷却盘的盘面设置有用于放置镜片的多个凹穴,所述发热块设置于所述冷却盘的下方。
12、本实用新型进一步地技术方案是,所述凹穴的截面呈v形,所述凹穴呈中心对称分布于所述冷却盘的盘面上。
13、本实用新型进一步地技术方案是,还包括拾取组件,所述拾取组件包括:拾取夹、拾取夹支架、空心推动轴、拾取气缸架、拾取气缸、拾起拉杆、拉动连杆、销钉和无杆气缸,所述拾取夹安装于所述拾取夹支架上,所述拾取夹的夹取处位于所述冷却盘的其中一个所述凹穴的正上方,所述拾取夹打开时,拾起的镜片落入所述凹穴中,所述拾取夹支架与所述空心推动轴相连,所述空心推动轴穿过所述冷却箱与所述冷却箱的箱体外的拾取气缸架相连,所述拾取气缸固定在所述拾取气缸架上,所述拾起拉杆穿过所述空心推动轴的中心孔,一端连接所述拾取气缸,另一端通过所述拉动连杆、销定连接所述拾取夹,所述无杆气缸位于所述冷却箱外,所述拾取气缸架与所述无杆气缸相连,所述拾取气缸伸出时,拉动所述拾起拉杆、拉动连杆,所述拾取夹打开,所述拾取气缸缩回时,所述拾取夹闭合,所述无杆气缸前进时所述拾取夹伸入分开的所述上模和所述下模之间,所述无杆气缸复位时所述拾取夹退回所述冷却箱内。
14、本实用新型进一步地技术方案是,所述拾取夹的夹取处呈括号形,且剖面方向设置有c形槽。
15、本实用新型进一步地技术方案是,还包括镜片出口,所述镜片出口设置有封口板,所述封口板位于所述冷却箱的一侧,所述封口板上设置有圆孔,所述圆孔与所述冷却盘的盘面上其中一个所述凹穴相对应,所述冷却盘每转动一次取一次镜片。
16、本实用新型非等温模压设备的有益效果是:
17、本实用新型通过上述技术方案,包括:预热装置和压型装置,所述预热装置与所述压型装置设有通道相连,所述压型装置包括压型架和设置于所述压型架内的上模具、下模具、升降轴和动力装置,所述下模具设置于所述升降轴的顶部,所述升降轴与所述动力装置连接,所述动力装置用于驱动所述升降轴上下运动,以驱动所述上模具和所述下模具开模或合模,所述预热装置包括预热箱、进料组件和预热组件,所述进料组件用于控制玻璃预制件进入所述预热箱,所述预热组件设有加热隧道对所述玻璃预制件加热,所述预热组件可移动伸入到所述上模具与所述下模具之间,将对球状玻璃预制件加热的预热装置伸入上下模具之间,让完成预热的球状玻璃预制件直接落入下模具,实现了不伤球状的玻璃预制件且提高了镜片成型质量。
- 还没有人留言评论。精彩留言会获得点赞!