用于滚塑成型树脂的助剂组合物和线性中密度聚乙烯组合物以及聚乙烯滚塑制品的制作方法
[0001]
本发明涉及聚乙烯滚塑成型领域,具体涉及用于滚塑成型树脂的助剂组合物和线性中密度聚乙烯组合物以及聚乙烯滚塑制品。
背景技术:
[0002]
滚塑成型是一种非常独特的加工方式,设备和模具投资少,工艺灵活,产品几乎无内应力,不易变形,无接缝、强度高,适用于各种大型及复杂形状的中空塑料制品的生产。
[0003]
国内现有的滚塑成型加工过程总体较为粗放,大多采用液化气火焰直接加热,加热温度、加热时间、旋转速度等的控制精度不高,很难避免局部温度或整体温度较高,达到240摄氏度,出现滚塑制品的低温脆裂问题,也就是所谓的“屈膝陷阱”(当某局部部位加热温度达到240℃,低温-40℃的落锤冲击性能迅速下降,低于或超过240℃能承受,就如人的膝盖,在中段发生弯曲)问题,导致加工窗口变窄,增加滚塑制品破裂的几率。
[0004]
滚塑工艺对滚塑原料树脂的刚性、韧性、耐环境应力、脱模都有较高要求,尤其制备皮划艇之类的滚塑户外水上制品,对抗紫外耐老化性能要求更高。
[0005]
cn103571026a公开了一种耐老化滚塑专用聚乙烯树脂及其制备方法;该滚塑专用料按重量百分比由以下组分组成:基础树脂100%,在线性低密度聚乙烯粉末树脂中添加0.15-0.3%重量份光稳定剂、0.05-0.2%重量份抗氧剂、0.02-0.1%重量份卤素吸收剂,0.05-0.15%重量份流变改性剂。采用本发明生产的滚塑专用聚乙烯树脂密度为0.920-0.940g/10cm3,熔体流动速率为2-10g/10min,抗紫外光老化级别只能达到uv-6级。
[0006]
cn102010542a公开了一种仿大理石花纹滚塑专用料及其制备方法,该滚塑专用料按重量百分比由以下组分组成:基础树脂40-70%,仿大理石花纹树脂30-60%,所述基础树脂为线性低密度聚乙烯,仿大理石花纹树脂按重量百分比由以下组分组成:高密度聚乙烯98%,颜料0.1-1%,抗氧剂 0.1-0.5%,光稳定剂0.1-0.5%,润滑剂0.1-0.5%,抗静电剂0.1-1.0%,线性低密度聚乙烯熔体流动速率为2-10g/10min,密度0.925-0.940g/cm3,高密度聚乙烯熔体流动速率为0.01-2g/10min,密度0.940-0.960g/cm3。该专用料可以使仿大理石花纹颗粒清晰均匀地分布在制品上,达到仿大理石花纹的效果。
[0007]
尽管如上现有技术的滚塑树脂已经获得较好的加工性能、耐老化性能,但仍然存在240℃的“屈膝陷阱”问题,并且现有技术滚塑树脂的综合平衡性能不佳,uv等级普遍达不到8级以上,都在6级以下,影响户外的长期使用寿命,这些问题长期以来困扰着滚塑行业对原料的选择。
[0008]
因此,亟需一种能够克服240℃的“屈膝陷阱”问题并且综合平衡性能较好、抗紫外等级较高达到8级以上的滚塑成型树脂。
技术实现要素:
[0009]
本发明的目的之一是为了克服现有技术存在的240℃的“屈膝陷阱”问题。
[0010]
本发明的目的之二是为了获得综合平衡性能较好,抗紫外等级较高的滚塑树脂,以提高所制得制品的户外使用寿命。
[0011]
本发明的发明人经过研究发现现有技术存在的240℃“屈膝陷阱”等问题的主要原因如下:1)滚塑原料的添加剂选择例如抗氧剂、光稳剂等和助剂组合物(助剂配方体系)不恰当,或者在树脂中分散不佳;2)助剂的添加量不足;3)生产的线性中密度聚乙烯树脂的熔融指数和密度控制有较大难度,精准度也不够,通常超过10%,有的达到20%以上,密度稍高的中密度聚乙烯树脂生产难度较大;4)高密度聚乙烯料由于结晶速度太快,对温度的不均匀性更加敏感,更容易产生不均匀的内应力诱导产品变形造成产品报废。
[0012]
本发明的发明人对添加剂(助剂)配方的进行优化,研究不同抗氧体系、不同紫外光稳定剂、相容增强剂等对产品性能的综合影响,重点测试刚性和韧性指标,同时考察不同温度条件下的氧化诱导期,快速评价抗氧化体系的抗氧效果,用氙弧灯加速老化试验评价紫外光稳定剂的等级等,用显微红外、流变仪和凝胶色谱仪来表征分析原料的加工性能和分子量大小及分布情况、微观结构,确定最终的助剂组合物;进一步制备成聚乙烯组合物,通过实验室小型滚塑机,制作不同加工温度下的滚塑制品,重点考察是否能突破240℃制品的抗-40℃低温脆性要求。
[0013]
为了实现上述目的,本发明第一方面提供一种用于滚塑成型树脂的助剂组合物,以该助剂组合物的总重量为基准,该组合物含有以下组分:
[0014]
主抗氧剂i,3-12重量%,优选5-10重量%;
[0015]
主抗氧剂ii,5-23重量%,优选10-20重量%;
[0016]
辅抗氧剂,5-25重量%,优选10-20重量%;
[0017]
外润滑剂,3-15重量%,优选5-10重量%;
[0018]
抗静电剂,3-15重量%,优选5-10重量%;
[0019]
紫外光稳定剂a,10-25重量%,优选12-20重量%;
[0020]
紫外光稳定剂b,5-15重量%,优选7-13重量%;
[0021]
紫外光稳定剂c,5-15重量%,优选7-13重量%;
[0022]
相容增强剂,3-10重量%,优选4-8重量%;
[0023]
其中,所述主抗氧剂i选自具有式(i)、式(ii)和式(iii)所示三叉骨架结构的受阻酚类抗氧剂中的至少一种,
[0024][0025]
式(i)、式(ii)、式(iii)中,*表示化学键键接点。
[0026]
主抗氧剂ii选自含有直链烷基或含有直链酯基的受阻酚类抗氧剂中的至少一种;
[0027]
所述紫外光稳定剂a选自三嗪骨架受阻胺型光稳定剂和二苯甲酮型光稳定剂中的至少一种,所述紫外光稳定剂b选自具有三嗪骨架的紫外吸收剂和苯并三唑型紫外吸收剂中的至少一种,所述紫外光稳定剂c选自含有酯基的紫外吸收剂和含有酯基的受阻胺光稳定剂中的至少一种。
[0028]
本发明第二方面提供了一种线性中密度聚乙烯组合物,所述线性中密度聚乙烯组合物含有线性中密度聚乙烯和本发明第一方面所述的助剂组合物,其中,以线性中密度聚乙烯组合物总重量为基准,线性中密度聚乙烯的含量为97-99.9重量%,助剂组合物的含量为0.1-3重量%。
[0029]
本发明第三方面提供了由本发明第二方面所述的线性中密度聚乙烯组合物制得的聚乙烯滚塑制品,优选地,所述聚乙烯滚塑制品为皮划艇类制品。
[0030]
使用本发明所述的助剂组合物的本发明所述线性中密度聚乙烯组合物突破了240℃的“屈膝陷阱”,拓宽了加工温度窗口,改善了滚塑成型的加工性能,降低所得滚塑制品的低温脆裂风险;并且uv等级达到8级以上,氧化诱导期达到100min以上,大大拓宽了滚塑加工时间窗口,可以实现所得制品具有良好的抗紫外光老化性能,同时兼具良好的刚韧平衡性和耐环境应力开裂性能。由本发明所述线性中密度聚乙烯组合物得到制品内外表面光洁度好、白度好、韧性好、挺度高、易脱模,且良好抗环境应力和较高的抗紫外老化性能。此外,本发明所述线性中密度聚乙烯组合物拓宽了原料来源,打破长期进口料的垄断,并且具有良好的经济性,在同等的加工条件下,采用本发明的组合物制备滚塑制品(如皮划艇),成本明显低于现有技术(目前市售欧美进口料每吨高出1500元左右),且供应链不稳定,二者所获制品品质相当,均达到高端品质要求。
附图说明
[0031]
图1是普通聚乙烯滚塑原料(本发明对比例1)在不同加工成型温度下,对应的-40℃低温冲击性能折线图。
[0032]
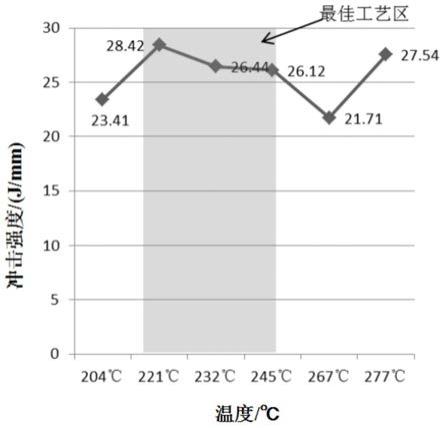
图2是本发明实施例1所述线性中密度聚乙烯组合物在不同加工成型温度下,对应的-40℃低温冲击性能折线图。
具体实施方式
[0033]
在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
[0034]
本发明第一方面提供了一种用于滚塑树脂的助剂组合物,以该助剂组合物的总重量为基准,该助剂组合物含有以下组分:
[0035]
主抗氧剂i,3-12重量%,优选5-10重量%;
[0036]
主抗氧剂ii,5-23重量%,优选10-20重量%;
[0037]
辅抗氧剂,5-25重量%,优选10-20重量%;
[0038]
外润滑剂,3-15重量%,优选5-10重量%;
[0039]
抗静电剂,3-15重量%,优选5-10重量%;
[0040]
紫外光稳定剂a,10-25重量%,优选12-20重量%;
[0041]
紫外光稳定剂b,5-15重量%,优选7-13重量%;
[0042]
紫外光稳定剂c,5-15重量%,优选7-13重量%;
[0043]
相容增强剂,3-10重量%,优选4-8重量%;
[0044]
其中,所述主抗氧剂i选自具有式(i)、式(ii)和式(iii)所示三叉骨架结构的受阻酚类抗氧剂中的至少一种,
[0045][0046]
式(i)、式(ii)、式(iii)中,*表示化学键键接点。
[0047]
主抗氧剂ii选自含有直链烷基或含有直链酯基的受阻酚类抗氧剂中的至少一种;
[0048]
所述紫外光稳定剂a选自三嗪骨架受阻胺型光稳定剂和二苯甲酮型光稳定剂中的至少一种,所述紫外光稳定剂b选自具有三嗪骨架的紫外吸收剂和苯并三唑型紫外吸收剂中的至少一种,所述紫外光稳定剂c选自含有酯基的紫外吸收剂和含有酯基的受阻胺光稳定剂中的至少一种。
[0049]
在一种优选的实施方式中,以该助剂组合物的总重量为基准,该助剂组合物含有:5-10重量%的主抗氧剂i,例如可以为5重量%、6重量%、7重量%、9重量%和10重量%以及上述数值中任意两个所组成范围中的任意一值;10-20重量%的主抗氧剂ii,例如可以为10重量%、12重量%、14重量%、 16重量%、18重量%和20重量%以及上述数值中任意两个所组成范围中的任意一值;10-20重量%的辅抗氧剂;5-10重量%的外润滑剂;5-10重量%的抗静电剂;12-20重量%紫外光稳定剂a;7-13重量%紫外光稳定剂b;7-13 重量%的紫外光稳定剂c;4-8重量%的相容增强剂。
[0050]
在本文中,所述“直链”为化学式结构的主链形似一直线。
[0051]
本发明所述的助剂组合物使用复合主抗氧剂,所述复合主抗氧剂包含主抗氧剂i和主抗氧剂ii,在聚乙烯生产、加工和使用过程中,两者都具有捕获降解过程中产生的自由基,从而长期持续性发挥抗氧作用,并且具有较好的耐高温性能;主抗氧剂i能较好保护酚羟基不被氧化消耗并减少电荷转移的络合作用,具有更优异的抗黄变性能,能较好保护制品的颜色和制品出模的色泽;主抗氧剂ii含有长链烷基和-oh官能团,不但有利于改进相容性,同时进一步提高受阻酚抗氧剂的效率和热稳定性,能更加长效地与主抗氧剂i发挥协同作用,可以使含有该助剂组合物的线性中密度聚乙烯组合物在 200℃的氧气氛围下,用dsc仪测定的氧化诱导期大于100min(而现有技术普遍为30-60min)。
[0052]
为了实现复合主抗氧剂与树脂之间较好的的相容性,优选地,所述主抗氧剂i选自具有式(i)、式(ii)和式(iii)所示三叉骨架结构的受阻酚类抗氧剂中的至少一种,优选地选自抗氧剂1790、抗氧剂3114、抗氧剂3125 和抗氧剂1330中的至少一种;主抗氧剂ii选自含有直链烷基或含有直链酯基的受阻酚类抗氧剂中的至少一种,优选地选自抗氧剂1076、抗氧剂1010、抗氧剂245、抗氧剂2246、抗氧剂1135和抗氧剂1098中的至少一种。
[0053]
在本发明所述的助剂组合物中,所述辅抗氧剂主要用于分解氢过氧化物和塑料进一步降解所产生的过氧化物,从而达到抗氧化目的,提高热氧加工稳定性,与主抗氧剂配合可以使制品在寿命期内均不会因氧化而严重老化。所述辅抗氧剂优选为一种还原剂,例如选自亚磷酸酯型抗氧剂和硫代酯型抗氧剂中的至少一种,优选地选自抗氧剂168、抗氧剂626、抗氧剂618、抗氧剂dltp和抗氧剂dstp中的至少一种。
[0054]
在本发明所述的助剂组合物中,为了更好地控制滚塑原料的产品质量和下游滚塑制品加工成型过程中的氧化交联,影响制品颜色、加工性能和制品质量,优选地,所述主抗氧剂i和主抗氧剂ii的重量比为1:(0.4-5),优选为1:(1-3),例如可以为1:1、1:1.5、1:2、1:2.5、1:3以及上述比值中任意两个所组成范围中的任意一值。主抗氧剂清除自由基,辅抗氧剂分解过氧化物,两者在以上述配比范围内并用,协同效用显著,能够有效抑制聚合物的热降解和氧化降解,保护制品颜色,拓宽加工窗口,改善制品质量。
[0055]
在本发明所述的助剂组合物中,为了更好地改善物料挤出的流动性,同时提高制品成型过程中脱模性,优选地,所述外润滑剂选自长链脂肪酸金属盐,更优选为碳原子数为10-25的直链脂肪酸金属盐,进一步优选为碳原子数为10-25的直链脂肪酸二价金属盐,具体优选地选自硬脂酸锌、硬脂酸镁和硬脂酸钙中的至少一种。本发明的发明人发现,硬脂酸锌除了能够起到除酸剂和加工润滑的作用外,熔点和聚乙烯更接近,相容性相比其它硬脂酸盐好,在聚乙烯中起到外润滑的效果更好,有利于滚塑制品的脱模,因此所述外润滑剂特别优选为硬脂酸锌。
[0056]
在本发明所述的助剂组合物中,所述抗静电剂用于提高制品的抗静电性,导引和消除粒料在磨粉过程和制品生产过程中粉尘之间摩擦产生静电荷的聚集。所述抗静电剂选自阳离子型抗静电剂、阴离子型抗静电剂、非离子型抗静电剂、两性离子型抗静电剂和高分子型抗静电剂中的至少一种。为了有效地提高制品的抗静电性同时保证各组分之间的相容性,优选地所述抗静电剂选自乙氧基化脂肪族烷基胺类抗静电剂和多元醇硬脂酸酯类抗静电剂中的至少一种,优选地选自n,n-二羟乙基十八胺(抗静电剂1800)、n,n
-ꢀ
双(2-羟乙基)烷基胺(抗静电剂163)、乙氧化牛脂烷基胺(抗静电剂pa250);单硬脂酸甘油酯(抗静电剂gms)和甘油单硬脂酸酯(抗静电剂129)中的一种或多种。
[0057]
在本发明所述的助剂组合物中,优选地,为了改善制品的加工性能,同时不影响制品的机械性能,所述外润滑剂与抗静电剂的重量比为1:(0.5-3),更优选为1:(0.6-2)。
[0058]
本发明所述的助剂组合物采用复合光稳定剂,所述复合光稳定剂包含紫外光稳定剂a、紫外光稳定剂b和紫外光稳定剂c,复合光稳定剂中的各组分之间具有协同效应,不仅使所制得的滚塑制品具有优秀的长效抗光老化保护性能和紫外吸收性能,同时对滚塑制品具有长期热稳定效果,兼有抗氧剂的作用,捕获氧化的自由基、对制品的颜色保护更有利。此外,在发明所述的助剂组合物中,所述复合光稳定剂与复合主抗氧剂、辅抗氧剂具有显著的协同效应。紫外光稳定剂a优选地选自uv3346、uv944、ha88、uv2020、 uv531和uv9中的一
种或多种;紫外光稳定剂b优选地选自uv329、uv234、 uv1577、和uv1146中的一种或多种;紫外光稳定剂c优选地选自uv622、 uv770、uv3853和uv2908中的一种或多种。
[0059]
在本发明所述的助剂组合物中,优选地,以复合稳定剂的总重量为基准,复合光稳定剂(包含紫外光稳定剂a、紫外光稳定剂b和紫外光稳定剂c) 中的灰分含量≤0.1重量%,以保证杂质含量尽量少,同时挥发分含量≤0.5重量%,使残留溶剂量最少,降低气味,更加环保。
[0060]
在本发明所述的助剂组合物中,所述相容增强剂主要用于改善助剂组合物中各组分之间、助剂组合物与树脂之间的相容性,同时起到柔软和增韧的效果。优选地,所述相容增强剂选自乙烯-甲基丙烯酸甲酯共聚物(emma)、乙烯-丙烯酸乙酯的共聚物(eea)、乙烯-醋酸乙烯酯共聚物(eva)、乙烯
-ꢀ
丙烯酸甲酯共聚物(ema)中的至少一种。所述相容增强剂可以通过市售获得,例如购自燕山石化公司,牌号18j3的乙烯-醋酸乙烯酯共聚物(eva)。为了进一步提高与各成分组分的相容性,获得综合性能更好的材料,所述相容增强剂的熔融指数优选为3-7g/10min,密度为0.930-0.940g/cm3。
[0061]
在本发明所述的助剂组合物的一种实施方式中,所述复合主抗氧剂为抗氧剂1010、抗氧剂1790的混合物;所述辅抗氧剂为抗氧剂168;所述外润滑剂为硬脂酸锌;所述抗静电剂为n,n-二羟乙基十八胺(抗静电剂1800);所述复合紫外光稳定剂为光稳定剂uv3346、光稳定剂uv1577和紫外吸收剂uv3853的混合物;所述相容增强剂为相容增强剂ema3430。
[0062]
为了突破240℃的“屈膝陷阱”,降低制品的低温破裂风险,同时进一步提高所得制品的脱模性能、刚韧平衡性、耐候性能和制品的色泽保护。在本发明所述的助剂组合物的一种优选的具体实施方式中,以助剂组合物的总重量为基准,所述助剂组合物中包含:5-10重量%的抗氧剂1790,10-20重量%的抗氧剂1010,10-20重量%的抗氧剂168,5-10重量%的硬脂酸锌,5-10 重量%的n,n-二羟乙基十八胺(抗静电剂1800),12-20重量%的光稳定剂 uv3346,7-13重量%的光稳定剂uv1577,7-13重量%的紫外吸收剂uv3853 以及4-8重量%的相容增强剂ema3430。
[0063]
本发明第二方面提供了一种线性中密度聚乙烯组合物,所述线性中密度聚乙烯组合物含有线性中密度聚乙烯和本发明所述的助剂组合物,其中,以线性中密度聚乙烯组合物总重量为基准,线性中密度聚乙烯的含量为97-99.9 重量%,助剂组合物的含量为0.1-3重量%。
[0064]
在本发明所述的线性中密度聚乙烯组合物中,为了使得到的制品表面光洁度好、无气味、不产生气泡、白度好、挺度高、韧性好、易脱模,具有良好抗环境应力和较高的抗紫外老化能力,优选地,所述线性中密度聚乙烯在 2.16kg载荷下190℃时的熔融指数为3-7g/10min,密度为0.925-0.941g/cm3。所述线性中密度聚乙烯可以商购得到,也可以采用本领域常规的unipol气相法,结合优化控制的工艺参数制得。
[0065]
优选地,所述线性中密度聚乙烯组合物在2.16kg载荷下190℃时的熔融指数为3-7g/10min,密度为0.926-0.942g/cm3。
[0066]
本发明所述线性中密度聚乙烯组合物可以以粉料的形式或者以粒料的形式存在。在本发明所述线性中密度聚乙烯组合物的一种实施方式中,所述线性中密度聚乙烯组合物以粒料的形式存在,亦可称为线性中密度聚乙烯树脂粒料。在一种实施方式中,所述线性中
密度聚乙烯树脂粒料的直径为 1-7mm,在此,所述直径定义为最长边的长度。
[0067]
在一种实施方式中,所述线性中密度聚乙烯树脂粒料通过以下方法制备:
[0068]
第一步:获得在2.16kg载荷下190℃时的熔融指数为3-7g/10min、密度为0.925-0.941g/cm3的线性中密度聚乙烯;
[0069]
第二步:将该线性中密度聚乙烯、本发明所述的助剂组合物以及可选的其他添加剂进行掺混,并挤出造粒制成线性中密度聚乙烯树脂粒料。
[0070]
在挤出造粒前可以根据需要添加其他添加剂例如颜料,优选地添加酞青蓝颜料,酞青蓝颜料不但色泽鲜艳、着色力强,并且耐光耐热,有利于大型制品长期放置户外。颜料的用量可以根据实际需要来选择,优选地颜料的用量为线性中密度聚乙烯组合物(也可称为线性中密度聚乙烯树脂粒料)总重量的0.1-1重量%,优选地0.4-0.6重量%。
[0071]
在本发明中,所述挤出造粒可以采用本领域技术人员已知的方式和条件进行,优选地,所述挤出造粒的条件包括:温度为180-240℃,压力为1-5mpa,挤压机过滤网目数为100目以上(例如200目),得到的粒子的大小优选为 2-5mm,密度为0.926-0.942g/cm3。
[0072]
在本文中,在没有特别说明的情况下,所述的压力均为表压。
[0073]
在本发明所述线性中密度聚乙烯树脂粒料的制备过程中,先将助剂组合物的各个成分均匀混合,然后再与线性中密度聚乙烯掺混合后挤出造粒,由此得到的线性中密度聚乙烯树脂粒料。
[0074]
本发明所述线性中密度聚乙烯组合物具有以下优势:
[0075]
(1)克服了现有滚塑原料存在240℃的“屈膝陷阱”问题,拓宽了加工窗口,改善了滚塑成型的加工性能,降低滚塑制品的低温脆裂风险;
[0076]
(2)提高抗uv等级达到8级以上,具有良好的耐紫外光老化性能,同时具有良好的刚韧平衡性能和耐环境应力开裂性能;
[0077]
(3)采用该原料可以容易地通过滚塑工艺制备制品,所得制品内外表面光洁度好、无气味、白度好、韧性好、挺度高、易脱模;
[0078]
(4)拓宽了原料来源、具有良好的经济性,采用本发明的组合物,与进口料相比,节约了成本,并且所获制品品质相当,均达到进口高端料的品质;打破长期进口料的垄断,迫使进口料的价格下调,解决长期以来滚塑行业原料的选择难题。
[0079]
本发明第三方面提供了由上述线性中密度聚乙烯组合物制得的聚乙烯滚塑制品。
[0080]
优选地,所述聚乙烯滚塑制品为皮划艇类制品。
[0081]
根据本发明,优选地,将上述线性中密度聚乙烯组合物的粒料磨成一定目数的粉料后加工成型制成各种聚乙烯滚塑制品,优选地制得不同种类的皮划艇制品。优选地,在加工成型之前,将线性中密度聚乙烯组合物的粒料磨成20-50目的粉末。
[0082]
由本发明所述线性中密度聚乙烯组合物制得的制品内外表面光洁度好、白度好、韧性好、挺度高、制品不变形、易脱模,且具有良好抗环境应力和较高的抗紫外老化性能。
[0083]
以下将通过实施例对本发明进行详细描述。
[0084]
抗氧剂1076购自圣莱科特有限公司,cas登录号为2082-79-3。
[0085]
抗氧剂1010购自圣莱科特有限公司,cas登录号为6683-19-8。
[0086]
抗氧剂1098购自德国巴斯夫公司,cas登录号为245-442-7。
[0087]
抗氧剂245购自北京极易化工有限公司,cas登录号为36443-68-2。
[0088]
抗氧剂1135购自北京极易化工有限公司,cas登录号为125643-61-0
[0089]
抗氧剂1790购自美国亚帝凡特抗氧剂公司,cas登录号为40601-76-1。
[0090]
抗氧剂1330购自圣莱科特有限公司,cas登录号为1709-70-2。
[0091]
抗氧剂3114购自圣莱科特有限公司,cas登录号为27676-62-6。
[0092]
抗氧剂168购自圣莱科特有限公司,cas登录号为31570-04-4。
[0093]
抗氧剂626购自北京极易化工公司,cas登录号为26741-53-7。
[0094]
抗氧剂618购自北京极易化工有限公司,cas登录号为3806-34-6。
[0095]
硬脂酸锌购自南京淳达科技有限公司,cas登录号为557-05-1。
[0096]
硬脂酸钙购自宁波豫越有限公司有限公司,cas登录号为1592-23-0。
[0097]
抗静电剂1800(n,n-二羟乙基十八胺),购自南京淳达科技有限公司, cas登录号为10213-78-2。
[0098]
抗静电剂163(n,n-双(2-羟乙基)烷基胺),购自英国禾大公司,cas 登录号为71786-60-2。
[0099]
抗静电剂pa250(乙氧化牛脂烷基胺),购自法国阿科玛公司,cas登录号为61791-26-2。
[0100]
抗静电剂gms(单硬脂酸甘油酯),购自宁波豫越有限公司,cas登录号为621-61-4。
[0101]
抗静电剂129(甘油单硬脂酸酯),购自英国禾大公司,cas登录号为 31566-31-1。
[0102]
光稳定剂uv944购自江苏宿迁联盛化学有限公司,cas登录号为 70624-18-9。
[0103]
光稳定剂uv2020购自德国巴斯夫公司,cas登录号为192268-64-7。
[0104]
光稳定剂uv622购自江苏宿迁联盛化学有限公司,cas登录号为 65447-77-0。
[0105]
光稳定剂uv3346购自美国索尔维公司,cas登录号为82451-48-7。
[0106]
光稳定剂uv3853购自美国索尔维公司,cas登录号为167078-06-0。
[0107]
光稳定剂uv1577购自德国巴斯夫公司,cas登录号为147315-50-2。
[0108]
光稳定剂uv531购自北京天罡助剂有限责任公司,cas登录号为 1843-05-6。
[0109]
光稳定剂uv234购自北京天罡助剂有限责任公司,cas登录号为 70321-86-7。
[0110]
光稳定剂uv329购自北京天罡助剂有限责任公司,cas登录号为 3147-75-9。
[0111]
光稳定剂uv770购自北京天罡助剂有限责任公司,cas登录号为 52829-07-9。
[0112]
乙烯-甲基丙烯酸甲酯共聚物(emma)购自日本住友公司,牌号wh303。
[0113]
乙烯-丙烯酸甲酯共聚物(ema)购自法国阿科玛公司,牌号3430。
[0114]
乙烯-醋酸乙烯酯共聚物(eva)购自燕山石化公司,牌号18j3。
[0115]
乙烯-丙烯酸乙酯的共聚物(eea)购自美国杜邦公司,牌号2615ac。
[0116]
本发明所涉及的测试方法如下:
[0117]
(1)-40℃低温冲击测试
[0118]
测试的具体方法参照美国滚塑协会标准arm version4.0-july 2003《滚塑成型低温冲击试验》(该标准被全球滚塑行业广泛采用并认可)。具体试验环境为常温23℃,湿度55%,状态调节96h后,在-40℃环境中冷冻20h,冲击质量为c型锤(9.072kg)。该落锤冲击方式可较好地模拟滚塑制品在实际使用过程中受到外力冲撞的应力形式。
[0119]
(2)氧化诱导期测试
[0120]
按照gb/t19466.6-2009塑料差示扫描量热法(dsc)第6部分:氧化诱导时间(等温
oit)测定方法进行氧化诱导期测试。恒温试验温度为 200℃,氧气氛围。
[0121]
(3)uv等级测试
[0122]
按照astmg155所述方法进行耐候性uv-x等级测试,其中x是样品曝光1000小时的倍数。
[0123]
实施例1
[0124]
(1)制备助剂组合物
[0125]
将8重量份的主抗氧剂i(抗氧剂1790),15重量份的主抗氧剂ii(抗氧剂1010),15重量份的辅抗氧剂(抗氧剂626),6重量份的外润滑剂(硬脂酸锌),10重量份的抗静电剂(抗静电剂gms),19重量份的紫外光稳定剂a(uv3346),12重量份的紫外光稳定剂b(uv1577),8重量份的紫外光稳定剂c(uv770),7重量份的相容增强剂(乙烯-丙烯酸甲酯共聚物3430)混合,得到助剂组合物a1。
[0126]
(2)制备线性中密度聚乙烯组合物
[0127]
(2.1)由unipol气相法工艺制备在2.16kg载荷下190℃时的熔融指数为5.2g/10min、密度为0.935g/cm3的线性中密度聚乙烯。
[0128]
(2.2)将98.5重量份的步骤(2.1)得到的线性中密度聚乙烯和1.5重量份的步骤(1)得到的助剂组合物a1进行掺混,通过挤压造粒机(德国莱斯特瑞兹公司生产,型号为zse40,以下相同;挤压机温度为180-240℃,功率为60kw,挤压机过滤网目数为100目以上)获得线性中密度聚乙烯组合物粒料。
[0129]
(3)生产单人5米长的海洋单人舟皮划艇
[0130]
取29kg上述线性中密度聚乙烯组合物粒料,磨成40目左右的粉末,将粉状物料注入钢制模内,通过明火直接对烘箱式摇摆机内的皮划艇模具进行加热,皮划艇模具在烘箱内沿水平轴转动,同时进行上下摇摆,模具内粉末在重力的作用下均匀分布、粘附在模具内表面并形成空腔后将模具从烘箱内取出(烘箱加工温度为280℃,加热时间18min),进行冷却定型(自然冷却加风冷26min),最后进行脱模形成中空皮划艇制品s1(制品长5.08米,宽52cm)。
[0131]
实施例2
[0132]
(1)制备助剂组合物a2
[0133]
将10重量份的主抗氧剂i(抗氧剂1790),10重量份的主抗氧剂ii(抗氧剂1076),20重量份的辅抗氧剂(抗氧剂168),10重量份的外润滑剂 (硬脂酸锌),10重量份的抗静电剂(抗静电剂pa250),含量为12重量份的紫外光稳定剂a(uv944),13重量份的紫外光稳定剂b(uv1577),含量为7重量份的紫外光稳定剂c(uv622),8重量份的相容增强剂(乙烯-醋酸乙烯酯共聚物18j3)混合,得到助剂组合物a2。
[0134]
(2)制备线性中密度聚乙烯组合物
[0135]
(2.1)由unipol气相法工艺制备在2.16kg载荷下190℃时的熔融指数为4.9g/ml、密度为0.937g/cm3的线性中密度聚乙烯。
[0136]
(2.2)将98重量份的步骤(2.1)得到的线性中密度聚乙烯和2重量份的步骤(1)得到的助剂组合物a2进行掺混,通过挤压造粒机(挤压机温度为180-240℃,功率为60kw,挤压机过滤网目数为100目以上)获得线性中密度聚乙烯组合物粒料。
[0137]
(3)使用该线性中密度聚乙烯组合物粒料按照实施例1步骤(3)所述方法生产皮划
艇,得到制品s2。
[0138]
实施例3
[0139]
(1)制备助剂组合物a3
[0140]
将20重量份的主抗氧剂ii(抗氧剂1010),8重量份的主抗氧剂i(抗氧剂3114),10重量份的辅抗氧剂(抗氧剂618),6重量份的外润滑剂(硬脂酸锌),8重量份的抗静电剂(抗静电剂1800),20重量份的紫外光稳定剂a(uv2020),12重量份的紫外光稳定剂b(uv329),10重量份的紫外光稳定剂c(uv3853),6重量份的相容增强剂(2615ac)混合,得到助剂组合物a3。
[0141]
(2)制备线性中密度聚乙烯组合物
[0142]
(2.1)由unipol气相法工艺制备在2.16kg载荷下190℃时的熔融指数为5.5g/ml、密度为0.938g/cm3的线性中密度聚乙烯。
[0143]
(2.2)将99.2重量份的步骤(2.1)得到的线性中密度聚乙烯和0.8重量份的步骤(1)得到的助剂组合物进行掺混,通过双螺杆挤压造粒机(挤压机温度为180-240℃,功率为60kw,挤压机过滤网目数为100目以上)获得线性中密度聚乙烯组合物粒料。
[0144]
(3)使用该线性中密度聚乙烯组合物粒料按照实施例1步骤(3)所述方法生产皮划艇,得到制品s3。
[0145]
实施例4
[0146]
(1)制备助剂组合物
[0147]
将23重量份的主抗氧剂ii(抗氧剂2246),12重量份的主抗氧剂i(抗氧剂1330),5重量份的辅抗氧剂(抗氧剂dstp),9重量份的外润滑剂 (硬脂酸锌),4重量份的抗静电剂(gms),25重量份的紫外光稳定剂a (ha88),9重量份的紫外光稳定剂b(uv1146),10重量份的紫外光稳定剂c(uv2908),3重量份的相容增强剂(18j3)混合,得到助剂组合物 a4。
[0148]
(2)制备线性中密度聚乙烯组合物
[0149]
(2.1)由unipol气相法工艺制备在2.16kg载荷下190℃时的熔融指数为5.5g/ml、密度为0.938g/cm3的线性中密度聚乙烯。
[0150]
(2.2)将97重量份的步骤(2.1)得到的线性中密度聚乙烯和3重量份的步骤(1)得到的助剂组合物进行掺混,通过双螺杆挤压造粒机(挤压机温度为180-240℃,功率为60kw,挤压机过滤网目数为100目以上)获得线性中密度聚乙烯组合物粒料。
[0151]
(3)使用该线性中密度聚乙烯组合物粒料按照实施例1步骤(3)所述方法生产皮划艇,最终得到皮划艇制品s4。
[0152]
实施例5
[0153]
参照实施例1的方法制作皮划艇,不同的是,外润滑剂硬脂酸锌由相同重量的硬脂酸钙代替,最终得到皮划艇制品s5。
[0154]
实施例6
[0155]
参照实施例2的方法制作皮划艇,不同的是,主抗氧剂i(抗氧剂1790) 与主抗氧剂ii(抗氧剂1010)的总重量份数不变,但是主抗氧剂i与主抗氧剂ii的重量份数比为1:5.5,最终得到皮划艇制品s6。
[0156]
实施例7
[0157]
参照实施例2的方法制作皮划艇,不同的是,主抗氧剂i(抗氧剂1790) 与主抗氧剂
ii(抗氧剂1010)的总重量份数不变,但是主抗氧剂i与主抗氧剂ii的重量份数比为1:0.7,最终得到皮划艇制品s7。
[0158]
实施例8
[0159]
参照实施例1的方法制作皮划艇,不同的是,紫外光稳定剂a、紫外光稳定剂b和紫外光稳定剂c的总重量份数不变,紫外光稳定剂a:紫外光稳定剂b:紫外光稳定剂c的重量比为1:1.2:1,最终得到皮划艇制品s8。
[0160]
实施例9
[0161]
参照实施例1的方法制作皮划艇,不同的是,外润滑剂与抗静电剂的总重量份数不变,外润滑剂:抗静电剂的重量比为1:4,最终得到皮划艇制品 s9。
[0162]
对比例1
[0163]
参照实施例1的方法制作皮划艇,不同的是,直接使用进口料m3804ru 代替步骤(2)得到的线性中密度聚乙烯组合物粒料,最终得到皮划艇制品 d1。
[0164]
对比例2
[0165]
参照实施例1的方法制作皮划艇,不同的是,制备助剂组合物时不加入相容增强剂,最终得到皮划艇制品d2。
[0166]
对比例3
[0167]
参照实施例1的方法制作皮划艇,不同的是,使用相同重量的辅抗氧剂 168代替主抗氧剂1790,最终得到皮划艇制品d3。
[0168]
对比例4
[0169]
参照实施例1的方法制作皮划艇,不同的是,使用相同重量的光稳定剂 uv329代替光稳定剂uv3346,最终得到皮划艇制品d4。
[0170]
对比例5
[0171]
参照实施例1的方法制作皮划艇,不同的是,制备助剂组合物时不加入光稳定剂uv3346,而是在步骤(2)与线性中密度聚乙烯一起混合造粒,磨成粉后,再单独搅拌加入uv3346,其余与实施例1相同,最终得到皮划艇制品d5。
[0172]
对比例6
[0173]
参照实施例1的方法制作皮划艇,不同的是,步骤(2)中用到的线性中密度聚乙烯树脂更换为高密度树脂,密度为0.950g/cm3,其余与实施例1 相同,最终得到皮划艇制品d6。
[0174]
对比例7
[0175]
参照实施例1的方法制作皮划艇,不同的是,使用结构简单不含直链烷烃和酯基的分子量较小的抗氧剂bht代替抗氧剂1010,最终得到皮划艇制品d7。
[0176]
皮划艇制品的性能测试
[0177]
将上述制得的皮划艇制品s1-s9、d1-d7进行以下性能测试。
[0178]
(1)气味性测试:对生产过程中以及生产后获得制品由10人进行感官检测,2人以上认为有气味则记为有气味,否则记为无气味。
[0179]
(2)表面光洁度:采用肉眼观察表面的平整度和光滑程度,包括是否含有少量小气泡,结合手感触摸的感觉,与进口标杆料做成的相同制品进行比较,来综合评定制品内外表面的光洁度。看出明显光滑、不含小气泡、手感又比较平整的,记为“优”;看出比较光滑、手
感比较平整、边缘有偶尔有小气泡的,记为“良”;看上去光滑感不足、手感也不是很平整、边缘有少量小气泡的,记为“中”。
[0180]
(3)加热时间:为步骤(3)从开始加热到完全熔化后停止加热这一时间段的时间,单位为分钟。
[0181]
(4)脱模性:由统一操作工人判断,直接给出易、中、难三个等级。
[0182]
(5)抗老化性:将制品露天放置,长时间紫外照射,用放大镜观察制品细裂纹情况,无细裂纹记为“优”,少量细裂纹记为“良”,大量细裂纹记为“中”。
[0183]
(6)耐候性:在温差大(主要指冬天和夏天的早晚时间,温差大于20℃左右)的时候,放到河里去试验,考察皮划艇制品承重耐候变形情况,外径变化小于5%的记为“优”,变化在5-10%的记为“良”,大于10%的记为“中”。
[0184]
(7)韧性:a.冬天,将皮划艇制品内装满水,水结冰后,用500克重的圆头榔头敲击,观察损伤情况,看不出损伤,记为“优”,不能明显看出损伤记为“良”,能明显看出损伤的记为“中”。
[0185]
b.将制得的皮划艇,从5米高处摔落到地面,观察损伤情况,看不出损伤,记为“优”,不能明显看出损伤记为“良”,能明显看出损伤记为“中”。
[0186]
线性中密度聚乙烯组合物样品性能测试
[0187]
(1)将实施例1-9、对比例1-7所述线性中密度聚乙烯组合物粒料在220℃加工温度下,用滚塑成型工艺,制成样品,然后按照美国滚塑协会标准armversion4.0-july2003《滚塑成型低温冲击试验》所述方法进行低温冲击测试,结果如表1所示。此外将实施例1、对比例1所述线性中密度聚乙烯组合物粒料在不同加工温度下制成样品,然后按照美国滚塑协会标准 armversion4.0-july2003《滚塑成型低温冲击试验》所述方法进行低温冲击测试分别如图1、图2所示。
[0188]
(2)将实施例1、对比例1所述线性中密度聚乙烯组合物粒料制成样品,然后按照gb/t19466.6-2009所述方法进行氧化诱导期测试,结果如表1所示。
[0189]
(3)将实施例1、对比例1所述线性中密度聚乙烯组合物粒料制成样品,然后按照astmg155所述方法进行uv等级测试,结果如表1所示。
[0190]
上述实施例、对比例所得制品的性能测试结果如下表1所示。实施例和对比例所述不同聚乙烯组合物的实验室评价情况列于表1后半部分附录中。
[0191][0192]
从表1的结果可以看出,本发明实施例制得的皮划艇制品表面更光洁更平整,具有更好的外观,无气味,制品内外表面光滑度更好,耐环境应力开裂,易脱模,无气味,内外表
面光洁度非常好,壁厚均匀,刚性好,韧性适中,抗紫外等级达到8级以上,较好地满足皮划艇的使用要求。
[0193]
从附录以及附图1、2中可以看出,本发明所述的线性中密度聚乙烯组合物,成功突破240摄氏度的“屈膝陷阱”,uv等级达到8级以上,氧化诱导期达到100min以上,大大拓宽了滚塑的加工时间和加工温度窗口,消除了滚塑行业加工温度控制不慎,局部达到240℃所带来的制品低温脆裂等极大安全隐患,提高了制品抗冲击的能力,降低了制品的破裂几率。
[0194]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1