一种球状色母颗粒及其铸造工艺的制作方法
一种球状色母颗粒及其铸造工艺
1.技术领域
2.本发明涉及色母粒制备技术领域,更具体地说,涉及一种球状色母颗粒及其铸造工艺。
背景技术:
3.色母的全称叫色母粒,也叫色种,是一种新型高分子材料专用着色剂,亦称颜料制备物。色母主要用在塑料上。色母由颜料或染料、载体和添加剂三种基本要素所组成,是把超常量的颜料均匀载附于树脂之中而制得的聚集体,可称颜料浓缩物,所以它的着色力高于颜料本身。加工时用少量色母料和未着色树脂掺混,就可达到设计颜料浓度的着色树脂或制品。
4.色母基本成分有颜料、载体、分散剂和添加剂,使颜料在制品中具有更好的分散性色母生产过程中须对颜料进行细化处理,以提高颜料的分散性和着色力。专用色母的载体与制品的塑料品种相同,具有良好的匹配性,加热熔融后颜料颗粒能很好地分散于制品塑料中;有利于保持颜料的化学稳定性直接使用颜料的话,由于在贮存和使用过程中颜料直接接触空气,颜料会发生吸水、氧化等现象,而做成色母后,由于树脂载体将颜料和空气、水分隔离,可以使颜料的品质长期不变;保证制品颜色的稳定色母颗粒与树脂颗粒相近,在计量上更方便准确,混合时不会粘附于容器上,与树脂的混合也较均匀,因此可以保证添加量的稳定,从而保证制品颜色的稳定。
5.塑胶制品中有时需要添加色母,用于调配塑胶制品的颜色,但现有的色母颜色迁移较严重,色牢度只有2-3级,生产出的产品板面出油,且板面流纹较多,中国发明公开号为cn104194157b公开了一种色母及其制备方法,该色母包括如下重量份的原料:聚丙烯60-80份、填充剂10-25份、色粉1-10份、助剂3-12份;其中,所述填充剂为二氧化钛;所述色粉是由颜料黄0.5-3.5份、颜料红0.4-1.2份和炭黑0.1-0.3份组成的混合物;或者,所述色粉是由颜料红1-2份、颜料鲜贵红2-3份和群青色粉2-5份组成的混合物;所述助剂是由扩散油1-4份、抗紫外线剂1-4份和抗氧剂1-4份组成的混合物。本发明的色母的色牢度达到6-7级,生产出的产品板面不出油,且板面没有流纹。本发明的制备方法工艺简单,操作控制方便,质量稳定,生产效率高,可大规模工业化生产。
6.上述技术方案虽然可以通过相对简单的工艺工业化生产色母,但生产出的色母为较大体积的块状色母,在投入使用过程中,由于成型的块状色母体积较大,无法快速分散于待加工材料内,从而使加工后的材料色块分布不均匀,影响成型后的产品质量。
技术实现要素:
7.1.要解决的技术问题针对现有技术中存在的问题,本发明的目的在于提供一种球状色母颗粒及其铸造工
艺,它可以实现对制造的块状色母进行加工处理,在不改变色母配色状态的情况下,使块状色母分解成球状色母颗粒,便于在对塑料制品的染色等加工过程中,增大与反应底物的反应面积,加快色母与反应底物的混合,使色母可以更好地与塑料制品相混合,提高色母对塑料制品的染色效果和速率,提高成型后的产品质量。
8.2.技术方案为解决上述问题,本发明采用如下的技术方案。
9.一种球状色母颗粒,所述球状色母颗粒的组成成分包括:聚丙烯、填充剂、色粉、助剂,其中各组成成分按照质量分配比为聚丙烯60-80份、填充剂10-25份、色粉1-10份、助剂3-12份;所述填充剂为二氧化钛粉末;所述色粉是由黄色颜料0.5-3.5份、红色颜料0.4-1.2份和炭黑0.1-0.3份组成的混合物;所述助剂包括由扩散油1-4份、抗紫外线剂1-4份和抗氧剂1-4份组成的混合物。
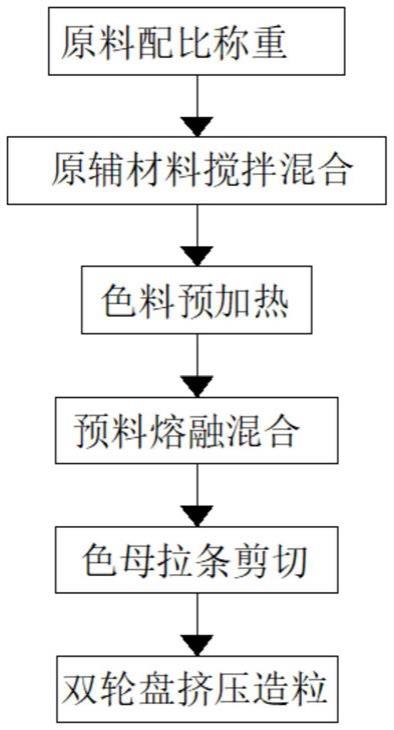
10.进一步的,其制备工艺包括以下工序:步骤一、原料配比称重,由工作人员使用自动化失重计量秤,按照产品配方比例,配置各种原辅材料,确保各种原辅材料比例满足产品配方要求;步骤二、原辅材料搅拌混合,将按配方比例称重完成后的原辅材料放置于混料箱内进行混合搅拌,使原辅材料在混料箱内均匀混合;步骤三、色料预加热,将均匀混合后的原辅材料放置于电加热箱内进行预加热,使原辅材料进一步均匀混合,在电加热箱内加热过程中,使用搅拌杆料对预加热的色母原辅材料进行搅拌混合,步骤四、预料熔融混合,将在电加热箱内加热后的处于熔融状态的色母原辅材料倾倒至双螺杆挤出机内,使双螺杆挤出机对色母原料进行挤压熔融混合;步骤五、色母拉条剪切,将自双螺杆挤出机内挤出的色母料使用拉条机向外侧拉动色母料,并使用剪切设备将拉伸出的条状色母料进行剪切分段;步骤六、双轮盘挤压造粒,将拉条成型的色母料自上向下用过双轮盘造粒机,使条状色母料在双轮盘的挤压成型下,分割成多个球状色母颗粒,可以实现对制造的块状色母进行加工处理,在不改变色母配色状态的情况下,使块状色母分解成球状色母颗粒,便于在对塑料制品的染色等加工过程中,增大与反应底物的反应面积,加快色母与反应底物的混合,使色母可以更好地与塑料制品相混合,提高色母对塑料制品的染色效果和速率,提高成型后的产品质量。
11.进一步的,所述步骤三色料预加热过程中,将原辅材料添加入电加热箱内过程中,使用震料筛对原辅材料进行振动过筛,将块状板结的原辅材料取出,通过使用震料筛对原辅材料进行振动过筛,便于筛分出原辅材料内的块状或板结的原辅材料,减少这部分材料对原料混合的影响。
12.进一步的,所述步骤五色母拉条剪切过程中,使用循环的干净空气对拉条机拉出的条状色母进行快速冷却凝固成型,通过使用循环气流吹动条状色母,便于使条状色母快速凝固定型。
13.进一步的,所述步骤五色母拉条剪切过程中,在将条状色母料使用剪切设备进行剪切过程中,控制剪切的分段条状色母长度相同,所述拉条机向外拉动色母料的速度保持恒定,通过控制剪切的分段条状色母长度相同,便于后的将条状色母分成多个球状色母颗
粒。
14.进一步的,所述色母拉条剪切完成后,由工作人员使用专业的清理工具对剪切设备上粘附的条状色母料进行清理,通过使用专业的清理工具对剪切设备上粘附的条状色母料进行清理,便于减少剪切设备上粘附的条状色母对后续的剪切工作的影响。
15.进一步的,所述步骤三色料预加热过程中,搅拌杆选用的是玻璃搅拌杆,所述玻璃搅拌杆底端套接有预热金属镀层,所述预热金属镀层与玻璃搅拌杆底部紧密贴合,通过使用玻璃搅拌杆对色母原料进行混合,便于减少外界物质对色母原料的影响,进而对色母成品染色效果的影响。
16.进一步的,所述步骤三色料预加热过程中,玻璃搅拌杆在放入电加热箱进行搅拌之前,首先使用电加热箱侧边对玻璃搅拌杆底部的预热金属镀层进行加热,使预热金属镀层与玻璃搅拌杆升温至与内部色母原料温度相同,通过对玻璃搅拌棒的预热处理,便于减少低温状态下的玻璃搅拌棒对预热状态的色母原料的影响。
17.进一步的,所述步骤六双轮盘挤压造粒过程中,双轮盘造粒机上设有的半球压料槽内端设有缓料加热器,所述缓料加热器与半球压料槽内壁贴合匹配,通过使用缓料加热器对半球压料槽内的条状色母进行加热,便于增强分隔变形效果。
18.进一步的,所述步骤六双轮盘挤压造粒过程中,所述双轮盘造粒机上半球压料槽侧边设有热融断卡接口,所述热融断卡接口与缓料加热器相匹配,通过在半球压料槽侧边设有热融断卡接,便于使条状色母可以快速分隔,减少粘连。
19.3.有益效果相比于现有技术,本发明的优点在于:(1)本方案可以实现对制造的块状色母进行加工处理,在不改变色母配色状态的情况下,使块状色母分解成球状色母颗粒,便于在对塑料制品的染色等加工过程中,增大与反应底物的反应面积,加快色母与反应底物的混合,使色母可以更好地与塑料制品相混合,提高色母对塑料制品的染色效果和速率,提高成型后的产品质量。
20.(2)步骤三色料预加热过程中,将原辅材料添加入电加热箱内过程中,使用震料筛对原辅材料进行振动过筛,将块状板结的原辅材料取出,通过使用震料筛对原辅材料进行振动过筛,便于筛分出原辅材料内的块状或板结的原辅材料,减少这部分材料对原料混合的影响。
21.(3)步骤五色母拉条剪切过程中,使用循环的干净空气对拉条机拉出的条状色母进行快速冷却凝固成型,通过使用循环气流吹动条状色母,便于使条状色母快速凝固定型。
22.(4)步骤五色母拉条剪切过程中,在将条状色母料使用剪切设备进行剪切过程中,控制剪切的分段条状色母长度相同,拉条机向外拉动色母料的速度保持恒定,通过控制剪切的分段条状色母长度相同,便于后的将条状色母分成多个球状色母颗粒。
23.(5)色母拉条剪切完成后,由工作人员使用专业的清理工具对剪切设备上粘附的条状色母料进行清理,通过使用专业的清理工具对剪切设备上粘附的条状色母料进行清理,便于减少剪切设备上粘附的条状色母对后续的剪切工作的影响。
24.(6)步骤三色料预加热过程中,搅拌杆选用的是玻璃搅拌杆,玻璃搅拌杆底端套接有预热金属镀层,预热金属镀层与玻璃搅拌杆底部紧密贴合,通过使用玻璃搅拌杆对色母原料进行混合,便于减少外界物质对色母原料的影响,进而对色母成品染色效果的影响。
25.(7)步骤三色料预加热过程中,玻璃搅拌杆在放入电加热箱进行搅拌之前,首先使用电加热箱侧边对玻璃搅拌杆底部的预热金属镀层进行加热,使预热金属镀层与玻璃搅拌杆升温至与内部色母原料温度相同,通过对玻璃搅拌棒的预热处理,便于减少低温状态下的玻璃搅拌棒对预热状态的色母原料的影响。
26.(8)步骤六双轮盘挤压造粒过程中,双轮盘造粒机上设有的半球压料槽内端设有缓料加热器,缓料加热器与半球压料槽内壁贴合匹配,通过使用缓料加热器对半球压料槽内的条状色母进行加热,便于增强分隔变形效果。
27.(9)步骤六双轮盘挤压造粒过程中,双轮盘造粒机上半球压料槽侧边设有热融断卡接口,热融断卡接口与缓料加热器相匹配,通过在半球压料槽侧边设有热融断卡接,便于使条状色母可以快速分隔,减少粘连。
附图说明
28.图1为本发明的主要工艺流程图。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
31.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
32.实施例1:请参阅图1,一种球状色母颗粒,球状色母颗粒的组成成分包括:聚丙烯、填充剂、色粉、助剂,其中各组成成分按照质量分配比为聚丙烯60-80份、填充剂10-25份、色粉1-10份、助剂3-12份;填充剂为二氧化钛粉末;色粉是由黄色颜料0.5-3.5份、红色颜料0.4-1.2份和炭黑0.1-0.3份组成的混合物;助剂包括由扩散油1-4份、抗紫外线剂1-4份和抗氧剂1-4份组成的混合物。
33.其制备工艺包括以下工序:步骤一、原料配比称重,由工作人员使用自动化失重计量秤,按照产品配方比例,配置各种原辅材料,确保各种原辅材料比例满足产品配方要求;步骤二、原辅材料搅拌混合,将按配方比例称重完成后的原辅材料放置于混料箱内进
行混合搅拌,使原辅材料在混料箱内均匀混合;步骤三、色料预加热,将均匀混合后的原辅材料放置于电加热箱内进行预加热,使原辅材料进一步均匀混合,在电加热箱内加热过程中,使用搅拌杆料对预加热的色母原辅材料进行搅拌混合,步骤四、预料熔融混合,将在电加热箱内加热后的处于熔融状态的色母原辅材料倾倒至双螺杆挤出机内,使双螺杆挤出机对色母原料进行挤压熔融混合;步骤五、色母拉条剪切,将自双螺杆挤出机内挤出的色母料使用拉条机向外侧拉动色母料,并使用剪切设备将拉伸出的条状色母料进行剪切分段;步骤六、双轮盘挤压造粒,将拉条成型的色母料自上向下用过双轮盘造粒机,使条状色母料在双轮盘的挤压成型下,分割成多个球状色母颗粒,可以实现对制造的块状色母进行加工处理,在不改变色母配色状态的情况下,使块状色母分解成球状色母颗粒,便于在对塑料制品的染色等加工过程中,增大与反应底物的反应面积,加快色母与反应底物的混合,使色母可以更好地与塑料制品相混合,提高色母对塑料制品的染色效果和速率,提高成型后的产品质量。
34.步骤三色料预加热过程中,将原辅材料添加入电加热箱内过程中,使用震料筛对原辅材料进行振动过筛,将块状板结的原辅材料取出,通过使用震料筛对原辅材料进行振动过筛,便于筛分出原辅材料内的块状或板结的原辅材料,减少这部分材料对原料混合的影响。
35.步骤五色母拉条剪切过程中,使用循环的干净空气对拉条机拉出的条状色母进行快速冷却凝固成型,通过使用循环气流吹动条状色母,便于使条状色母快速凝固定型。
36.步骤五色母拉条剪切过程中,在将条状色母料使用剪切设备进行剪切过程中,控制剪切的分段条状色母长度相同,拉条机向外拉动色母料的速度保持恒定,通过控制剪切的分段条状色母长度相同,便于后的将条状色母分成多个球状色母颗粒。
37.色母拉条剪切完成后,由工作人员使用专业的清理工具对剪切设备上粘附的条状色母料进行清理,通过使用专业的清理工具对剪切设备上粘附的条状色母料进行清理,便于减少剪切设备上粘附的条状色母对后续的剪切工作的影响。
38.步骤三色料预加热过程中,搅拌杆选用的是玻璃搅拌杆,玻璃搅拌杆底端套接有预热金属镀层,预热金属镀层与玻璃搅拌杆底部紧密贴合,通过使用玻璃搅拌杆对色母原料进行混合,便于减少外界物质对色母原料的影响,进而对色母成品染色效果的影响。
39.步骤三色料预加热过程中,玻璃搅拌杆在放入电加热箱进行搅拌之前,首先使用电加热箱侧边对玻璃搅拌杆底部的预热金属镀层进行加热,使预热金属镀层与玻璃搅拌杆升温至与内部色母原料温度相同,通过对玻璃搅拌棒的预热处理,便于减少低温状态下的玻璃搅拌棒对预热状态的色母原料的影响。
40.步骤六双轮盘挤压造粒过程中,双轮盘造粒机上设有的半球压料槽内端设有缓料加热器,缓料加热器与半球压料槽内壁贴合匹配,通过使用缓料加热器对半球压料槽内的条状色母进行加热,便于增强分隔变形效果。
41.步骤六双轮盘挤压造粒过程中,双轮盘造粒机上半球压料槽侧边设有热融断卡接口,热融断卡接口与缓料加热器相匹配,通过在半球压料槽侧边设有热融断卡接,便于使条状色母可以快速分隔,减少粘连。
42.本发明可以实现对制造的块状色母进行加工处理,在不改变色母配色状态的情况下,使块状色母分解成球状色母颗粒,便于在对塑料制品的染色等加工过程中,增大与反应底物的反应面积,加快色母与反应底物的混合,使色母可以更好地与塑料制品相混合,提高色母对塑料制品的染色效果和速率,提高成型后的产品质量。
43.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1