含包覆层的增强材料以及含包覆层的增强材料的制造方法与流程
[0001]
本发明涉及一种含包覆层的增强材料以及含包覆层的增强材料的制造方法,更详细而言,涉及对基体树脂赋予强度的含包覆层的增强材料以及其制造方法。
背景技术:
[0002]
作为基体树脂被纤维强化的复合材料的纤维强化树脂复合材料的强度和弹性模量优异,设计的自由度也大,因此,近年来作为金属替代材料被用作各种领域的构造材料。
[0003]
在作为纤维强化树脂复合材料的一个例子的碳纤维增强塑料(cfrp)中,为了制造更高性能的构造材料,对用于cfrp的碳纤维(cf)进行了开发(专利文献1)。
[0004]
现有技术文献
[0005]
专利文献
[0006]
专利文献1:日本公告专利公报日本特公昭58-31430号公报
技术实现要素:
[0007]
发明要解决的问题
[0008]
在此,在cfrp中,作为决定机械物性的因素之一,已知有碳纤维与基体树脂的界面粘接性。若碳纤维与基体树脂的界面粘接性良好,则界面粘接强度变强,制成cfrp时的机械物性强。因此,为了提高碳纤维与基体树脂的界面粘接性,在市售的碳纤维中,通常对碳纤维的表面实施涂布表面涂布剂等的表面处理等。
[0009]
但是,在将cfrp的碳纤维回收利用的情况下,在从cfrp回收碳纤维的工序中,为了将基体树脂从碳纤维完全去除,例如在基体树脂为环氧树脂的情况下需要以约500℃以上的温度进行烧成。但是若施行这样的烧成处理,施加于碳纤维的表面涂布剂也被去除了。因此,存在烧成后的碳纤维与基体树脂的粘接性降低的问题。
[0010]
此外,在不将cfrp的碳纤维回收利用的情况下,有时在实施了表面处理等的市售的碳纤维,所谓原生料(virgin)产品中,与基体树脂的粘接性也会不充分。
[0011]
因此,本发明是鉴于上述的问题点而完成的,其目的在于提供一种与基体树脂的界面粘接性高的增强材料。
[0012]
技术方案
[0013]
为了解决上述的问题,本发明的一个方案的含包覆层的增强材料包含:增强材料,通过与基体树脂进行复合而对基体树脂赋予强度;以及包覆层,形成于上述增强材料的表面,上述包覆层是由通过对树脂进行加热而产生的气化物形成的。
[0014]
为了解决上述的问题,本发明的一个方案的含包覆层的增强材料的制造方法包括:对树脂进行加热,产生气化物的工序;以及在不存在过热水蒸气下使上述气化物与增强材料接触而在该增强材料的表面形成包覆层的工序。
[0015]
为了解决上述的问题,本发明的一个方案的含包覆层的增强材料的制造方法包括:加热工序,对包含树脂和增强材料的成型体进行加热而将该树脂烧成去除,得到去除了
该树脂的该增强材料;
[0016]
回收工序,回收在上述加热工序中产生的上述树脂的气化物;以及
[0017]
形成工序,在不存在过热水蒸气下,使上述气化物与在上述加热工序中得到的上述增强材料接触而在上述增强材料的表面形成包覆层。
[0018]
为了解决上述的问题,本发明的一个方案的含包覆层的增强材料的制造装置包括:加热部,对包含树脂和增强材料的成型体进行加热而将该树脂烧成去除,得到去除了该树脂的该增强材料;
[0019]
回收部,回收在将上述树脂烧成去除时产生的上述树脂的气化物;以及
[0020]
包覆层形成部,在不存在过热水蒸气下,使上述气化物与在上述加热部得到的上述增强材料接触而在上述增强材料的表面形成包覆层。
[0021]
有益效果
[0022]
根据本发明的一个方案,能提供与基体树脂的界面粘接性高的增强材料。
附图说明
[0023]
图1是表示本发明的一个实施方式的制造装置的一个例子的概略图。
[0024]
图2是表示本发明的一个实施方式的制造装置的一个例子的概略图。
[0025]
图3是表示界面剪切强度测定方法的概略的图。
具体实施方式
[0026]
以下,对本发明的含包覆层的增强材料的一个实施方式进行说明。
[0027]
〔含包覆层的增强材料〕
[0028]
本实施方式的含包覆层的增强材料是通过与基体树脂进行复合而对基体树脂赋予强度的增强材料,在其表面形成有包覆层。本实施方式的含包覆层的增强材料通过在增强材料的表面形成包覆层,能提高增强材料与基体树脂的界面粘接性,提高界面粘接强度。
[0029]
(增强材料)
[0030]
本实施方式中的增强材料是通过与基体树脂进行复合而对基体树脂赋予强度的增强材料。增强材料的材料可以根据包含基体树脂和增强材料的复合材料(以下有时称为复合材料)的用途来适当选择。作为增强材料,例如,可列举出:玻璃纤维、碳纤维、硼纤维、金属纤维、氧化铝纤维、sic纤维、凯芙拉(kevlar)纤维、碳酸钙粒子、玻璃珠、二氧化硅、氧化锌以及氧化钛等无机物的增强材料;以及芳纶纤维等有机物的增强材料。其中,增强材料优选为无机物的增强材料,更优选为玻璃纤维、碳纤维、金属纤维或碳酸钙粒子。
[0031]
本实施方式中的增强材料的形状并不特别限定,例如可以为球状、平板状、纤维状以及针状。其中,增强材料的形状更优选为纤维状。在纤维状的情况下,可以是连续线,也可以是不连续线。
[0032]
(包覆层)
[0033]
形成于增强材料的表面的包覆层是通过使通过对树脂进行加热分解而产生的气化物气相沉积于增强材料的表面而形成的。用于形成包覆层的树脂只要是通过加热而部分分解,气化物能气相沉积于增强材料表面的树脂,就没有特别限制。在此,“部分分解”意图指无规(random)分解。此外,在本申请说明书中“无规分解”是指不是解聚型分解的分解。
[0034]
作为本实施方式中的树脂,例如,可列举出:聚乙烯及聚丙烯等烯烃系树脂;尼龙等聚酰胺树脂;环氧树脂;不饱和聚酯树脂;乙烯基酯树脂;酚醛树脂;氰酸酯树脂;聚酰亚胺树脂;聚醚酰亚胺树脂;聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸丁二醇酯(pbt)、聚碳酸酯(pc)以及聚己内酯等聚酯系树脂;聚砜、聚醚砜以及聚苯砜等砜系树脂;聚苯硫醚等硫醚系树脂;聚醚醚酮、聚醚酮等芳香族聚醚酮树脂;聚芳酯树脂;以及聚酰胺酰亚胺树脂。其中,本实施方式中的树脂更优选为环氧树脂。(含包覆层的增强材料的制造方法)
[0035]
以下对含包覆层的增强材料的制造方法进行说明。本实施方式中的制造方法中,包括:加热工序,对树脂进行加热而产生气化物;以及包覆层形成工序(形成工序),使气化物与增强材料接触而形成包覆层。需要说明的是,根据本实施方式的制造方法,能使用包含基体树脂和增强材料的复合材料的成型体中所包含的树脂(基体树脂)和增强材料来制造含包覆层的增强材料。即,能将成型体中所包含的树脂和增强材料中的任一种回收利用地使用。因此,以下,以将复合材料的成型体回收利用来制造含包覆层的增强材料的情况为例子进行说明,但本发明不限于此。例如,如后述的实施例所示,可以使用分别准备出的树脂和增强材料来制造含包覆层的增强材料。
[0036]
此外,也可以通过将连续线形态的增强材料连续地供给至包覆层形成工序来制造含包覆层的增强材料。
[0037]
(加热工序)
[0038]
在加热工序中,对由含有树脂和增强材料的复合材料形成的成型体进行加热,使树脂热分解而产生树脂的气化物。需要说明的是,由于为使树脂热分解而产生的气化物,因此,“树脂的气化物”实际上是树脂分解物的气化物。然而,在本说明书中,将通过树脂的分解而产生的气化物称作“树脂的气化物”。
[0039]
供于加热工序的成型体只要由包含树脂和增强材料的复合材料形成,就没有特别限制,例如,可列举出增强塑料和预浸料。
[0040]
作为将树脂热分解而产生气化物的方法,可列举出通过不使用过热水蒸气的加热而使树脂热分解并使其气化的方法和通过使用过热水蒸气的加热而使树脂热分解并使其气化的方法。从能使装置构成简便、能使用低价的装置材质的方面考虑,优选不使用过热水蒸气地进行加热而使其热分解的方法。
[0041]
在不使用过热水蒸气的情况下,加热优选在大气环境下、或者干燥氮气存在下或干燥氧气存在下进行加热。
[0042]
加热温度只要是树脂发生无规分解而产生气化物的温度即可,根据使用的树脂而不同。然而,加热温度t在使用的树脂的3%热重量减少温度t1小于300℃的情况下优选为t1≤t≤1000。此外,加热温度t在使用的树脂的3%热重量减少温度t1为300℃以上的情况下优选为(t
1-(t
1-300)/3)≤t≤1000。例如,在使用的树脂为环氧树脂的情况下,加热至500℃以上的温度。
[0043]
需要说明的是,就加热工序中产生的气化物而言,并不是其全部用于包覆层的形成,仅使用适于使用化学气相沉积法(cvd法)的温度下的气化物。例如,仅回收通过规定的温度范围的加热而产生的气化物,之后,加热至在该规定的温度范围以上的温度来使残留于成型体侧的树脂的分解进一步进行,将树脂完全去除。以该规定的温度范围以上的温度进行加热时产生的气化物作为排气进行处理即可。同样,在到达该规定的温度范围之前产
生的气化物也作为排气进行处理即可。
[0044]
在加热工序中,通过使复合材料的成型体中的树脂完全地热分解,从成型体去除树脂,其结果是增强材料得到回收。由此所得到的增强材料被用作作为含包覆层的增强材料的一种材料的增强材料。
[0045]
(回收工序)
[0046]
如上述,在本实施方式中,在对成型体进行加热而产生树脂的气化物后,为了得到树脂被完全去除的增强材料,进一步升温并加热,将树脂完全去除。因此,暂时回收树脂的气化物,将回收到的气化物送至使气化物与增强材料接触的装置或区域。例如,将实施加热工序而产生气化物的装置或区域与实施包覆层形成的装置或区域用配管连接,通过吸引装置输送气化物即可。需要说明的是,在将实施加热工序而产生气化物的装置或区域与实施包覆层形成的装置或区域连接的配管上设置控制阀,调整控制阀的开度,由此能控制气化物的流量。此外,为了防止气化物在配管内冷凝,优选通过温度控制装置进行配管的温度控制。通过防止气化物的冷凝,能防止用于形成包覆层的材料减少。
[0047]
(包覆层形成工序)
[0048]
在包覆层形成工序中,使通过去除树脂而得到的增强材料与回收到的树脂的气化物接触,使气化物气相沉积于增强材料,由此在增强材料的表面形成包覆层。具体而言,使回收到的气化物接触于增强材料,通过化学气相析出法(cvd法)在增强材料表面形成包覆层。
[0049]
在本实施方式中的包覆层形成工序中,在不存在过热水蒸气下进行增强材料与树脂的气化物的接触。在本说明书中“不存在过热水蒸气下”是指,在使增强材料与气化物接触时,不积极地供给过热水蒸气,并不要求达到过热水蒸气完全不存在的状况。即,假定在上述的加热工序中使用过热水蒸气来使树脂分解的情况下,其气化物中混有过热水蒸气。该情况下,假定当使用该气化物来形成包覆层时,在包覆层形成工序的实施空间内包含过热水蒸气,但并不排除这样的情况。
[0050]
在本实施方式中的包覆层形成工序中,通过在不存在过热水蒸气下进行增强材料与树脂的气化物的接触,能抑制过热水蒸气作用于增强材料而使增强材料劣化。此外,能抑制由过热水蒸气引起的树脂的气化物的分解,能将树脂的气化物适当地用于增强材料被膜的形成。
[0051]
根据以上,能得到在增强材料的表面形成有源自树脂分解物的包覆层的含包覆层的增强材料。就该含包覆层的增强材料而言,通过在表面设有源自树脂分解物的包覆层,能得到形成复合材料时的与基体树脂的界面粘接性优异、高强度的复合材料成型体。此外,根据基于本实施方式的制造方法,将形成了成型体的增强材料和树脂回收利用地使用,因此生产性优异。
[0052]
(含包覆层的增强材料的制造装置)
[0053]
本实施方式的含包覆层的增强材料的制造装置为包括加热部、回收部以及包覆层形成部的构成。只要具有上述构成,制造装置的其他构成没有特别限定。在此,加热部为如下装置构成部:对包含树脂和增强材料的成型体进行加热而使树脂气化来去除树脂,并且得到去除了树脂的增强材料。此外,回收部是回收通过加热而产生的树脂的气化物的装置构成部。此外,包覆层形成部是使回收到的气化物与增强材料接触而在增强材料的表面形
成包覆层的装置构成部。
[0054]
作为含包覆层的增强材料的制造装置,例如,可列举出使用了马弗炉的制造装置和使用了隧道炉或窑炉的制造装置。此外,也可以为连结有多个炉的制造装置。
[0055]
[第一方案]
[0056]
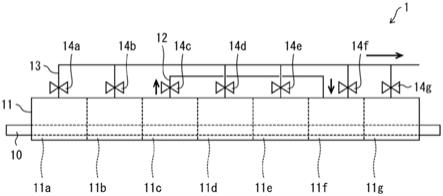
作为制造装置的第一方案,参照图1对使用了隧道炉的含包覆层的增强材料的制造装置进行说明。需要说明的是,在本方案中,以对复合材料的成型体进行处理而将树脂和增强材料回收利用的情况为例子进行说明。图1是表示本实施方式的含包覆层的增强材料的制造装置的一个例子的概略图。
[0057]
如图1所示,制造装置1具备输送装置10、隧道炉(加热部,包覆层形成部)11、回收管线(回收部)12以及排气路13。
[0058]
输送装置10是使成型体在隧道炉11内从入口朝向出口依次移动的装置。本实施方式中的输送装置10使用了带式输送机。
[0059]
隧道炉11是隧道状的炉,对被输送的成型体进行加热。在隧道炉11内,从入口侧依次分为多个区域11a~11g。区域11a~11g的温度以阶段性地变化的方式进行设定。而且,就区域11a~11g而言,能在其内部沿着移动方向阶段性地控制温度。例如在一个方案中,区域11a调整为室温~100℃,区域11b调整为100℃~400℃,区域11c调整为400℃~500℃,区域11d调整为500℃~600℃,区域11e调整为600℃~500℃,区域11f调整为500℃,区域11g调整为500℃~室温。在各区域之间设有间隔,防止气相在各区域之间移动。
[0060]
区域11c和区域11f经由回收管线12连接。此外,在区域11c与回收管线12之间设置有控制阀14c。通过操作控制阀14c的打开/关闭,能调节经由回收管线12的区域11c中的气化物的流动(图1中,在回收管线12的横向图示出的箭头)。此外,区域11c以外的各区域与排气路13连接。
[0061]
排气路13通过使用风扇等吸引装置(未图示)来进行吸引,从各区域排出排气。此外,在除了区域11c的各区域与排气路13之间设置有控制阀14a、控制阀14b、控制阀14d~14g。通过操作各控制阀的打开/关闭,能调节排气的流动(图1中,在排气路13的上方图示出的箭头)。
[0062]
以下,对使用了制造装置1的情况下的流动进行说明。
[0063]
根据包含制造中所使用的树脂和增强材料的成型体来设定隧道炉11的温度。在设定隧道炉11的温度后,将包含树脂和增强材料的成型体设置于输送装置10,向隧道炉11内输送并开始加热。不回收在入口附近的区域即设定为较低温度的区域11a和11b中产生的树脂的气化物,将其从排气路13向制造装置1外部排出。当输送进一步进行时,成型体到达隧道炉11内的区域11c。在区域11c中,控制为生成适于cvd的树脂的气化物的温度。在区域11c中产生的气化物经由回收管线12,被送至位于后段的区域11f。当输送进一步进行时,成型体到达区域11d。在此,以更高的温度加热。由此,成型体的树脂的分解进行,树脂被完全去除,仅残留增强材料。之后,在区域11e缓慢地降温,到达区域11f。需要说明的是,不回收在区域11d和区域11e中产生的树脂的气化物,将其从排气路13向制造装置1外部排出。当去除了树脂的增强材料到达区域11f时,从区域11c送入树脂的气化物,在区域11c中进行气化物向增强材料的气相沉积。由此,形成了包覆层形成于表面的含包覆层的增强材料。含包覆层的增强材料被输送至区域11g,在区域11g中缓慢地恢复至室温,从制造装置1的出口取出。
[0064]
需要说明的是,在图1中,隧道炉11分成区域11a~11g,但本实施方式的制造装置1并不限于此,也可以变更隧道炉11内的区域数量。此外,隧道炉11的各区域11a~11g的设定温度根据成型体中所包含的树脂来设定。此外,隧道炉11也可以为如下构成:在隧道炉的入口和出口具备闸门,在输送成型体时将该闸门打开/关闭。此外隧道炉11也可以是在各区域11a~11g之间具备闸门,在输送成型体时将该闸门打开/关闭。
[0065]
从排气路13排出的排气可作为可燃性气体再利用。此外,通过在排气路13设置热回收装置(未图示),能由从排气路13排出的排气回收热并再利用。
[0066]
[第二方案]
[0067]
作为制造装置的第二方案,参照图2对连结有多个炉的含包覆层的增强材料的制造装置进行说明。图2是表示本实施方式的含包覆层的增强材料的制造装置的一个例子的概略图。
[0068]
如图2所示,制造装置2具备树脂加热炉(加热部)20、回收管线(回收部)21、包覆层形成炉(包覆层形成部)22、排气路23、阀24以及阀25。
[0069]
在树脂加热炉20,通过对设置于炉内的树脂进行加热而产生树脂的气化物。树脂加热炉20的温度根据使用的树脂来设定。
[0070]
回收管线21是将树脂加热炉20与包覆层形成炉22连结的管线,是用于回收在树脂加热炉20中产生的树脂的气化物、将树脂的气化物送入包覆层形成炉22的管线。
[0071]
向包覆层形成炉22导入预先形成包覆层的增强材料。在包覆层形成炉22中,在不存在过热水蒸气下,使从树脂加热炉20回收到的树脂的气化物与增强材料接触而在增强材料的表面形成包覆层。包覆层形成炉22的温度根据使用的树脂和增强材料来设定。
[0072]
排气路23是用于回收在树脂加热炉20和包覆层形成炉22中产生的排气的管线。可以对在排气路23中回收的排气实施与上述的使用了隧道炉的制造装置同样的处理。
[0073]
阀24设于与树脂加热炉20连接的回收管线21上。此外,阀25设于与树脂加热炉20连接的排气路23上。在树脂加热炉20的炉内的温度在用于cvd的气化物产生的温度区域的情况下,打开阀24,关闭阀25。由此,将在树脂加热炉20中产生的树脂的气化物送入包覆层形成炉22(图2中,在回收管线21的横向图示出的箭头)。另一方面,在树脂加热炉20的炉内的温度在用于cvd的气化物产生的温度区域以外的情况下,关闭阀24,打开阀25。由此,在树脂加热炉20中产生的排气经由排气路23而排出(图2中,在排气路23的上方图示出的箭头)。
[0074]
需要说明的是,制造装置2也可以为代替树脂加热炉20,具备上述的隧道炉那样的增强材料回收炉的构成。在为具备增强材料回收炉的构成的情况下,在隧道炉中连接有回收用于cvd的气化物的管线的区域与包覆层形成炉22经由回收管线21连接,除此以外的区域与排气路23连接。由此,成为在制造装置2中不需要阀24和阀25的构成。
[0075]
即使在制造装置2中,通过将在树脂加热炉20中加热的树脂制成复合材料的成型体,也能将成型体中所包含的树脂再利用。此外,在将复合材料的成型体用作树脂的情况下,能将通过在树脂加热炉20中将树脂完全地去除而得到的增强材料用作作为另一循环中的形成包覆层的增强材料。由此,能将成型体所包含的增强材料再利用。
[0076]
此外,作为不同方案,包覆层形成炉22也可以兼作树脂加热炉20。该情况中,将增强材料和包覆层形成用树脂设置于包覆层形成炉22,在用于cvd的气化物产生的温度区域外,将气化物从排气路23排出。然后,在用于cvd的气化物产生的温度域中,将气化物留于包
覆层形成炉22。由此,即使在使用了单一的炉的情况下也能在增强材料形成包覆层。
[0077]
〔总结〕
[0078]
本发明的含包覆层的增强材料包含:增强材料,通过与基体树脂进行复合而对基体树脂赋予强度;以及包覆层,形成于上述增强材料的表面,上述包覆层是由通过对树脂进行加热产生的气化物形成的。
[0079]
就本发明的含包覆层的增强材料而言,优选的是,上述增强材料的形状为球状、平板状、纤维状或针状。
[0080]
就本发明的含包覆层的增强材料而言,优选的是,上述增强材料为无机物。
[0081]
就本发明的含包覆层的增强材料而言,更优选的是,上述增强材料为碳纤维。
[0082]
就本发明的含包覆层的增强材料而言,优选的是,上述树脂是通过加热会进行无规分解的物质。
[0083]
就本发明的含包覆层的增强材料而言,更优选的是,上述树脂为环氧树脂。
[0084]
就本发明的含包覆层的增强材料而言,优选的是,上述增强材料是从增强塑料或预浸料回收的。
[0085]
本发明的含包覆层的增强材料的制造方法包括:对树脂进行加热,产生气化物的工序;以及在不存在过热水蒸气下使上述气化物与增强材料接触而在该增强材料的表面形成包覆层的工序。
[0086]
本发明的含包覆层的增强材料的制造方法包括:加热工序,对包含树脂和增强材料的成型体进行加热而将该树脂烧成去除,得到去除了该树脂的该增强材料;回收工序,回收在上述加热工序中产生的上述树脂的气化物;以及形成工序,在不存在过热水蒸气下,使上述气化物与在上述加热工序中得到的上述增强材料接触而在上述增强材料的表面形成包覆层。
[0087]
本发明的含包覆层的增强材料的制造装置包括:加热部,对包含树脂和增强材料的成型体进行加热而将该树脂烧成去除,得到去除了该树脂的该增强材料;回收部,回收在将上述树脂烧成去除时产生的上述树脂的气化物;以及包覆层形成部,在不存在过热水蒸气下,使上述气化物与在上述加热部得到的上述增强材料接触而在上述增强材料的表面形成包覆层。
[0088]
以下示出实施例,对本发明的实施方式进一步进行详细说明。当然,不言而喻的是,本发明并不限定于以下的实施例,细节部分可以采用各种方案。而且,本发明并不限定于上述的实施方式,可以在权利要求所示的范围内进行各种变更,将分别公开的技术方案适当组合而得到的实施方式也包含在本发明的技术范围内。此外,本说明书中记载的文献全部作为参考被引用。
[0089]
实施例
[0090]
如以下所示,使用各种树脂和增强材料来制作含包覆层的增强材料,进行了界面剪切强度、外观、弯曲弹性模量以及弯曲强度的确认试验。在说明具体的实施例之前,对将碳纤维从cfrp回收时的溶液法、过热水蒸气法(shs法)以及热分解法;和包覆状态的判定、界面剪切强度、弯曲弹性模量以及弯曲强度的测定方法进行说明。
[0091]
(溶液法)
[0092]
将cfrp、二乙二醇单甲醚和磷酸三钾n水合物脱水品以重量比成为1:80:6调整而
得到了混合物。在接有回流冷凝器的茄形烧瓶中,在加温至190℃的油浴下进行10小时处理。用丙酮清洗通过处理分离出的碳纤维,得到了碳纤维。
[0093]
(过热水蒸气法)
[0094]
将cfrp设置于过热水蒸气处理装置,在550℃下进行1h的处理,得到了碳纤维。
[0095]
(热分解法)
[0096]
将cfrp设置于马弗炉,从室温以20℃/min升温至600℃,在600℃下处理15min后,进行冷却,得到了碳纤维。
[0097]
(包覆状态的判定)
[0098]
通过目测确认光泽等外观变化,对碳纤维的包覆状态进行了判定。在可在所得到的碳纤维看到光泽的情况下,判定为对碳纤维进行了包覆。
[0099]
(界面剪切强度的测定)
[0100]
参照图3,对界面剪切强度的测定方法进行说明。如图3所示,通过微型注射器将环氧树脂涂布于碳纤维30,使涂布后的环氧树脂固化,形成了微滴31。将形成了微滴31的碳纤维30的一端以穿过界面剪切强度测定装置所具备的叶片32之间的方式设置于界面剪切强度测定装置(东荣产业株式会社制)。拉伸碳纤维30,计测通过叶片32将碳纤维30从微滴31抽出时的拉拔载荷f。将计测出的拉拔负荷代入下述式(1),由此计算出界面剪切强度。
[0101]
τ=f/dπl
…
(1)
[0102]
τ:界面剪切强度
[0103]
f:拉拔载荷
[0104]
d:纤维直径
[0105]
l:小滴长(弯曲弹性模量和弯曲强度的测定)
[0106]
使用labo plastomill(东洋精机制)将碳纤维与聚丙烯在180℃下熔融混炼,得到含有率20wt%的碳纤维-聚丙烯复合物。通过在190℃下对碳纤维-聚丙烯复合物进行加压来制作出厚度2mm的碳纤维-聚丙烯复合板。
[0107]
使用制作出的碳纤维-聚丙烯复合板来测定出弯曲弹性模量和弯曲强度。弯曲弹性模量和弯曲强度的测定依据jis k7171来测定。
[0108]
〔实施例1〕
[0109]
(含包覆层的碳纤维的制作)
[0110]
将市售的cfrp(环氧树脂系:以下为cfrp-a)0.1g设置于磁性坩埚的下部,将碳纤维(三菱丽阳公司制造)0.02g设置于设于cfrp-a的上部的金属网上,盖上盖子,设置于马弗炉。以20℃/min将马弗炉的温度从室温升温至500℃,在500℃下保持15分钟,进行包覆处理。在该处理后,进行冷却,得到含包覆层的碳纤维。
[0111]
(有无包覆层的确认,界面剪切强度的测定)
[0112]
通过目测对通过实施包覆层形成处理而得到的含有包覆层的碳纤维的包覆状态进行判定,其结果是,确认到:可在碳纤维表面看到光泽,对碳纤维进行了包覆。此外,使用所得到的含包覆层的碳纤维和实施包覆层形成处理之前的碳纤维对界面剪切强度进行测定。将结果示于表1。
[0113]
〔实施例2〕
[0114]
将碳纤维变更为由市售的cfrp(环氧树脂系:以下为cfrp-b)使用溶液法而得到的
碳纤维,除此以外,与实施例1同样地制作出含包覆层的碳纤维。
[0115]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。此外,使用所得到的含包覆层的碳纤维和实施包覆层形成处理之前的碳纤维对界面剪切强度进行测定。将结果示于表1。
[0116]
〔实施例3〕
[0117]
将碳纤维变更为由cfrp-b使用shs法而得到的碳纤维,除此以外,与实施例1同样地制作出含包覆层的碳纤维。
[0118]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。此外,使用所得到的含包覆层的碳纤维和实施包覆层形成处理之前的碳纤维对界面剪切强度进行测定。将结果示于表1。
[0119]
〔实施例4〕
[0120]
将碳纤维变更为由cfrp(环氧树脂系:以下为cfrp-c)使用shs法而得到的碳纤维,除此以外,与实施例1同样地制作出含包覆层的碳纤维。
[0121]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。此外,使用所得到的含包覆层的碳纤维和实施包覆层形成处理之前的碳纤维对界面剪切强度进行测定。将结果示于表1。
[0122]
〔实施例5〕
[0123]
将碳纤维变更为由cfrp(东丽公司制造,环氧树脂系,以下为cfrp-d)使用溶液法而得到的碳纤维,除此以外,与实施例1同样地制作出含包覆层的碳纤维。
[0124]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。此外,使用所得到的含包覆层的碳纤维和实施包覆层形成处理之前的碳纤维对界面剪切强度进行测定。将结果示于表1。
[0125]
〔实施例6〕
[0126]
将碳纤维变更为由cfrp-d使用热分解法而得到的碳纤维,除此以外,与实施例1同样地制作出含包覆层的碳纤维。
[0127]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。此外,使用所得到的含包覆层的碳纤维和实施包覆层形成处理之前的碳纤维对界面剪切强度进行测定。将结果示于表1。
[0128]
〔实施例7〕
[0129]
将碳纤维变更为由cfrp(三菱丽阳公司制造,环氧树脂系,以下为cfrp-e)使用热分解法而得到的碳纤维,除此以外,与实施例1同样地制作出含包覆层的碳纤维。
[0130]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。此外,使用所得到的含包覆层的碳纤维和实施包覆层形成处理之前的碳纤维对界面剪切强度进行测定。将结果示于表1。
[0131]
[表1]
[0132][0133]
如表1所示,观察到形成有包覆层的碳纤维的界面剪切强度比未处理的碳纤维得到提高。
[0134]
〔实施例8〕
[0135]
使用聚丙烯(pp)来代替cfrp,将处理温度变更为450℃,除此以外,与实施例1同样地制作出含包覆层的碳纤维。
[0136]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0137]
〔实施例9〕
[0138]
使用尼龙6(ny6)来代替pp,除此以外,与实施例8同样地制作出含包覆层的碳纤维。
[0139]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0140]
〔实施例10〕
[0141]
使用聚己内酯(pcl)来代替pp,除此以外,与实施例8同样地制作出含包覆层的碳纤维。
[0142]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0143]
〔实施例11〕
[0144]
使用聚砜(psu)来代替pp,将处理温度变更为550℃,除此以外,与实施例8同样地制作出含包覆层的碳纤维。
[0145]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0146]
〔实施例12〕
[0147]
使用聚苯硫醚树脂(pps)来代替psu,除此以外,与实施例11同样地制作出含包覆层的碳纤维。
[0148]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0149]
〔实施例13〕
[0150]
使用聚醚砜(pes)来代替pp,将处理温度变更为575℃,除此以外,与实施例8同样地制作出含包覆层的碳纤维。
[0151]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0152]
〔实施例14〕
[0153]
使用聚苯砜树脂(ppsu)来代替pp,将处理温度变更为600℃,除此以外,与实施例8同样地制作出含包覆层的碳纤维。
[0154]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0155]
〔实施例15〕
[0156]
使用聚醚醚酮(peek)来代替ppsu,除此以外,与实施例14同样地制作出含包覆层的碳纤维。
[0157]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0158]
〔实施例16〕
[0159]
使用高密度聚乙烯(hdpe)来代替pp,除此以外,与实施例8同样地制作出含包覆层的碳纤维。
[0160]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0161]
〔实施例17〕
[0162]
使用聚碳酸酯(pc)来代替cfrp,除此以外,与实施例1同样地制作出含包覆层的碳纤维。
[0163]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0164]
〔实施例18〕
[0165]
使用聚对苯二甲酸乙二醇酯(pet)来代替cfrp,除此以外,与实施例1同样地制作出含包覆层的碳纤维。
[0166]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0167]
〔实施例19〕
[0168]
使用尼龙11(ny11)来代替cfrp,除此以外,与实施例1同样地制作出含包覆层的碳纤维。
[0169]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0170]
〔实施例20〕
[0171]
使用玻璃纤维来代替碳纤维,将处理温度变更为450℃,除此以外,进行与实施例1同样的处理,制作出含包覆层的玻璃纤维。
[0172]
对所得到的含包覆层的玻璃纤维的包覆状态进行判定,其结果是,确认到对玻璃纤维进行了包覆。
[0173]
〔实施例21〕
[0174]
使用不锈钢纤维来代替玻璃纤维,除此以外,进行与实施例20同样的处理,制作出含包覆层的不锈钢纤维。
[0175]
对所得到的含包覆层的不锈钢纤维的包覆状态进行判定,其结果是,确认到对不锈钢纤维进行了包覆。
[0176]
〔实施例22〕
[0177]
使用碳酸钙来代替玻璃纤维,将碳酸钙放入无盖的铝制容器并设置于金属网上,除此以外,进行与实施例20同样的处理,制作出含包覆层的碳酸钙。
[0178]
对所得到的含包覆层的碳酸钙的包覆状态进行判定,其结果是,确认到对碳酸钙进行了包覆。
[0179]
〔比较例1〕
[0180]
使用聚甲基丙烯酸甲酯(pmma)来代替cfrp,除此以外,与实施例1同样地尝试了含包覆层的碳纤维的制作。
[0181]
对所得到的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0182]
〔实施例23〕
[0183]
将从市售的碳纤维预浸料去除覆膜和剥离纸而得的物质(cf/树脂的重量比为约70/30)设置于马弗炉,在氮气气流下以20℃/min从室温升温至620℃,在620℃下处理1h后,进行冷却,得到了碳纤维。
[0184]
将实施包覆层形成处理的碳纤维变更为由碳纤维预浸料得到的碳纤维,除此以外,与实施例1同样地制作出含包覆层的碳纤维。
[0185]
对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。此外,使用所得到的含包覆层的碳纤维和实施包覆层形成处理之前的碳纤维对界面剪切强度进行测定。需要说明的是,在本实施例中,在界面剪切强度的测定中,将微滴31的树脂使用聚丙烯(pp)来代替环氧树脂,除此以外,与实施例1同样地进行。此外,微滴31是将聚丙烯(pp)在190℃下熔融而形成的。将结果示于表2。
[0186]
[表2]
[0187][0188]
如表2所示,观察到形成有包覆层的碳纤维的界面剪切强度比未处理的碳纤维得到提高。
[0189]
〔实施例24〕
[0190]
使用聚丙烯(pp)来代替cfrp,将处理温度变更为450℃,除此以外,与实施例23同样地制作出含包覆层的碳纤维。对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。
[0191]
使用所得到的含包覆层的碳纤维和实施包覆层形成处理之前的碳纤维对界面剪切强度进行与实施例23同样的测定。将结果示于表3。
[0192]
[表3]
[0193][0194]
如表3所示,观察到形成有包覆层的碳纤维的界面剪切强度比未处理的碳纤维得到提高。
[0195]
〔实施例25〕
[0196]
将cfrp废弃物(环氧树脂系,碳纤维含有率约65%)设置于马弗炉,在氮气气流下以20℃/min从室温升温至620℃,在620℃下处理1h后,进行冷却,得到了碳纤维。
[0197]
将实施包覆层形成处理的碳纤维变更为由cfrp废弃物得到的碳纤维3.7g,并且将聚丙烯(pp)的量变更为0.2g,除此以外,与实施例24同样地制作出含包覆层的碳纤维。对所得到的含包覆层的碳纤维的包覆状态进行判定,其结果是,确认到对碳纤维进行了包覆。通过重复进行本处理,得到了含包覆层的碳纤维。
[0198]
使用所得到的含包覆层的碳纤维和实施包覆层形成处理之前的碳纤维来测定出弯曲弹性模量和弯曲强度。将结果示于表4。
[0199]
[表4]
[0200][0201]
如表4所示,观察到形成有包覆层的碳纤维的弯曲弹性模量和弯曲强度比未处理的碳纤维得到提高。在实施例24中,确认到通过对碳纤维进行包覆聚丙烯(pp),界面剪切强度提高,即界面粘接性提高。因此,与实施例25的结果一起可以确认到:通过提高界面粘接性,带来作为实用的机械物性的弯曲弹性模量和弯曲强度的提高。
[0202]
工业上的可利用性
[0203]
本发明能利用于纤维强化树脂复合材料。
[0204]
符号说明
[0205]
1、2 制造装置
[0206]
10 输送装置
[0207]
11 隧道炉(加热部、包覆层形成部)
[0208]
11a~11g 区域
[0209]
14a~14g 控制阀
[0210]
12、21 回收管线(回收部)
[0211]
13、23 排气路
[0212]
20 树脂加热炉(加热部)
[0213]
22 包覆层形成炉(包覆层形成部)
[0214]
24、25 阀
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1