用于工业3D打印的聚乳酸组合物及其制备方法与流程
用于工业3d打印的聚乳酸组合物及其制备方法
技术领域
1.本发明涉及高分子材料领域,具体涉及一种用于工业3d打印的聚乳酸组合物及其制备方法。
背景技术:
2.3d打印主要是依托信息技术、精密机械以及材料科学等多学科发展,又称为“快速成型”或“增材制造”,被誉为“第三次工业革命技术”的核心。随着3d打印的兴起,针对应用于桌面级和工业级fdm/fff的3d打印材料,已逐渐成为人们关注的焦点。聚乳酸作为一种可再生植物资源的热塑性树脂材料,因其热收缩性小,打印无异味,安全、环保、可降解,受到了人们的青睐;同时聚乳酸树脂还具有优异的物理性能和良好的加工成型性,使其成为众多3d打印材料中应用率最高的一种3d打印材料。
3.在3d打印领域,特别是应用于大型工业3d打印方向的3d打印材料,除要求材料本身具有优异的物理性能、良好的加工成型性、极小的热收缩性和打印无异味外;还需要材料在打印时无翘曲,打印件尺寸稳定;打印件还需强度高,可进行cnc机加工;打印件质轻,密度小,有利于运输;同时具有一定的耐热性。因此在选择聚乳酸材料的基础上,还需要对其进行防翘曲、增强、低密度及耐热改性,从而提升聚乳酸材料的综合性能,使其应用在大型工业3d打印材料领域。然而,在现有3d打印技术中,针对聚乳酸的改性往往只对其单一性能进行改进,如单独对聚乳酸的强度进行增强,通过添加木质纤维进行功能改性,或对其两方面的性能进行改性,相对而言对聚乳酸材料防翘曲方面的改性的专利报道较少。
4.如中国授权专利(公告号:cn105585830b)公开了具有木质属性的改性聚乳酸复合3d打印材料及制备方法与应用,通过在聚乳酸材料中添加木质粉末颗粒提高了聚乳酸的拉伸强度和弯曲强度。又如中国专利申请(公布号:cn108948690a)公开了一种聚乳酸-木质素-淀粉复合材料及其制备方法,将100份聚乳酸树脂与20-50份木质素混合,在保持生物降解性能不变的情况下,其拉伸强度有了一个比较明显的提升。又如中国授权专利(公布号:cn104356618b)公开了一种用于3d打印的生物质木塑复合材料及其制备方法,通过聚乳酸和木粉、竹粉或稻壳粉共混,所得的复合材料除具有尺寸稳定性好、不堵孔、不翘曲、加工条件要求低等。
5.由以上现有技术可以看出,现有的技术并不适用于聚乳酸在工业3d打印技术的应用,针对聚乳酸用于工业3d打印领域来讲,需对其同时进行高强、防翘曲、低密度及耐热性能的提升,这是不可回避的问题。然而现有技术中大多集中在某单一性能或者两项性能进行改性,对于同时兼具打印时无翘曲,打印件尺寸稳定,同时打印件还需强度高,可进行cnc机加工,大型打印件质轻,密度小及较好耐热性进行全面改性的工作极少提及。
技术实现要素:
6.本发明的目的在于提供一种用于工业3d打印的聚乳酸组合物及其制备方法,用以解决现有技术中的聚乳酸材料不能满足工业3d打印需求的问题。
7.本发明一方面提供了一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:40-80份聚乳酸,1-20份增强剂,1-30份防翘曲稳定剂,1-30份木质纤维母粒;
8.所述的聚乳酸为多臂支化聚乳酸,所述的防翘曲稳定剂为多嵌段共聚物。
9.进一步的,所述聚乳酸为聚l乳酸,所述聚l乳酸的支化度为1-10,且熔融指数为1g/10min-30g/10min。
10.进一步的,所述增强剂选自脂族/芳族聚碳酸酯、聚甲基丙烯酸甲酯、聚丙烯腈-丁二烯-苯乙烯共聚物、聚酰胺、聚丙烯、聚苯乙烯中的一种或几种。
11.进一步的,所述多嵌段共聚物选自防翘曲稳定剂s1、防翘曲稳定剂s2和防翘曲稳定剂s3中的一种或几种,
12.所述防翘曲稳定剂s1的分子结构式如下:
[0013][0014]
式中,n1、n2分别独立的选自50-1000的整数;
[0015]
所述防翘曲稳定剂s2的分子结构式如下:
[0016][0017]
式中,n3、n4、n5分别独立的选自50-1000的整数;
[0018]
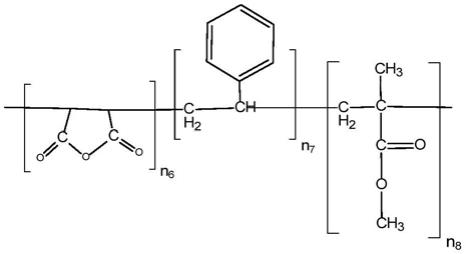
所述防翘曲稳定剂s3的分子结构式如下:
[0019][0020]
式中,n6、n7、n8分别独立的选自50-1000的整数。
[0021]
进一步的,所述木质纤维母粒中木质纤维的长度为0.1-10mm,纤度为0.1-2d。
[0022]
进一步的,所述木质纤维为被浸泡液提前浸泡处理,浸泡液为丙烯酸溶液、无水乙醇溶液中一种或几种。
[0023]
进一步的,所述木质纤维母粒由木质纤维和聚乳酸共混而成,所述木质纤维的质量为总质量的40%-90%。
[0024]
本发明另方面提供一种用于工业3d打印的聚乳酸组合物的制备方法,包括如下步骤:
[0025]
(1)干燥聚乳酸、增强剂、防翘曲稳定剂、木质纤维母粒,并将干燥后的各组分置于在高速搅拌机种均匀共混,得预混料;
[0026]
(2)将预混料送入双螺杆挤出机中熔融塑化、挤出、冷却、切粒,再将粒料烘干,得烘干粒料;
[0027]
(3)将烘干粒料加入注塑机进行注塑成型。
[0028]
进一步的,所述干燥的条件为在60℃-90℃真空下干燥6h-10h,直至水分低于300ppm;所述粒料烘干的条件为:将粒料在60℃-90℃真空下烘干6h-10h,直至水分低于300ppm。
[0029]
进一步的,所述双螺杆挤出机各区温度为160℃-240℃,主机转速为300-500r/min,喂料频率为7-15r/min;所述注塑机的料筒各区温度为160℃-240℃,采用冷模注塑,压力为40mpa-55mpa。
[0030]
采用上述本发明技术方案的有益效果是:
[0031]
本发明用于工业3d打印的聚乳酸组合物兼具打印时无翘曲、打印件强度高及低密度,且具有很好的耐热性和可降解性,具体为:
[0032]
(1)通过采用多臂支化聚乳酸树脂,在保证强度的前提下,提供了很好的韧性,同时其还可部分生物可降解;
[0033]
(2)通过在聚乳酸树脂中加入增强剂、防翘曲稳定剂和木质纤维母粒,一方面通过合金的方式提高聚乳酸的强度;另一方面通过非晶态、低收缩、高模量和低线膨胀系数的防翘曲稳定剂的添加降低聚乳酸材料在大型打印件中的翘曲情况;
[0034]
(3)将木质纤维通过浸泡液浸泡处理,以达到在聚乳酸母粒和组合物更好的分散;
[0035]
(4)本发明用于工业3d打印的聚乳酸组合物绿色、安全、环保,其生产工艺过程简化、加工效率高,所需设备要求低,操作简单,打印制品简单加工后可直接使用,完美应用在模具、家具等大型工业3d打印制品领域,所打印件能够部分替代木模、沙模等,推动新型环保材料产业的新发展,市场前景广阔。
具体实施方式
[0036]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
[0037]
实施例1
[0038]
本实施例提供一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:60份聚乳酸(3臂支化,熔融指数10g/10min),10份增强剂芳族聚碳酸酯,10份防翘曲稳定剂s1(n1取50,n2取100),20份木质纤维母粒(无水乙醇浸泡,纤维长度为1mm,纤度为1d,55%纤维浓度)。
[0039]
该聚乳酸组合物的制备方法为:
[0040]
将聚乳酸、增强剂、防翘曲稳定剂、木质纤维母粒在90℃下真空干燥6h,直至水分都低于300ppm;
[0041]
将干燥好的聚乳酸、增强剂、防翘曲稳定剂和木质纤维母粒在高速搅拌机下均匀共混,得预混原料;
[0042]
将所得预混原料加入双螺杆挤出机中混炼、挤出、切粒;所述双螺杆挤出机从进料口到出料口各区加热温度依次设定为160℃,170℃,180℃、195℃、205℃、220℃、230℃、240℃、230℃,主机转速450r/min,喂料频率12r/min;
[0043]
将所得粒料在60℃下真空干燥10h,直至水分低于300ppm;
[0044]
将所得干燥粒料加入卧式注塑机进行注塑成型,卧式注塑机料筒温度从进料口到喷嘴温度依次设定为160℃,170℃,180℃,200℃,220℃,240℃,保压压力为45mpa,保压25s,得到相应的样条用于的物理性能测试。
[0045]
实施例2
[0046]
本实施例提供一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:40份聚乳酸(3臂支化,熔融指数10g/10min),15份增强剂芳族聚碳酸酯,15份防翘曲稳定剂s1(n1取50,n2取100),30份木质纤维母粒(无水乙醇浸泡,纤维长度为1mm,纤度为1d,55%纤维浓度)。
[0047]
本实施例用于工业3d打印的聚乳酸组合物的制备方法同实施例1中所述的方法一致,这里不再赘述。
[0048]
实施例3
[0049]
本实施例提供一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:65份聚乳酸(3臂支化,熔融指数10g/10min),5份增强剂芳族聚碳酸酯,20份防翘曲稳定剂s1(n1取50,n2取100),10份木质纤维母粒(无水乙醇浸泡,纤维长度为1mm,纤度为1d,55%纤维浓度)。
[0050]
本实施例用于工业3d打印的聚乳酸组合物的制备方法同实施例1中所述的方法一致,这里不再赘述。
[0051]
实施例4
[0052]
本实施例提供一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:70份聚乳酸(3臂支化,熔融指数10g/10min),20份增强剂芳族聚碳酸酯,5份防翘曲稳定剂s1(n1取50,n2取100),5份木质纤维母粒(无水乙醇浸泡,纤维长度为1mm,纤度为1d,55%纤维浓度)。
[0053]
本实施例用于工业3d打印的聚乳酸组合物的制备方法同实施例1中所述的方法一致,这里不再赘述。
[0054]
实施例5
[0055]
本实施例提供一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:60份聚乳酸(5臂支化,熔融指数15g/10min),10份增强剂脂族聚碳酸酯,10份防翘曲稳定剂s2(n3取50,n4取100,n5取100),20份木质纤维母粒(丙烯酸浸泡,纤维长度为0.5mm,纤度为1.5d,40%纤维浓度)。
[0056]
本实施例用于工业3d打印的聚乳酸组合物的制备方法同实施例1中所述的方法一致,这里不再赘述。
[0057]
实施例6
[0058]
本实施例提供一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:60
份聚乳酸(7臂支化,熔融指数20g/10min),10份增强剂聚甲基丙烯酸甲酯,10份防翘曲稳定剂s2(n3取100,n4取100,n5取100),20份木质纤维母粒(丙烯酸浸泡,纤维长度为1.5mm,纤度为1.5d,60%纤维浓度)。
[0059]
本实施例用于工业3d打印的聚乳酸组合物的制备方法同实施例1中所述的方法一致,这里不再赘述。
[0060]
实施例7
[0061]
本实施例提供一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:60份聚乳酸(9臂支化,熔融指数5g/10min),10份增强剂聚丙烯腈-丁二烯-苯乙烯共聚物,10份防翘曲稳定剂s2(n3取200,n4取50,n5取50),20份木质纤维母粒(丙烯酸浸泡,纤维长度为5mm,纤度为1.5d,70%纤维浓度)。
[0062]
本实施例用于工业3d打印的聚乳酸组合物的制备方法同实施例1中所述的方法一致,这里不再赘述。
[0063]
实施例8
[0064]
本实施例提供一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:60份聚乳酸(6臂支化,熔融指数25g/10min),10份增强剂聚酰胺,10份防翘曲稳定剂s2(n3取300,n4取50,n5取50),20份木质纤维母粒(丙烯酸浸泡,纤维长度为9mm,纤度为1d,80%纤维浓度)。
[0065]
本实施例用于工业3d打印的聚乳酸组合物的制备方法同实施例1中所述的方法一致,这里不再赘述。
[0066]
实施例9
[0067]
本实施例提供一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:60份聚乳酸(3臂支化,熔融指数10g/10min),10份增强剂聚酰胺,10份防翘曲稳定剂s3(n6取400,n7取50,n8取50),20份木质纤维母粒(无水乙醇浸泡,纤维长度为3mm,纤度为0.5d,55%纤维浓度)。
[0068]
本实施例用于工业3d打印的聚乳酸组合物的制备方法同实施例1中所述的方法一致,这里不再赘述。
[0069]
实施例10
[0070]
本实施例提供一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:60份聚乳酸(3臂支化,熔融指数10g/10min),10份增强剂聚丙烯,10份防翘曲稳定剂s3(n6取500,n7取50,n8取50),20份木质纤维母粒(无水乙醇浸泡,纤维长度为3mm,纤度为0.5d,55%纤维浓度)。
[0071]
本实施例用于工业3d打印的聚乳酸组合物的制备方法同实施例1中所述的方法一致,这里不再赘述。
[0072]
实施例11
[0073]
本实施例提供一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:60份聚乳酸(3臂支化,熔融指数10g/10min),10份增强剂聚甲基丙烯酸甲酯,10份防翘曲稳定剂s1(n1取600,n2取100),20份木质纤维母粒(无水乙醇浸泡,纤维长度为3mm,纤度为0.5d,55%纤维浓度)。
[0074]
本实施例用于工业3d打印的聚乳酸组合物的制备方法同实施例1中所述的方法一
致,这里不再赘述。
[0075]
实施例12
[0076]
本实施例提供一种用于工业3d打印的聚乳酸组合物,包括如下重量份的组份:80份聚乳酸(3臂支化,熔融指数10g/10min),5份增强剂聚甲基丙烯酸甲酯,5份防翘曲稳定剂s1(n1取600,n2取100),10份木质纤维母粒(无水乙醇浸泡,纤维长度为3mm,纤度为0.5d,55%纤维浓度)。
[0077]
本实施例用于工业3d打印的聚乳酸组合物的制备方法同实施例1中所述的方法一致,这里不再赘述。
[0078]
对比例1
[0079]
将100份纯聚乳酸(3臂支化,熔融指数10g/10min)在90℃下真空干燥6h,直至水分低于300ppm;后加入双螺杆挤出机中混炼、挤出、造粒;所述双螺杆挤出机从进料口到出料口各区加热温度依次设定为160℃,165℃,170℃、175℃、180℃、180℃、185℃、190℃、190℃,主机转速400r/min,喂料频率12r/min;将所得粒料在60℃下真空干燥10h,直至水分低于300ppm;将所得干燥粒料加入卧式注塑机进行注塑成型,卧式注塑机料筒温度从进料口到喷嘴温度依次设定为160℃,165℃,170℃,180℃,185℃,190℃,保压压力为45mpa,保压25s,得到相应的样条用于物理性能测试。
[0080]
对比例2
[0081]
将90份聚乳酸(3臂支化,熔融指数10g/10min)和10份增强剂芳族聚碳酸酯在90℃下真空干燥6h,直至水分低于300ppm;后续加工处理方式同对比例1中所述的方法一致,这里不再赘述。
[0082]
对比例3
[0083]
取80份聚乳酸(3臂支化,熔融指数10g/10min),10份增强剂芳族聚碳酸酯和10份防翘曲稳定剂s1(n1取50,n2取100)分别在90℃下真空干燥6h,直至水分低于300ppm;后续加工处理方式同对比例1中所述的方法一致,这里不再赘述。
[0084]
对比例4
[0085]
取60份聚乳酸(3臂支化,熔融指数10g/10min),10份增强剂芳族聚碳酸酯,10份防翘曲稳定剂s1(n1取50,n2取100)和20份木质纤维母粒(丙烯酸溶液浸泡,纤维长度为3mm,纤度为1d,55%纤维浓度)分别在90℃下真空干燥6h,直至水分低于300ppm;后续加工处理方式同对比例1中所述的方法一致,这里不再赘述。
[0086]
采用iso标准中相对应的详细规范流程对测试样件进行性能测试,具体性能如下表:
[0087][0088][0089]
从上述可以看出,本发明通过对聚乳酸树脂进行高性能改性,得到综合性能优越的可用于工业3d打印的聚乳酸组合物,本发明最大的亮点是在增强聚乳酸树脂材料力学性能(拉伸强度和弯曲强度)的同时,还使材料具有很好的可打印性,无任何翘曲保证打印产品的成型稳定性,同时还兼具质轻(与纯聚乳酸相比降低了5%以上)和很好的耐热性(与纯聚乳酸相比提高了20%以上)的效果。
[0090]
本发明的用于工业3d打印的聚乳酸组合物兼具高强、打印过程无翘曲、低密度、良好耐热性以及良好的3d打印性,能够在大型工业3d打印件领域,如木模、沙模、家具用品等设计性强的方向得到很好的应用。
[0091]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1